氯化钙交联淀粉/聚乙烯醇复合膜的制备及性能研究*
2021-07-04陈玉,郭津
陈 玉,郭 津
(福建技术师范学院材料与环境工程学院,福建 福清 350300)
随着近年来绿色发展理念的提出,开发新型生物可降解材料已变得迫切需要,以淀粉、纤维素、壳聚糖等生物资源为原料制备可降解生物薄膜,不仅能解决石油化工资源的紧缺,还能促进农产品的加工利用,符合国家提出的保护生态环境、节约自然资源的可持续发展战略[1-2]。
淀粉在生活中十分常见,但淀粉成膜后强度小,韧性差,难以满足食品、日化、医药等行业的使用要求,目前主要在食品行业中用作可食用包装膜[3-6]。聚乙烯醇(polyvinyl alcohol,PVA)是一种有机高分子聚合物,具有良好的吸水性与生物相容性,可进行生物降解,一般通过流延成膜法制备聚乙烯醇薄膜材料,加工成型的过程经历溶解和干燥两个步骤,并可对其进行共聚、共混、增塑等改性加工[7-8]。
利用淀粉与PVA共混改性成膜是制备成本低廉、性能优良的可完全生物降解塑料薄膜的有效途径之一[9]。本文选用玉米淀粉和PVA为制膜原料通过流延法制备玉米淀粉/PVA复合膜,并且在制备过程中加入甘油作为增塑剂,加入氯化钙作为交联剂,拓宽淀粉/聚乙烯醇复合膜的应用领域。
1 实验药品与仪器
1.1 实验药品
玉米淀粉,市售;聚乙烯醇(AR),无锡市亚泰联合化工有限公司;甘油(AR),国药集团化学试剂有限公司;无水氯化钙(AR),西陇科学股份有限公司。
1.2 主要实验仪器
722sp型紫外可见分光光度计,上海棱光技术有限公司;XLW pc型智能电子拉力试验机,济南兰光机电技术有限公司;BS224S电子天平(精确到四位小数),北京赛多利斯仪器系统有限公司, DHG-9070电热恒温干燥箱,上海君竺仪器制造有限公司;JJ-1型精密增力电动搅拌器,常州国华电器有限公司。
2 实验方法
2.1 反应条件的选择
为了使制备出的复合膜的各个性能达到最佳水平,本次实验先设计了一个简单的正交实验以得出最佳的反应条件用于后续实验。考虑交联共混温度,交联共混时间和干燥时间三个因素,固定玉米淀粉:PVA质量比7:3、甘油添加量20%、氯化钙添加量4%、干燥温度80 ℃,设计了第一组三因素三水平的正交实验,以复合膜的拉伸强度为评价指标,如表1所示。
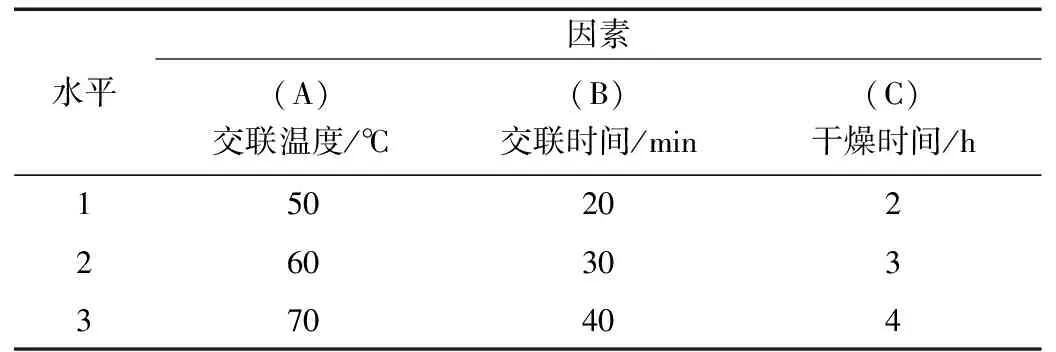
表1 第一组正交实验因素和水平设计表
通过对第1组正交实验9个样品进行拉伸强度的测定,得到了一组较好的反应条件,以此反应条件为工艺参数,本文以玉米淀粉:PVA质量比、增塑剂甘油添加量和交联剂氯化钙添加量为正交实验的3个自变量因素,设计了第二组L9(34)正交实验。
2.2 复合膜的制备
将50 mL蒸馏水加入装有一定量(加入量与淀粉质量成比例)聚乙烯醇的烧杯中混合,置于电热套中加热至95 ℃,并用电动搅拌器不停搅拌直至溶解,加热30 min后拿出静置。用烧杯称量5 g玉米淀粉,加入50 mL蒸馏水使其溶解均匀,置于电热套中用电动搅拌器不断搅拌,加热至80 ℃糊化30 min后,将聚乙烯醇溶液加入到淀粉溶液中。同时加入一定量(加入量为淀粉的质量比)的增塑剂甘油和交联剂氯化钙,将混合后的料液置于电热套中60 ℃搅拌共混反应40 min,而后取出静置10 min。将反应好的料液倒在聚四氟乙烯流延板上使之流延成膜,放入热恒温鼓风干燥箱中,烘干温度80 ℃,干燥3 h后取出,在常温下放置3 h后揭膜密封保存,进行性能指标测定。
2.3 单因素试验设计
2.3.1 玉米淀粉/PVA质量比对复合膜性能的影响
保持其他操作条件的一致性,固定交联剂氯化钙添加量4%,增塑剂甘油添加量20%,改变玉米淀粉与PVA质量比分别为8:2、7:3、6:4、5:5、4:6(g/g),探究玉米淀粉与PVA质量比对复合膜各项性能的影响。
2.3.2 增塑剂添加量对复合膜性能的影响
保持其他操作条件的一致性,以甘油作为增塑剂,将交联剂氯化钙添加量固定为4%,将玉米淀粉:PVA质量比固定为实验2.3.1中得到的淀粉:PVA最佳质量比,改变甘油的添加量分别为5%、10%、15%、20%、25%,探究增塑剂甘油添加量对复合膜各项性能的影响。
2.3.3 交联剂添加量对复合膜性能的影响
保持其他操作条件的一致性,以氯化钙作为交联剂,将玉米淀粉:PVA质量比固定为实验2.3.1中得到的淀粉:PVA最佳质量比,将增塑剂甘油添加量固定为实验2.3.2中得到的甘油最佳添加量,改变氯化钙的添加量分别为2%、4%、6%、8%、10%,探究交联剂氯化钙添加量对复合膜各项性能的影响。
2.4 正交试验设计
在单因素实验的基础上,为了进一步优化复合膜的制作工艺,使用第一组正交试验得出的实验条件,以玉米淀粉:PVA质量比、增塑剂甘油添加量和交联剂氯化钙添加量为正交实验的三个因素设计了第二组正交试验,以拉伸强度、断裂伸长率、透光率和吸水率为性能表征,正交试验设计表如表2所示。
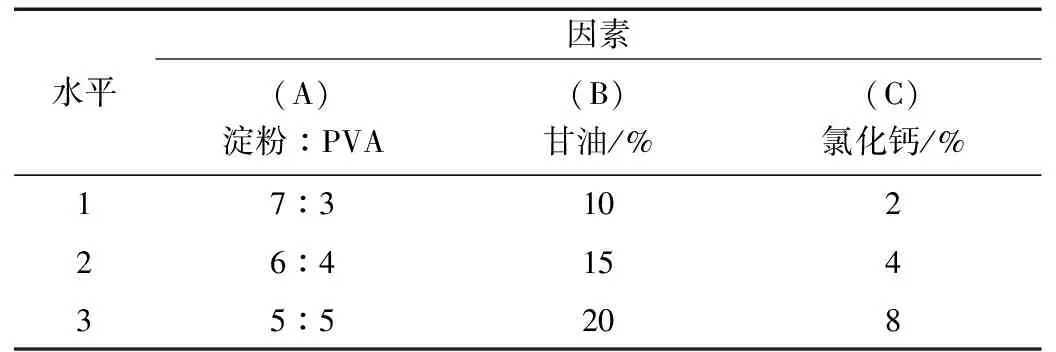
表2 第二组正交试验因素和水平设计表
2.5 复合膜的性能测定
2.5.1 复合膜力学性能的测定
拉伸强度(Tensile strength,Ts)和断裂伸长率(Elongation at break,E)都属于力学性能的范畴。力学性能的测定使用智能电子拉力试验机进行,参考了GB/T 1040.3-2006[10]的方法。首先,把在常温下放置3 h的复合膜裁剪成10 mm×70 mm的长条形试样,试样的两端用拉力试验机的拉伸夹具固定,将拉伸速度设置为100 mm/min,原始长度设置为30 mm,匀速拉伸至复合膜断裂,记录最大拉力F及膜伸长的距离,根据下列公式计算:
(1)
式中:TS——拉伸强度,MPa
F——拉伸试样至断裂时承受的最大张力,N
S——试样横截面积,m2
(2)
式中:E——断裂伸长率,%
L’——断裂时的膜长,m
L——膜原长,m
2.5.2 复合膜透光率(Transmittance,T)的测定
参照GB/T 2410-2008[11],将在常温下放置3 h的复合膜裁剪成30 mm×10 mm的条状试样,将试样紧贴于比色皿的透光侧,将紫外分光光度计的波长调为650 nm[12],测定其透光率。每张复合膜选取3个试样进行测定,取平均值,测定一组空比色皿作为空白对照。
2.5.3 复合膜吸水率(Water absorption,WA)的测定
将在常温下放置3 h的复合膜裁剪为50 mm×50 mm的方块形试样,干燥温度设定为50 ℃,用恒温鼓风干燥箱将试样干燥至恒重,记录此时的重量,记为M0。将干燥至恒重的试样放入一个干燥的烧杯中,加入适量蒸馏水以浸没试样,用保鲜膜将烧杯封口,在室温下浸泡24 h后,小心地取出试样并用滤纸吸干复合膜表面的水分,称取试样此时的重量,记为M。每张复合膜选取3个试样测定后取平均值。复合膜的吸水性根据以下公式计算:
(3)
式中:WA——吸水率,%
M0——浸水前薄膜质量,g
M——浸水后薄膜质量,g
3 结果与讨论
3.1 第一组正交试验
对第一组正交实验的9个样品进行拉伸强度测试,结果如表3所示。从表3中的极差分析可以明显看出对复合膜的拉伸强度影响最大的因素为交联共混时间,其次是交联共混温度,干燥时间对复合膜的拉伸强度影响较小。在玉米淀粉:PVA质量比、交联剂氯化钙添加量、增塑剂甘油添加量及干燥温度都不变的条件下,制备复合膜的较优条件为交联共混温度70 ℃、交联共混时间30 min、干燥时间3 h。所以选择此反应条件作为单因素实验与第二组正交实验过程的工艺参数。
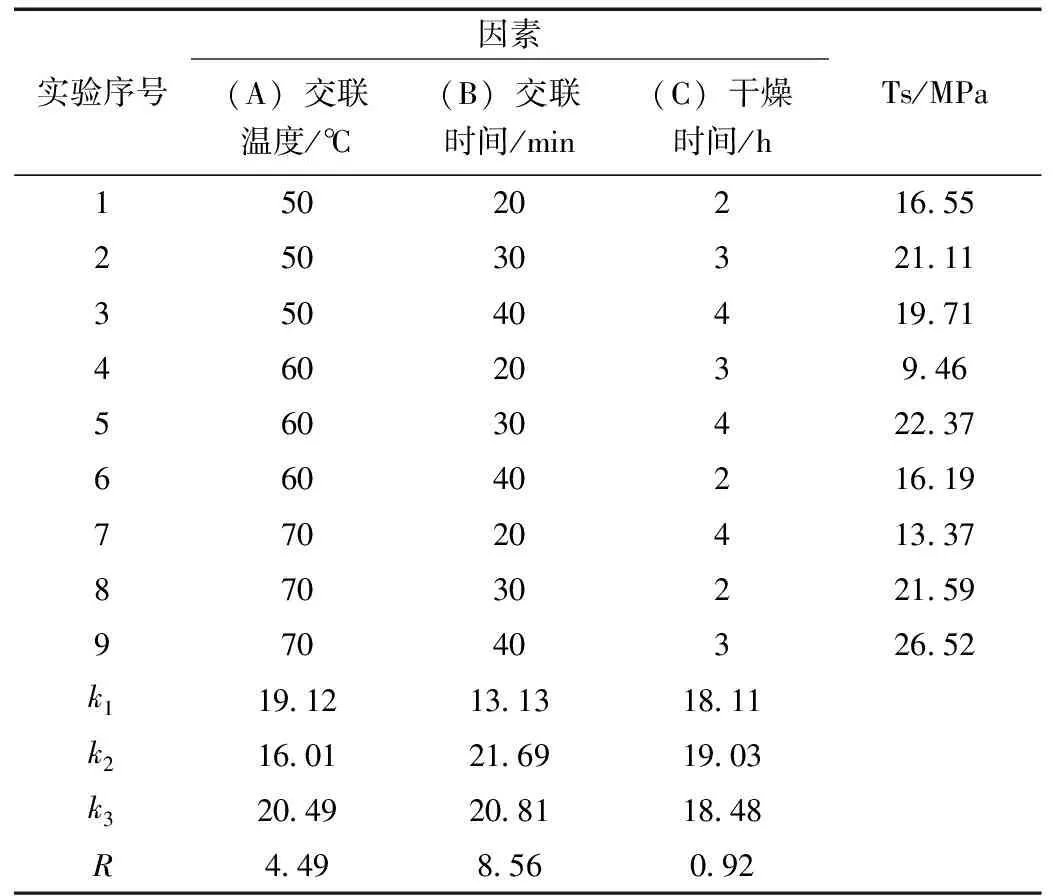
表3 第一组正交实验结果
3.2 淀粉/PVA配比对复合膜性能的影响
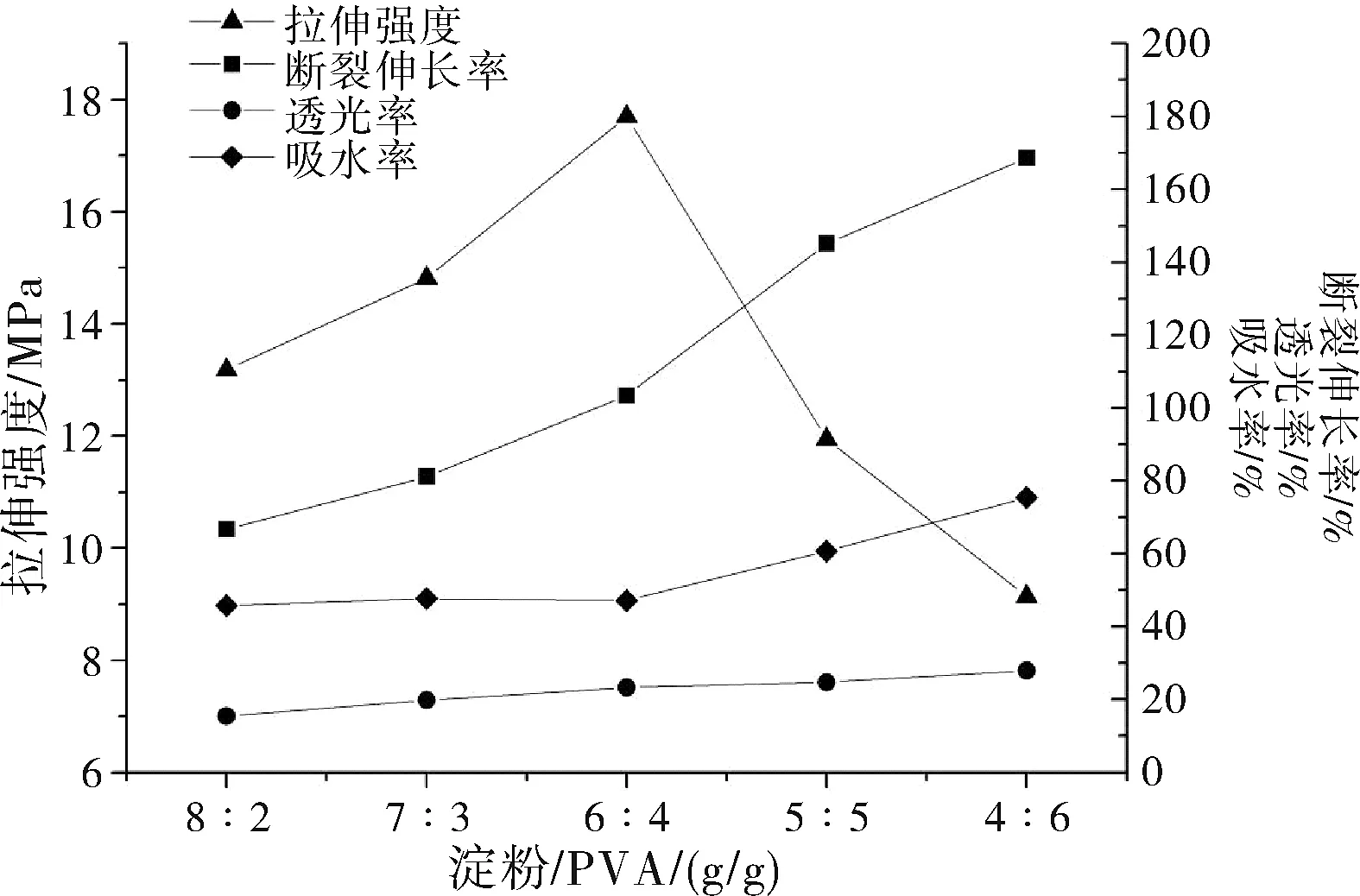
图1 淀粉:PVA配比对复合膜性能的影响
固定增塑剂甘油添加量20%,交联剂氯化钙添加量4%,改变玉米淀粉与PVA质量比,研究玉米淀粉/PVA的不同配比对复合膜性能可能产生的影响,以拉伸强度、断裂伸长率、透光率和吸水率作为性能表征,结果如图1所示。
从图1中可得,复合膜的拉伸强度随着淀粉:PVA配比的减小先增强后减弱,而膜的断裂伸长率则不断增大。在合适的配比范围内,淀粉分子与PVA的生物相容性较好,淀粉分子中的羟基与PVA中的羟基进行了分子间与分子内的相互作用,机械性能良好。随着淀粉/PVA配比的减小,PVA含量随之增多,PVA起到一种类似塑化剂的作用,因此复合膜的透光率、吸水率随着淀粉/PVA配比的减小均有一定的增大。所以,淀粉与PVA的配比在6:4(g/g)时为宜。
3.3 增塑剂添加量对复合膜性能的影响
固定玉米淀粉:PVA质量比6:4(g/g),交联剂氯化钙添加量4%,改变增塑剂甘油的添加量,研究增塑剂添加量对复合膜性能可能产生的影响,以拉伸强度、断裂伸长率、透光率和吸水率作为性能表征,结果如图2所示。

图2 甘油添加量对复合膜性能的影响
从图2中可以看出,复合膜的拉伸强度随甘油添加量的增多有一个明显的上升趋势,到达一定程度后又逐渐减小,膜的断裂伸长率则随甘油添加量的增多而增强。主要是因为当甘油添加量较多时,淀粉分子与甘油分子间相互作用的面积也随之加大,导致甘油削弱了淀粉分子间的作用力。并且甘油是小分子微粒,能够渗入淀粉分子内部,淀粉分子链上的羟基易与甘油的羟基结合生成新的氢键,进而使淀粉分子间强的氢键相互作用力降低,使膜的流动性变好,拉伸强度降低。因此,甘油的较佳添加量为15%。
3.4 交联剂添加量对复合膜性能的影响
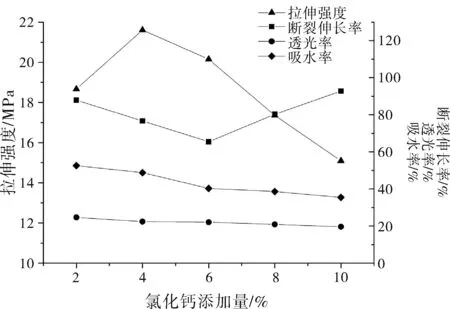
图3 CaCl2添加量对复合膜性能的影响
固定玉米淀粉:PVA质量比6:4(g/g),增塑剂甘油添加量15%,改变交联剂氯化钙的添加量,研究交联剂添加量对复合膜性能可能产生的影响,以拉伸强度、断裂伸长率、透光率和吸水率作为性能表征,结果如图3所示。
由图3可以看出,随着氯化钙添加量的增多,复合膜的拉伸强度经历了一个由大到小的趋势,而复合膜的断裂伸长率则相反。这是因为少量的氯化钙对复合膜的交联网络起到了增强的作用,所以使复合膜的拉伸强度有所增强,膜的断裂伸长率则降低,故当氯化钙添加量超过了平衡值时,过量的氯化钙使成膜物质之间的聚集减少,不易发生交联,破坏了复合膜的微观结构,随之降低了复合膜的拉伸强度,增加了膜的断裂伸长率[13]。当氯化钙的添加量较多时,多余的氯化钙将游离在复合膜中,使复合膜略微呈现出一定的白色,影响其透光率。所以,氯化钙添加量4%时为宜。
3.5 第二组正交试验
从单因素实验的结果可以看出玉米淀粉:PVA质量比、增塑剂甘油添加量和交联剂氯化钙添加量都对复合膜的性能产生了显著影响,故以这三个变量为正交实验的三个因素进行了第二组正交实验,实验结果如表4所示。对第二组正交实验的结果进行极差分析,可以看出各因素对复合膜的性能都产生了不同程度的影响,拉伸强度受到的影响由B、A、C依次降低;断裂伸长率受到的影响由A、B、C依次降低;透光率受到的影响由C、A、B依次降低;吸水率受到的影响由A、C、B依次降低。同时,各性能的最优方案也不同,拉伸强度的最优方案为A2B2C1;断裂伸长率的最优方案为A3B2C2;透光率的最优方案为A3B3C1;吸水率的最优方案为A2B1C3。
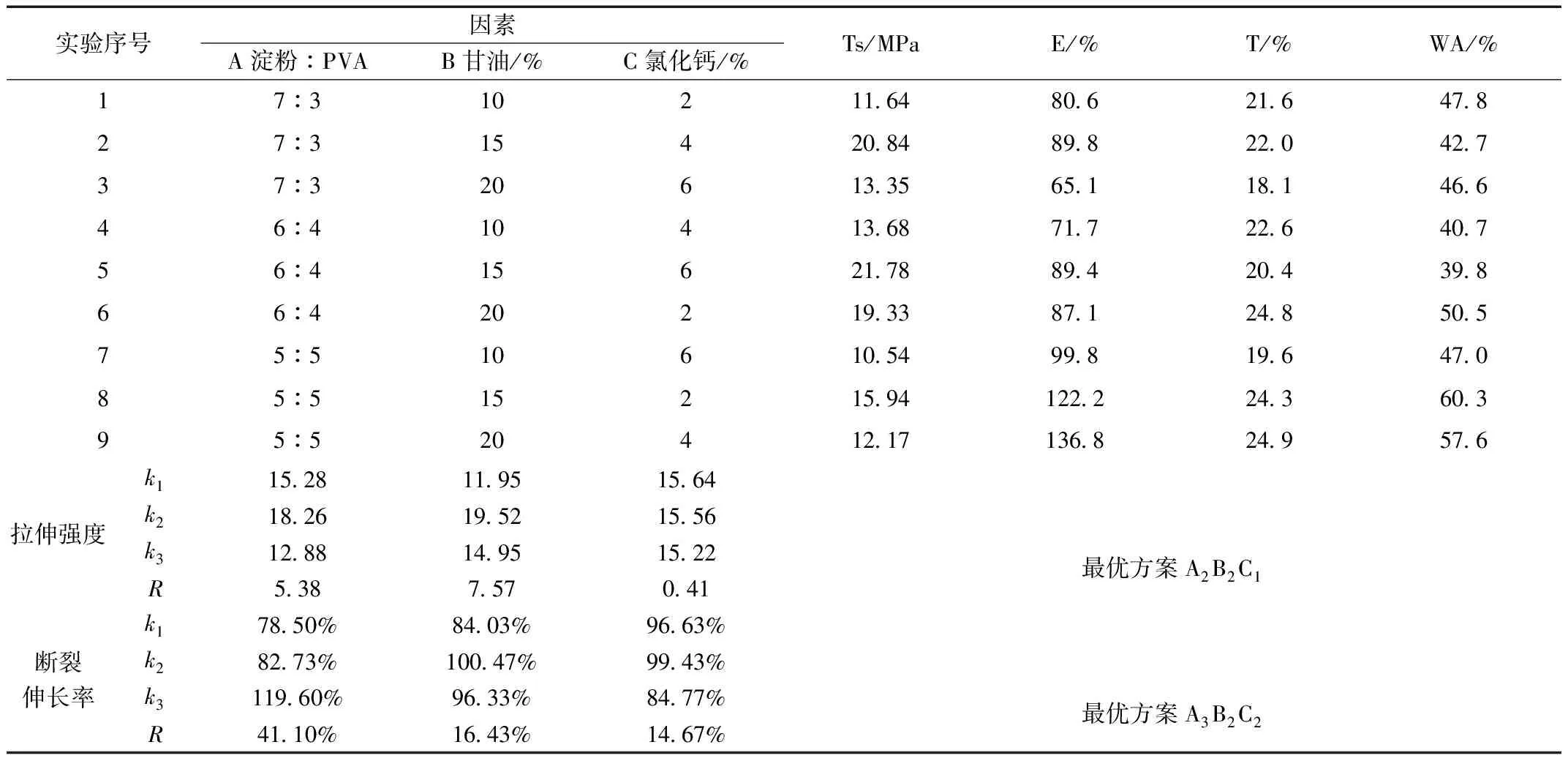
表4 第二组正交实验结果
通过进行极差分析并综合考虑,可得出实验的较优原料配比为A2B2C1,即淀粉:PVA质量比为6:4、增塑剂甘油添加量为15%,交联剂氯化钙添加量为2%。通过验证实验,对较优条件下所制得的复合膜进行性能测定,可得到结果:复合膜的拉伸强度为23.66 MPa、断裂伸长率为101.4%、透光率为25.5%、吸水率为41.9%。
4 结 论
本研究采用一种常见的流延成膜法,以玉米淀粉和聚乙烯醇(PVA)为主要成膜原料,加入一定量的增塑剂和交联剂进行交联共混反应制备复合膜,并对复合膜的拉伸强度、断裂伸长率、透光率和吸水率等指标进行性能测定。通过进行单因素实验可以看出不同的原料配比对复合膜的各项性能均产生了不同程度的影响,通过进行正交实验可以得出一个最佳条件:交联反应温度70 ℃、交联反应时间30 min、干燥时间3 h、干燥温度80 ℃、玉米淀粉与PVA的质量比为6:4(g/g)、增塑剂甘油添加量为15%,交联剂氯化钙添加量为2%,此时复合膜的拉伸强度、断裂伸长率和透光率达到一个较佳的水平。
