多级磁力泵故障分析与改进处理
2021-07-09司美崛王锋陕西延长石油集团有限责任公司延安炼油厂陕西延安727406
司美崛,王锋 (陕西延长石油集团有限责任公司延安炼油厂,陕西 延安 727406)
1 实际案例的故障概况
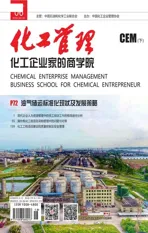
国内某企业的液化气装车泵使用型号为MCAM80/3的磁力泵(如图1所示),其扬程可以达到160 m。而在初期的使用中,磁力泵的效果不太理想,并且工作时出现盘不动车和打压力低等相关的问题。通过拆检显示,磁力泵中有焊渣和杂质,在首级的叶轮口环部位存在磨损的情况,经修复后再次使用还是产生了类似的问题,并且平衡盘和平衡板出现的磨损情况非常地严重,修理后发现还是不能解决问题,多次压力无法打起,而且在出口阀关闭时压力表现为正常,打开后则压力降低,在关闭磁力泵后,盘车有卡涩的情况,严重时盘不动。

图1 磁力泵剖面图
2 故障分析
2.1 对设备的管线未能清理干净
在机泵的入口位置使用的过滤网不当,检查维修时将其拆出发现存在较多的焊渣、金属等杂质,由此表明在安装相关的设备时没有将其清理干净,未进行吹扫清除,由此致使机泵输送过程中将管线内的杂质冲至泵体中[1]。另外,通过测量显示,磁力泵的各级叶轮口环,其半径的间隙0.35 mm,但实际使用为30目的过滤网,网孔的宽度0.6 mm,由会致使直径大于0.35 mm的焊渣及金属等杂质进入泵内,当杂质进入管道内则会导致叶轮口环磨损。盘车出现卡涩等情况,另外还能进至平衡腔中,进一步导致平衡盘动和静环面磨损,如果磨损的情况十分严重则会导致盘不动车,而在实际的泵拆检查过程中发现了这么多的杂质,由此更充分地证明此观点。
2.2 泵的设计有缺陷存在
2.2.1 液力平衡设计缺陷
本次研究的多级磁力泵,其三级叶轮均是同向设定,因此在实际的工作中产生的轴向力十分高。而对于其轴向力的平衡则是依靠平衡盘。经多次的维修检查发现平衡盘动和静环磨损十分地严重,并且在机泵运行时产生碰磨的声音。因此需要在液力平衡的系统方面加以分析,查找根本的原因。由于磁力泵三级叶轮同向安装,而每级的叶轮存在一定的正反面压力差,进一步产生向后轴向力,平衡盘则与之相反,后端和磁力泵的出口相连为高压侧,另一侧则和入口相连为低压侧,因此平衡盘所受到的推力与叶轮轴向力相反,所以能够具有平衡的功能[2]。依据液力平衡系统的相关原理进行分析发现,对于该系统的设计方面存在缺点,由此才致使平衡盘动和静环磨损的故障出现。一为平衡盘动静环直径大,此系统使用的动静环内径228 mm,因此导致动静环面间出现较大面积的通流,根据正常的工作间隙0.09~0.14 mm计算得出通流的面积为64~100 mm2,而轴承体的平衡孔直径只有5 mm,经计算显示平衡孔的通流面积只有39 mm2。进而说明 ,平衡孔比平衡盘通流面积小很多,所以机泵在运行时不能达到液体流动的相关需求,并且轴承间隙低导致平衡腔流体少,不能补充液体。二为平衡盘背侧经过中空轴和磁力泵的入口相通,而经中空轴之后的轴头背帽回流孔只有3 mm,回流面积7.1 mm2,因此在平衡盘背面的液体出现较大的回流阻力,进而导致无法建立相应的低压区。当平衡盘的流量过大无法进行回流,会导致位于平衡盘低压侧的液体压力逐步提高,对平衡系统的作用发挥造成不利的影响,导致效果严重地降低,最终致使平衡盘触摩擦而造成大量的磨损。
2.2.2 平衡盘动静环的材料不当
在出现故障时,磁力泵的平衡盘动静环的表面均产生磨损的情况,即使是使用的时间较短也会产生磨损的痕迹,较为严重时则致使动环无法使用而报废。通过磁力泵的平衡盘材料检查分析发现,此泵在设计过程使用的材料为1.446 2不锈钢,其为双相的不锈钢,并且钢铬与钼的含量十分高,所以能够有效抵抗腐蚀[3]。但在现实中,平衡盘动、静环相对的旋转而产生摩擦,在正常时会有相关的介质形成液膜将其相隔,而在机泵启动和停泵以及压流波动时,介质的流量不稳则会导致平衡盘的动静、环接触与摩擦,因此则要求动、静环必须具备较高的耐磨性,由此能够避免在碰磨时造成现损粘连。原有的不锈钢无法满足耐磨的性能要求,并且此泵是装车泵,每天开启关闭的资料较多,因此在开启关停过程中发生多次的碰磨情况,所以才致使出现较为严重的磨损而导致盘不动车[4]。
2.2.3 机泵的操作存在不足
灌泵不到位,并且在泵内的气体不能完全排出,在开启泵时在泵出口的阀门开启速度过快,且开度较为偏大,进而促使泵开启后在叶轮的入口位置出现了气蚀,并抽不上液体。根据现场的实际操作看,磁力泵在出口位置有两道阀门,分另是电动闸阀和手动球阀。磁力泵在使用时首先电动控制全开电动闸阀,然后灌泵启泵,泵启动后在全开出口手动阀,该阀主要是球阀,因此开启快速,只需要几秒即可实现全开的状态,然而在多次在打开阀门后在泵内出现异响的情况,并且出口的压力快速的降低,泵内的相关零件显示干磨损坏的情况。后来通过分析发现,在泵出口的阀门打开三分之一时的出口压力便达到正常,而再开大则压力降低。通过证实发现阀打开三分之一的流量正好符合标准的流量,而如果再开大也会对流量造成变化,因此此时即是此泵最佳的运行工况[5]。从上述的情况分析后明确在泵启动时的出口阀快速的开启,进而导致开度偏大而致使入口的供液不足,进一步造成了抽空的现象,由此导致泵体的部件出现了干磨损坏的情况,针对于此可能时多次的开泵而导致的损坏,主要是因为罐内的液位低,泵的入口压力也低,出口的阀门瞬间完全打开而致使泵内完全抽空,最终导致干磨损坏。
3 故障处理
(1)机泵内杂质问题:首先对泵入口的过滤网予以更换,替换原有的30目而使用50目,网孔的宽度在0.3 mm,由此则能够有效的过滤杂质。即便存在杂质也只是较小的颗粒,只需对过滤网进行定时的清除即可满足使用。
(2)通过计算决定将轴承体上的平衡孔扩大为Φ8 mm,以及对液体回流造成影响的轴头背帽小孔进行扩大,此孔原为Φ3 mm,最后把此孔扩大至Φ8 mm,进一步提升了液体回流的作用和能力,确保液力平衡的最终效果。
(3)更换平衡盘动和静环的材质,由于原有的不锈钢耐磨性较为低下,经过选型确定使用HT250材质,由于HT250是珠光体的灰铸铁,具有较高的强度和耐磨性能,并且还具备较高的耐热性,最终决定使用HT250[6]。
(4)磁力泵基本为自润滑,因此对灌泵的各项要求均有较高的标准。由于磁力泵需要经常性的开停,所以在操作时要求相应的操作人员,灌泵时把进口阀和出口阀以及回流管路阀均完全打开,进而可以由泵的入口形成液体的流动并把气体予以排出,确保泵体充满液体,再将出口阀和回流阀予以关闭。起泵前计算泵出口的压力,然后慢慢将出口的阀门予以打开,但不需要全开,阀门开启至出口的压力平稳在事先计算的压力后即完成操作,由此避免出现抽空的情况。
4 结语
通过对磁力泵经过以上的改造,以及对相应的操作进行变更,从实际的运行效果来看,机泵的运行恢复正常,并且在后续也没有再次出现上述的相关故障,由此表明本次改进的效果较好,能够为其他同类的问题提供一定的参考价值。