螯合树脂塔再生废水综合利用
2021-07-02张保庄
张保庄
(河北冀衡化学股份有限公司,河北 衡水 053000)
1 生产现状
河北冀衡化学股份有限公司现有离子膜法烧碱装置3套,总生产能力24万t/a(1期6万t/a,2期3万t/a,3期15万t/a)。二次盐水精制工序有3套螯合树脂塔(分别对应3套电解装置),树脂塔再生过程中酸性废水的处置方法是:酸性废水进入废水池,再由废水池输送至阳极液排放槽,最后进入脱氯塔脱氯后用于化盐。由于树脂塔再生产生的酸性废水中含有大量的钙、镁、锶等金属阳离子,这部分废水始终在盐水系统中循环,这些离子不断积累,最终影响盐水的质量,并产生以下影响。
(1)该酸性废水含酸量较低,并且酸浓度得不到保障,浓度变化较大,pH值波动较大,脱氯系统指标控制非常不稳定,DCS报警比较频繁,操作难度较大。
(2)酸性废水中含有大量的金属阳离子,跟随脱氯盐水进入一次盐水化盐工序,再到二次盐水树脂塔内,增加了树脂塔负担,从而缩短了树脂塔运行时间,增加再生次数,甚至影响电解系统。再生次数的增加造成了水、盐酸、氢氧化钠的浪费。
2 废水回用的改造
2.1 废水回用的改造思路
经过分析,将树脂塔酸性废水用于消毒剂生产装置母液吹除工序。消毒剂产品为三氯异氰尿酸,生产工艺大致是:氰尿酸与烧碱反应生成氰尿酸三钠盐,过滤后打入氯化合成罐,经过氯化反应生成三氯异氰尿酸,离心脱水生成母液和三氯异氰尿酸湿品,三氯异氰尿酸湿品经过烘干即可得到成品三氯异氰尿酸粉剂;消毒剂生产的浆液通过离心机后,产生的母液经混合罐加入盐酸混合后(pH值控制≤1),进入吹除塔吹除脱氯;吹除后的氯气经负压管道引入合成吸收处理,脱氯后的母液进入中和槽、调整罐,同时加入稀碱溶液调整pH值,使中和槽及调整罐pH值保持在8~9之间[1-4]。酸性水输送至消毒剂工序,既减少消毒剂工序的用酸量,又消除了部分含有杂质的废水,提高了盐水质量,从而延长了树脂塔的运行时间,形成了良性循环。
改造情况:首先将酸性废水按时间段排入废水池进行收集,然后通过泵和管道送至消毒剂母液岗位酸罐进行存储,并通过泵将酸性废水打入高位槽与母液混合均匀溢流入母液吹除塔。吹除后的母液进入MVR系统蒸发除盐,酸性废水对消毒剂产品无任何影响。
2.2 树脂塔酸性废水取水时间的确定
2.2.1 树脂塔再生步骤
树脂塔再生过程包括水洗、反洗、酸洗、水洗、碱洗、盐水置换等步骤。
水洗:将树脂塔内的盐水置换彻底,以方便再生和后序的操作。
反洗:将一次盐水来的不溶物、颗粒较小的碎树脂及杂物等反冲出树脂塔。如反洗不彻底就会使树脂塔内压力增大,压力越大树脂越易破碎,从而造成恶性循环。
酸洗:将树脂内吸附的Ca2+、Mg2+、Si2+、Fe3+等金属离子置换出来,使树脂变为H+型树脂,酸洗时酸质量分数控制在5%。
水洗2:置换树脂塔内的酸。
碱洗:约32%的烧碱与纯水按比例混合,配制成4%的稀碱溶液;使树脂重新转化成Na+型,循环使用。
水洗3:将碱置换彻底,出水pH值为7~8时,置换结束。
待机1:等待盐水置换。
盐水置换:将树脂塔内纯水置换为盐水,方便切塔。
待机2:树脂充分沉降,等待切塔。
2.2.2 取水时间的确定
为了能将废水中含有较多金属二价离子的废水排出,又能保证母液使用酸性水浓度,在树脂塔酸洗、水洗阶段,不断取样分析,得出实际取水时机。
试验数据如表1所示。
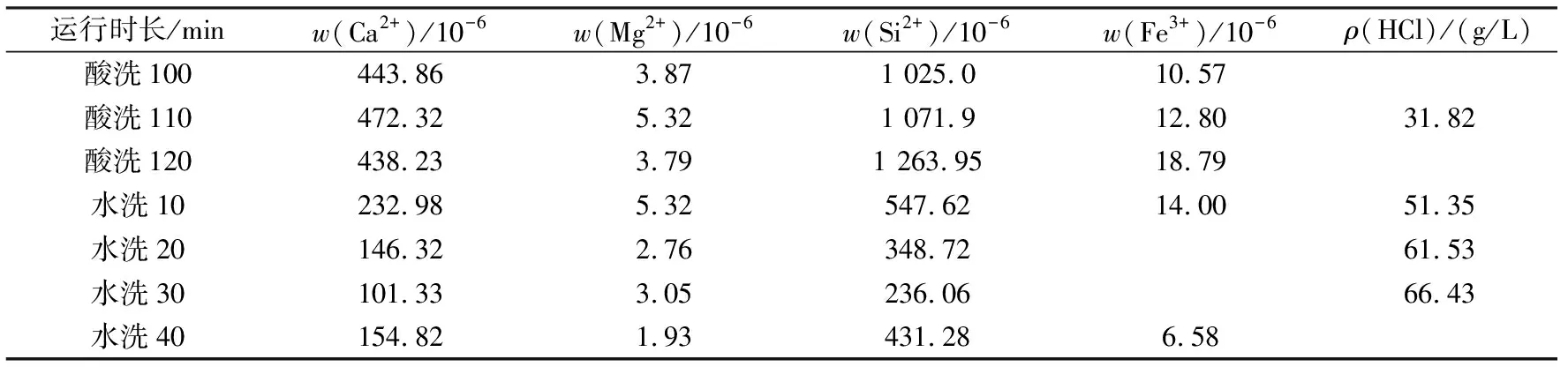
表1 试验数据
表1是第3期树脂塔再生酸洗、水洗取样分析数据,根据该数据确定取水时间段为酸洗100 min(酸洗共120 min)到水洗40 min,水量为17.5 m3。
用同样方法确定第2期树脂塔取水时间段为酸洗40 min(酸洗共80 min)到水洗20 min,水量为5.5 m3;第1期树脂塔取水时间段为酸洗70 min(酸洗共90 min)到水洗40 min,水量为7 m3。
3 树脂塔酸性废水回用后效果
3.1 盐水质量
3.1.1 一次盐水
由于将含有钙、镁、锶等杂质的酸性废水送到消毒剂生产工序,相应地减少了返回盐水工序的杂质含量,因此,盐水质量得到了提高。表2是树脂塔酸性废水回用至消毒剂工序前后一次盐水质量的检测结果。
从表2可以看出:树脂塔酸性废水回用至消毒剂生产工序后,一次盐水中钙、镁、锶含量明显降低,大大改善了盐水质量,保证了电解系统的稳定运行。
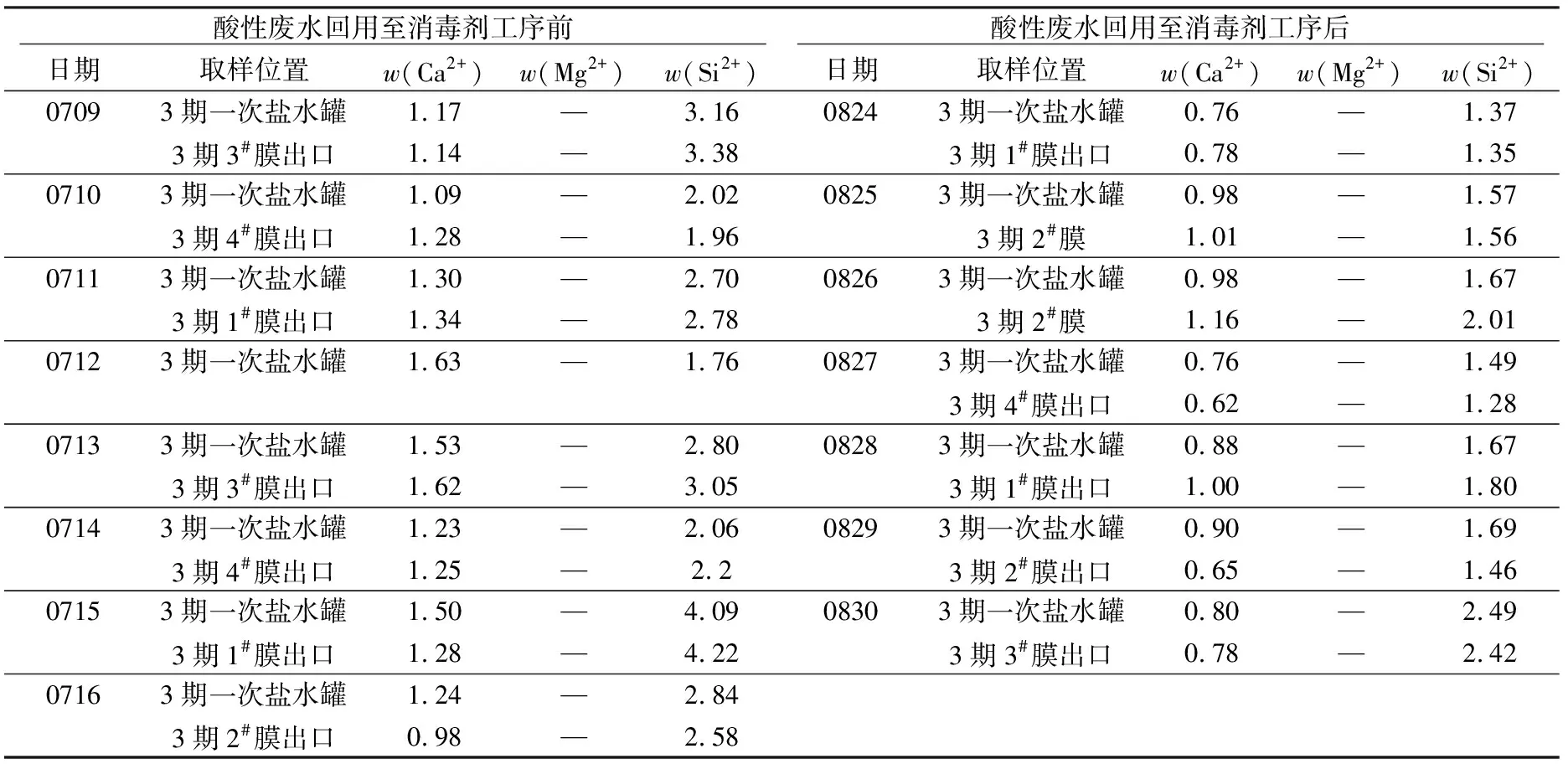
表2 树脂塔酸性废水回用至消毒剂工序前后一次盐水质量对比
3.1.2 二次盐水
由于盐水质量得到了提高,相应延长了树脂塔运行周期,树脂塔运行周期延长后二次精盐水部分分析数据如表3所示。由表3可以看出,二次盐水符合进槽质量要求。
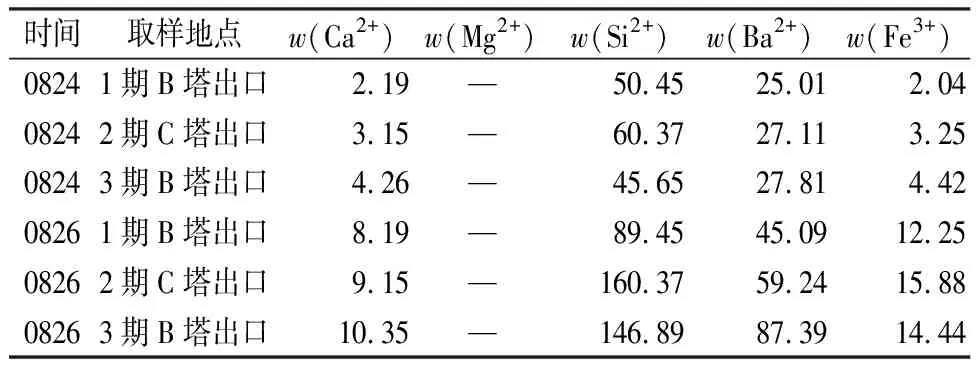
表3 二次盐水分析数据
3.2 经济效益分析
3.2.1 计算依据
32%烧碱,密度1.34 g/cm3,价格500元/t;31%高纯盐酸,密度1.15 g/cm3,价格150元/t;纯水价格12元/t;动力电价格0.5元/(kW·h)。
3.2.2 树脂塔再生一次的费用
(1)2期3万t/a装置树脂塔再生一次费用。
32%烧碱耗量1.825 m3(1.1 t),则费用550元;31%盐酸耗量1.27 m3(1.46 t),则费用为219元;纯水耗量57.08 m3(57.08 t),则费用684.96 元;耗电30 kW·h,则费用为15元。合计费用1 468.96元。
(2)2期6万t/a树脂塔再生一次的费用。
32%烧碱耗量1.02 m3(1.37 t),费用685元;31%盐酸耗量0.94 m3(1.08 t),费用162元;纯水耗量71.3 m3(71.3 t),费用855.60 元;耗电量40 kW·h,费用20元。合计费用1 722.60 元。
(3)3期15万t/a树脂塔再生一次的费用。
32%烧碱耗量3.90 m3(5.226 t),费用2 613元;31%盐酸耗量6.00 m3(6.90 t),费用1 035.00 元;纯水耗量263.00 m3(12.00 t),费用3 156.00元;耗电量60.00 kW·h,费用30元。合计6 834元。
3套系统树脂塔再生一次费用合计:
1 468.96+1 722.6+6 834=10 025.56(元)。
树脂塔运行时间由24 h延长至32 h后,每月少再生7.5次,则每月节省费用:
10 025.56×7.5=75 191.7(元)。
每年节省费用:
75 191.7×12=902 300.4(元)。
总之,树脂塔再生酸性废水回用到消毒剂三氯异氰酸生产装置后,盐水质量得到了显著的提高,延长了树脂塔运行时间,减少了树脂塔再生次数,取得了良好的经济效益。
