钛-不锈钢复合板低温反应釜的设计与制造
2021-07-07吕书明
吕书明
(镇海石化建安工程有限公司,浙江 宁波 315000)
钛作为反应釜类设备结构设计的备选材料,与304、316、316L 等容器用不锈钢一样,具有强度高、可塑性强、焊接性能好等优点,而且还不具备铁素体钢低温使用时脆性强等顽疾,因而在低温状态下,钛的综合物理性能更优。由于钛与氧的亲和力较强,易形成致密钝化层,对中性、氧化性、弱还原性介质如氯化铁、醋酸、次氯酸钠、苯二甲酸等都具有极强的抗腐蚀能力[1],因而对于延长低温反应设备的使用寿命,减少能耗,降低该类设备的检修维护成本均具有显著优势。
本文所涉反应釜,釜内最终产物为某医药中间体,本身对于304 等常用不锈钢就有较强的腐蚀性,经挂片实验初步判断,若采用304 不锈钢作为反应釜主材,每两年都大修一次,且反应原料中既有弱酸性物质参与化学反应,使该医药中间体生成,又有弱碱性物质用于中和化学反应后溶液的酸度,使该医药中间体结晶析出,因而304 等常用不锈钢,很难满足上述工艺条件。虽搪玻璃设备可满足上述耐腐蚀要求,但由于反应釜内的工作温度需保持在-80 ℃,夹套内液氮的温度为-192 ℃,搪玻璃设备在使用时需严禁骤冷、骤热,故经综合技术对比后,拟以钛作为该反应釜复材。
1 某医药中间体反应釜设计参数及选材
见表1。

表1 反应釜设计参数Tab.1 Design parameters of reactor
从经济上考虑:全钛反应釜的价格较贵,按重量计约为不锈钢7~9倍,但因钛的比重为不锈钢0.57,实际上全钛反应釜的价格为普通不锈钢的5~6 倍[2],故全钛反应釜的制造成本过大,并不经济。考虑到该反应釜仅需保持与反应物的密切接触面不受腐蚀影响,即可满足反应釜的使用要求,故从制造成本、制造难度等角度进行分析对比,最终确定反应釜内筒采用基材为304 不锈钢的钛-不锈钢复合板;反应釜夹套内充入的液氮腐蚀性相对较弱,选用304 不锈钢;夹套外的保温材料为固态珠光砂,无腐蚀性,可重复多次使用,因而选用价格便宜的Q235B 作为主材。附某医药中间体用钛-不锈钢复合板低温反应釜结构示意图(见图1)。

图1 反应釜结构示意图Fig.1 Structure diagram of reactor
2 反应釜部件的强度计算
对反应釜内筒、夹套壳体等壁厚的计算应按照GB/T 150《压力容器》进行,需注意钛-不锈钢复合板仅需将基层材料计入强度校核,而钛作为耐蚀层,可不参与计算[3]。因各项计算内容较多,本文不再细述。
反应釜内筒、夹套壳体等壁厚的计算,还应考虑材料两侧介质传热引起钛-不锈钢复合板、304 不锈钢、Q235B 的温差形变,故需采用Ansys 有限元模拟,以确定反应釜内筒、夹套壳体等的最终材料厚度。
(1)放料管连接件过盈量计算
由于放料管也是与反应物密切接触的部件,故放料管需选用全钛管,其与反应釜的连接需依靠阀座接头连接件(钛材)与阀座接头(304 不锈钢),才能避免钛与不锈钢直接相焊,其连接方式如图2所示:

图2 放料管连接方式Fig.2 Connection mode for feeding pipe
a.在放料管的制造过程中,阀座接头与钛-不锈钢复合板的304 不锈钢基材焊接,阀座接头连接件通过环形钛复合盖板与钛-不锈钢复合板的钛层焊接,由于焊接温升,温差为100 ℃时不锈钢的平均线膨胀系数为16.84×10-6/ ℃,钛的平均线膨胀系数为8.2×10-6/ ℃,两种材料因温差而引起的变形,有可能导致阀座接头连接件与阀座接头脱开,形成间隙,因而需要根据以下公式核算阀座接头连接件与阀座接头的过盈量。

式中c——过盈量;
Δa——不锈钢与钛热膨胀系数差(按100 ℃膨胀系数计算);
Δt——制造时的温度差(此处按100 ℃考虑);
d——阀座接头直径(设计尺寸为135 mm)。
将各参数代入式(1),计算得到阀座接头连接件与阀座接头的过盈量为0.117 mm。
b.在反应釜工作状态下,反应釜内筒的工作温度为-80 ℃,温差为80 ℃时不锈钢的平均线膨胀系数为15.67×10-6/ ℃,钛的平均线膨胀系数为8.2×10-6/ ℃,不锈钢比钛更易收缩,则阀座接头连接件与阀座接头之间不会发生脱落。
3 反应釜结构设计
在反应釜结构设计时,考虑到钛与304 不锈钢不能直接熔焊,经常需采用盖板搭接的角接焊接形式(如图3所示);在反应釜制造时,还需用刨床或铣床将焊缝附近的表面钛层进行去除,除钛时难免有部分304 不锈钢被切削掉,使不锈钢基材的壁厚变薄,故设计时需考虑留有足够的基材切削量(该反应釜的加工减薄量为0.5 mm)。

图3 钛-不锈钢复合板角接焊接形式Fig.3 Titanium clad plate angle-joint welding form
(1)反应釜内筒纵、环焊缝结构
反应釜内筒外侧304 不锈钢对接焊缝和内侧钛层角接焊缝均需根据焊接工艺评定要求施焊。在施焊前,按设计要求钛-不锈钢复合板304 基材的一侧需加工出坡口,另一侧焊缝坡口边缘10 mm 处的钛层需完全除去,以避免基材焊接时,钛熔入焊缝,形成硬而脆的金属间化合物,从而影响焊缝的塑性和耐腐蚀性。同时为保证焊缝处钛材面的连续性,在焊缝的未融合区用钛填板填充,并将其与钛-不锈钢复合板的钛层焊接,然后将全钛盖板覆盖其上,将其与钛层实施角焊接,注意内筒所有纵、环焊缝处需增设信号检测孔,以检测焊缝的密封性能。反应釜内筒纵、环焊缝结构如图4所示。

图4 反应釜内筒纵、环焊缝结构Fig.4 Vertical and circular welding structure for inner cylinder of reactor
(2)封头法兰结构
该反应釜的钛-不锈钢复合板封头采用整板压制而成,法兰与封头直接相焊,没有纵环焊缝,结构如图5所示。为保证焊缝质量,封头与法兰间内附一个全钛环形衬筒。此处结构特殊,无法开信号检漏孔,只能通过100% 的渗透检测评定焊缝质量。
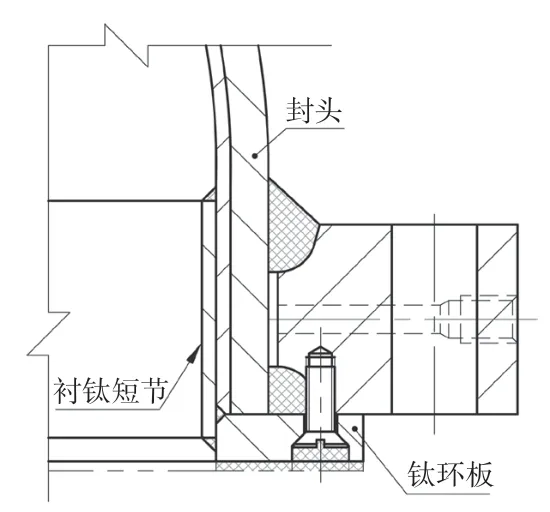
图5 封头法兰结构Fig.5 Head flange construction
(3)筒体法兰结构
反应釜筒体法兰和封头法兰的密封面都需通过全钛沉头螺钉将环形钛盖板附着其上,以保证该密封面的耐腐蚀性,由于反应釜筒体纵焊缝的存在,该处形成的T 形区域需一全钛环形衬筒过渡,再用钛盖板将原纵向钛盖板与全钛环形衬筒覆盖,以保证T形区焊缝的机械强度。该处的焊缝质量由侧面开出的信号检漏孔进行检测,如图6所示。

图6 筒体法兰结构Fig.6 Cylinder flange structure
(4)接管法兰结构
对于反应釜筒体上的接管及法兰,由于管口较小,宜采用钛圆环将钛衬管的底部与反应釜接管开孔处的钛层相连,法兰密封面处采用环形钛盖板,附以钛制沉头螺钉固定在不锈钢法兰表面,接管的侧面需开信号检漏孔,以检查接管及法兰处相应焊缝的密封性,如图7所示。
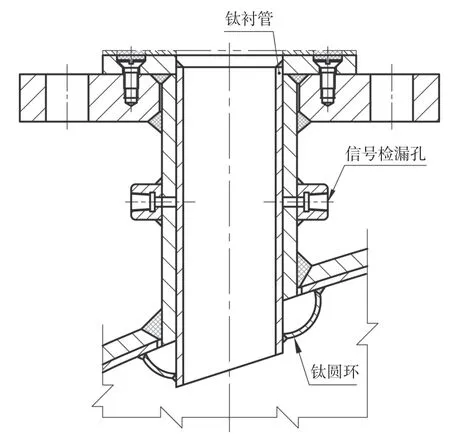
图7 接管法兰结构Fig.7 Pipe flange structure
(5)放料管与内筒的连接结构
根据本文3 反应釜内筒强度计算中有关放料阀连接件过盈量计算结果,保险起见,反应釜放料阀的阀座接头连接件与阀座接头之间的过盈量取0.15 mm,如图8所示,在装配时,可将阀座接头连接件放入焊材保温箱中预热,将阀座接头放入液氮冷却,使两者可以自由装配,再与反应釜相应的连接件进行焊接。

图8 放料管与内筒的连接结构Fig.8 The connection structure of the outlet pipe and the inner cylinder
(6)放料管与保温层的连接结构
反应釜保温层内珠光砂装填完毕后,为避免珠光砂吸收大量水分,需对保温层进行抽真空处理,故保温层需保持-0.1 MPa 的真空度需求,以保证其绝热性能。即放料管通过角接焊接的环形钛-不锈钢复合板,与放料套管端部的Q235B 封板银钎焊接就可满足上述要求,如图9所示意。
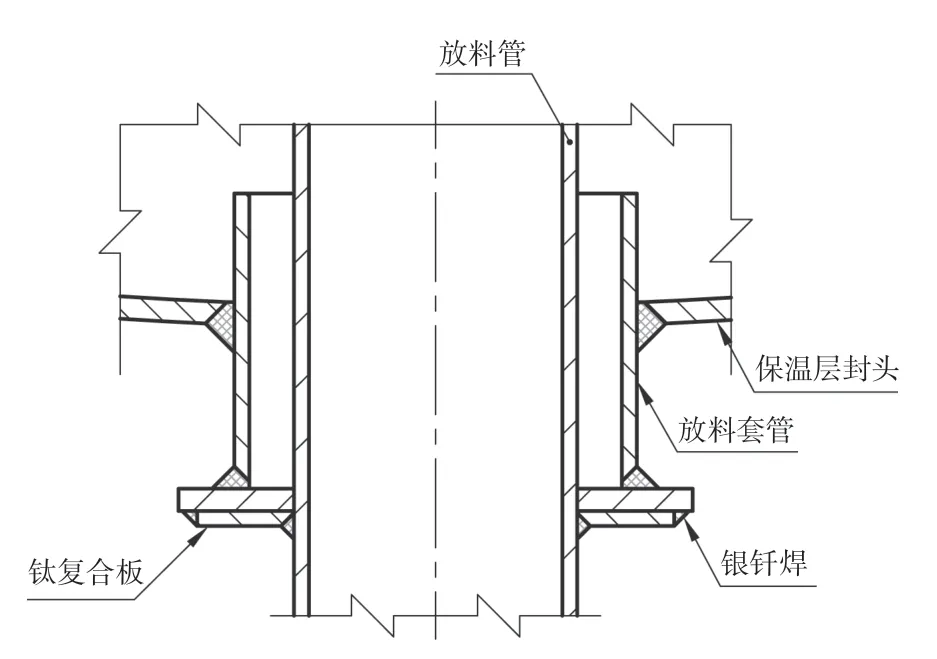
图9 放料管与保温层的连接结构Fig.9 The connection structure of the outlet pipe and the insulation layer
(7)凸缘结构
反应釜封头上的凸缘,与搅拌桨密切接触的部分为防止反应物料飞溅其上,使搅拌桨与凸缘产生锈蚀卡死,此处需贴附一钛接管,其底部通过钛圆环与反应釜封头相连,顶部与环形钛盖板相连,而环形钛盖板通过全钛沉头螺钉固定在凸缘顶部。全钛螺钉固定后,端部用氩弧焊塞焊,之后再加工搅拌接缘的密封面,以保证凸缘机械稳定性,如图10所示。
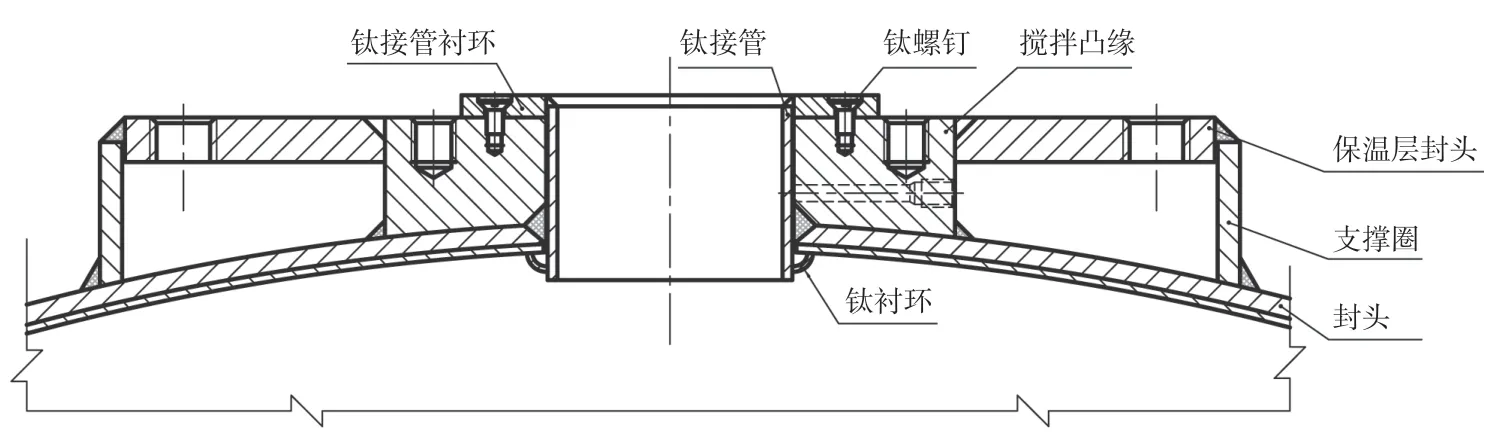
图10 凸缘结构Fig.10 Flange structure
6 制造
本文所述的钛-不锈钢复合板低温反应釜,釜内物料的反应温度为-80 ℃,釜外夹套内液氮的温度为-192 ℃,对于本身由钛和不锈钢两种不同金属爆炸而成的复合型材料而言,由温差而引起的材料形变无法避免,故低温反应釜内筒选用的钛-不锈钢复合板,其表面钛材需检验-192 ℃下材料的伸长率,要求不低于18%。在反应釜的制造过程中,还应注意钛-不锈钢复合板在采用盖板搭接的角接焊接时,焊缝焊接后的焊接强度及延展性满足上述温差条件,焊缝坡口表面不应有裂纹、分层、夹杂及影响焊缝质量的其他物理缺陷,坡口表面需进行渗透检测,按NB/T 4730.5—2015 标准评定,Ⅰ级合格。
而基于过盈量计算确定的放料管与内筒连接结构,除在放料管装配过程时,通过加热放料阀座接头连接件(钛),冷却阀座接头(304 不锈钢),以使两者自由装配,还应在阀座接头连接件、阀座接头焊接完毕后,做-192 ℃低温冷冲实验,再对阀座接头进行表面渗透检测,按NB/T 4730.5—2015 标准评定,Ⅰ级合格,以确保放料管在反应釜正常工作时不发生泄漏。
此外,按照JB/T 4745—2002《钛制焊接容器》制造的钛-不锈钢复合板低温反应釜,所有钛盖板与钛填板的焊缝质量需经气密性试验判定,试验压力为0.1 MPa,无泄漏为合格。检漏孔检测完毕后,需塞焊,塞焊完成后按NB/T 47013.5—2015 进行100%渗透检测,Ⅰ级合格。
7 结束语
本文对用于制备某医药中间体的钛-不锈钢复合板低温反应釜的设计、制造进行了阐述,尤其对反应釜内筒、法兰、各接管的设计作出了详细说明。在设计时,设计人员有必要考虑不同材料在特定温度下的形变,而对设备某关键部件的影响,从细枝末节处把握设备设计的关键。
