接线板自动焊接装置设计
2021-07-04高金乾
高金乾, 沙 玲
(上海工程技术大学 机械与汽车工程学院, 上海 201620)
接线板焊接的传统工艺主要依靠人工使用外热式电烙铁进行焊接,存在效率低、升温慢,以及电烙铁体积较大等缺点[1]159;而且电烙铁的温度不能得到有效的控制,只能靠烙铁头的大小稍作调节[2]101。随着自动化技术的发展,依靠人工来焊接的弊端体现在以下方面[3]51:
1) 焊接工作环境恶劣,劳动强度大,工作中存在一定的安全隐患[4]59,随着工人对工作环境要求的提高和安全意识的增强使得企业招工困难。
2) 在长时间操作后工人容易疲劳,工作效率不高[5]67,焊接质量难以得到保证。
3) 用工成本的增加,加重了企业负担。
为了解决现有问题,课题组提出了一种适用于接线板自动焊接的装置,解决了用工荒和安全隐患问题,并能保证焊接质量,提高工作效率[6]。
1 系统组成以及工作原理
设备机械部分主要由自动送丝装置、XYR运动平台、自动点焊机构和丝切断装置4个部分组成;控制部分为PLC控制系统,由其对机械部分焊接过程中的信号进行采集与整体控制。接线板自动焊接装置系统如图1所示。
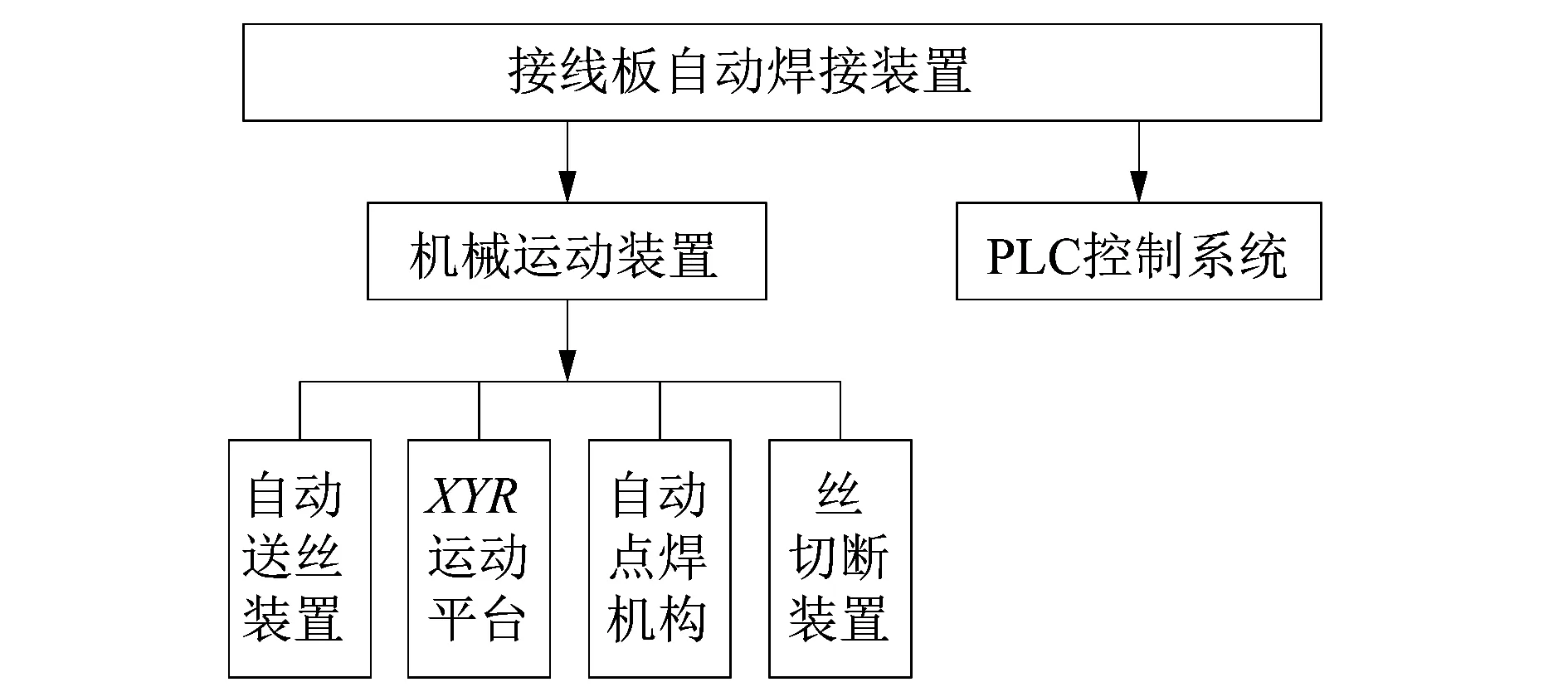
图1 接线板自动焊接装置系统Figure 1 System of terminal board automatic welding device
焊接过程由自动送丝装置将焊接铜丝送入到接线板指定位置;自动点焊机构工作,将铜丝与接线板上的接线柱焊接在一起;丝切断装置将需要切断的铜丝切断。该自动焊接装置可以通过示教功能进行接线板内的铜丝绕线、焊接、切断工序的规划并完成焊接。通过PLC控制系统的示教功能,将同一种接线板的作业程序存储起来,以满足各种不同的焊接接线板的要求。该装置的整体结构如图2所示。
1.1 XYR运动平台
XYR运动平台主要由X方向运动装置、Y方向运动装置、R向旋转(即绕Z轴的旋转)装置和夹具平台组成,如图3所示。XYR运动平台最终作用台面为夹具平台,通过XYR运动平台3个方向的运动来实现夹具平台在焊接过程中位置的调整。如图4所示,将待加工接线板以固定夹具块为基准放置在夹具平台上,然后分别调整活动夹具块1~3将待加工接线板进行固定。 通过伺服电机驱动滚珠丝杠带动丝杠螺母将旋转运动转化为直线运动来实现X和Y方向直线移动[7]。X直线运动方向和Y直线运动方向的运动末端都装有编码器,借助编码器能够实时反映X和Y方向上的位移,并实时检测,避免因位置不准确导致焊接出错;还可通过检测位移速度,提前预测下一个运动位置。该种配置在保证运动精度的同时,又提高了工作效率。R向的旋转由底部电机通过皮带传动带动底部轮盘旋转实现。工作时,将待加工的接线板固定在夹具上,通过XYR运动平台3个方向的动作,配合自动送丝装置、自动点焊机构和丝切断装置,来实现焊接接线板位置的调节,从而实现对接线板内部的绕线、焊接和切断动作。

图3 XYR运动平台Figure 3 XYR motion platform
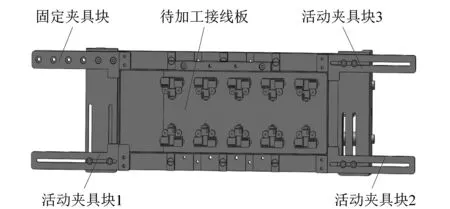
图4 夹具平台Figure 4 Fixture platform
1.2 自动送丝装置
自动送丝装置主要由送丝机构、垂直调节装置和定滑轮组构成,如图5所示。自动送丝装置工作时,由伺服电机驱动主动齿轮并带动从动齿轮,主动齿轮和从动齿轮带动2个加压滚轮,焊接铜丝位于2个加压滚轮之间,通过2个加压滚轮之间的挤压摩擦带动焊接铜丝进入送丝导管,最终使得焊接铜丝到达指定位置。垂直调节气缸和导向柱等部件组成了垂直调节装置,其固定在自动送丝装置的上顶板上,气缸固定在调节顶板上,气缸输出端与送丝机构的顶板相连。垂直调节装置工作时,气缸通过推动送丝顶板可作上下运动,并借助导向柱平稳地实现送丝装置垂直方向的调节。

图5 自动送丝装置Figure 5 Automatic wire feeding device
1.3 自动点焊机构
如图6所示,自动点焊机构主要由电阻焊头、滑动导轨、垂直调节气缸、导向柱、联轴器和点焊气缸组成。自动点焊机构安装在上顶板上,该机构垂直调节方式与自动送丝装置的调节方式一致。焊接方式采用的是电阻焊,即利用电阻热对工件进行局部加热,同时对目标位置加压进行焊接。
当插座到达焊接位置时,点焊气缸动作,通过联轴器驱动电阻焊头的可滑动部分在滑轨上作直线运动,靠近电阻焊头的固定部分,对焊接部位与焊丝加压进行焊接操作。焊接的位置依靠XYR运动平台指定,每当XYR运动平台运动到一个需要焊接的点时,自动点焊机构工作一次。以此类推,直至整个插座焊接完成。焊接完毕,自动点焊机构返回初始位置,等待进行下一个焊接操作。

图6 自动点焊机构Figure 6 Automatic spot welding mechanism
1.4 丝切断装置
丝切断装置主要由刀具、滑动导轨、活动刀架、联轴器、切断气缸、垂直调节气缸和导向柱组成,如图7所示。垂直调节方式与送丝装置和点焊机构的调节方式一致。当焊接工序执行完毕,需要切断焊丝时,XYR运动平台动作,将需要切断铜丝的位置移动到刀具位置。此时切断气缸动作,通过联轴器驱动活动刀架在滑动导轨上移动,配合刀具将焊丝切断。每当XYR运动平台每运动到一个铜丝需要切断的位置时,丝切断装置工作一次。工作完毕,丝切断装置返回至初始状态,等待下一个工作指令。
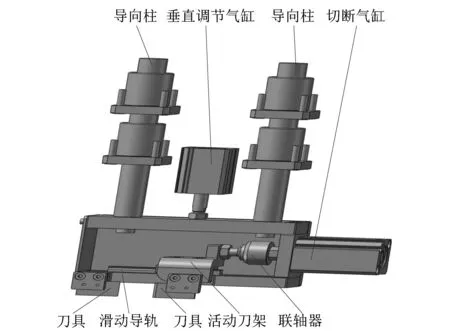
图7 丝切断装置Figure 7 Wire cutting device
2 控制系统方案设计[8-13]
为实现接线板自动焊接装置操作过程的自动化,控制系统需要集成控制XYR运动平台、自动送丝装置、自动点焊机构及丝切断装置,并根据要求,各装置机构协同工作,完成接线板内部的绕线、焊接和切断的过程。XYR运动平台需要实现3个方向的运动,加上垂直调节装置垂直方向的运动,因此采用能够实现4轴联动的PLC,西门子828D型号的PLC可以满足需求。PLC系统通过控制、采集和数据处理并显示出XYR运动平台、自动送丝装置、自动点焊机构和丝切断装置的工作状态,实现自动焊接装置的运动控制和同步控制。
根据接线板自动焊接装置的控制需求,设计了PLC控制的系统方案,具体结构如图8所示。
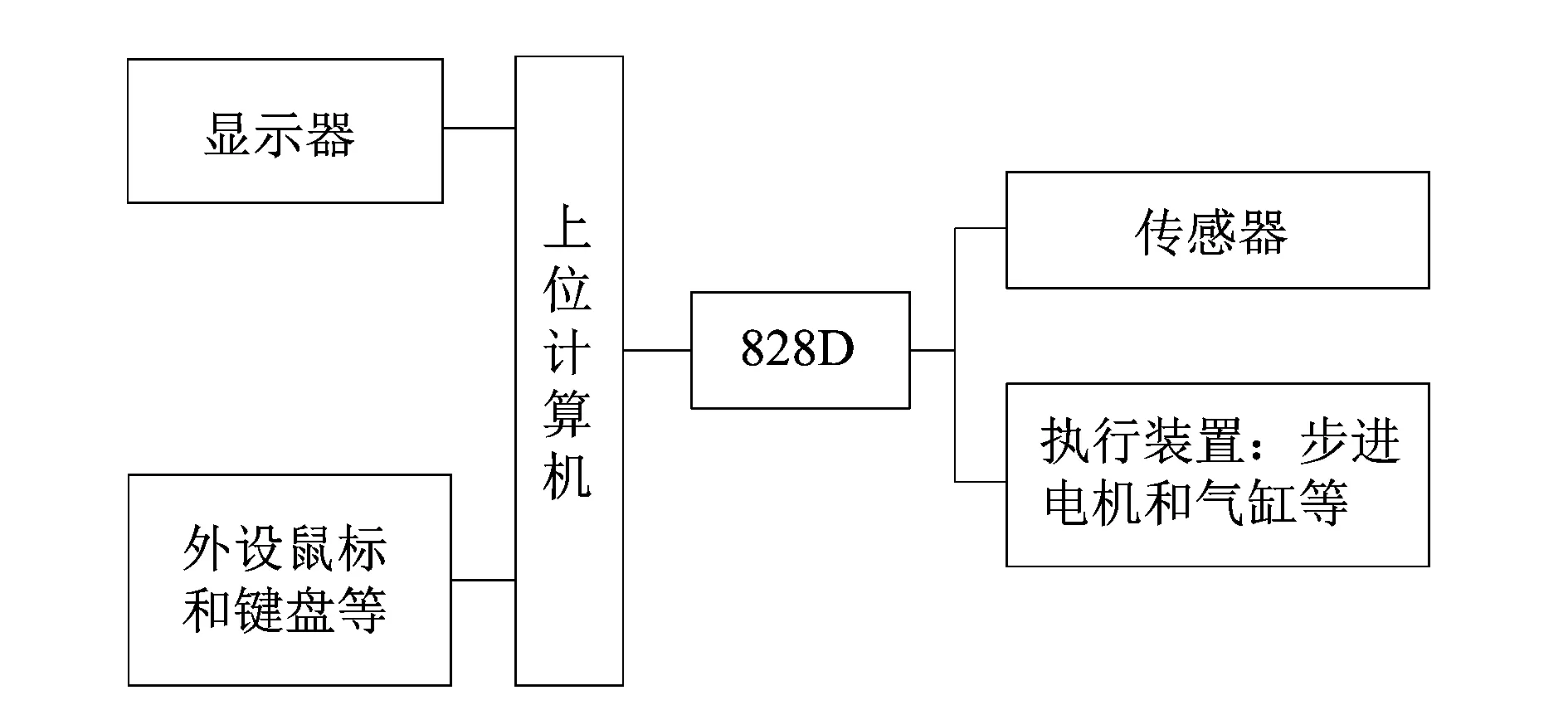
图8 PLC控制结构图Figure 8 PLC control structure diagram
3 结语
课题组设计了一种接线板自动焊接装置,主要由自动送丝装置、XYR运动平台、自动点焊机构和丝切断装置4部分组成,通过PLC控制系统实现对各个系统组成部分的协同作业。通过实际的样机焊接试验表明该设备能够完成接线板焊接的多项工序加工作业,自动化程度高,且节约成本,提高了工作效率,适合推广。
