塔山电厂600 MW亚临界机组DEH系统分析
2021-07-02俞玉春
俞玉春
(晋控电力塔山发电山西有限公司,大同 037001)
0 引 言
600 MW亚临界机组主要包括纯电调、液压伺服系统,并且直接组成了数字式电液控制系统(DEH系统),实际运行过程中更主要通过操作员自动控制、DCS远控运行以及手动控制等方式来实现。DEH系统作为大规模汽轮发电机组控制中不可或缺的一部分,直接关系到机组运行的安全性。现如今,机组运行时间越来越长,导致DEH系统设备出现故障。文章主要以塔山电厂600 MW亚临界机组DEH系统为例展开分析,希望能够提高DEH系统运行安全性。
1 工程概况
塔山电厂2×600 MW空冷机组系哈尔滨汽轮机厂有限责任公司设计生产的NZK600-16.7/538/538型空冷一次中间再热、三缸四排气、单轴、双背压、凝汽式汽轮发电机组。塔山电厂600 MW汽轮机启动方式为高中压缸联合启动,0至2900RPM由高压主门及中压调门控制,转速达到2900RPM时切换到高压调门及中压调门控制升速、并网、带负荷。每台机组配有两个高压主汽门(TV)、四个高压调门(GV)、两个中压主汽门(RSV)和四个中压调门(IV)。
2 DEH系统结构与性能
塔山电厂DEH控制系统硬件主要应用上海西屋控制系统有限公司所生产的OVATION系统,其先进性在于分散的结构和基于微处理器的控制,这两大特点加上冗余使得系统在具有更强的处理能力的同时提高了可靠性。100 MB带宽的高速以太网的高速公路通讯使各个控制器之间相互隔离,又可以通过它来相互联系,可以说是整套系统的一个核心。DEH系统中组成包括2个控制柜,分别为DPU41/91和DPU42/92;1套Ovation 工程师和工具库工作站;1套Ovation操作员工作站。
基本控制区包含了控制方式(CNTL MODE)、旁路方式(BYPASS MODE)、目标速率(CNTL SP)、反馈切投(FEEDBACK)、阀门模式(VLV MODE)、高低限制(LIMITER)以及汽机挂闸(LATCH)、OPC切投(OPC MODE)、手操面板(MANUAL PANEL)、阀门活动试验、阀门严密性试验、同期控制、快关功能投切(FAST VAL)等。
Ovation控制器是以比较开放的工业标准为前提,所使用的工业过程控制器也非常可靠。因为系统心脏处设置了英特尔奔腾处理器,所以Ovation 控制器可以将微处理技术与系统更好的融合。此外,Ovation控制器可以执行比较简单、复杂的控制策略,期间获取相关数据,连接网络与I/O子系统。规范的PC结构与PCI/ISA总线接口,可以实现控制器和求他标准PC产品的连接,实现其正常运行。Ovation 工作站的应用,满足现代化过程控制系统的诸多要求,以Windows为基础的工作站和Ovation 网络能够安全匹配,最大容量可达200 000点。因此,实际操作过程必须要按照Ovation安全系统规则进行。
Ovation工程师和高性能工具库工作站在DEH系统运行中发挥以下优势:① 工具库服务器性能有保障;② 系统软件服务器;③ 高性能工具数据库;④ 高性能工具库;⑤ 操作员功能;⑥ 其他工程师功能。Ovation操作员工作站功能如下:① 过程图监视及操作;② 报警管理;③ 趋势显示;④ 测点信息与检测与检查;⑤ 操作员事件报告。
性能指标方面,具体如下:①转速调节范围在0~3 500 r/min之间,转速控制精度达到(额定蒸汽参数下的)空转转速为0.1%额定转速;②最大升速率下的超调量小于0.15%额定转速;③控制系统转速迟缓率小于等于0.06%;④甩全负荷时最大超速以能够维持机组空转为标准;⑤静态特性转速不等率可调,整定范围在3%~6%之间;⑥指定功率附近(功率变化在额定功率的±1.5%~±12%范围内),频率变化在±0.025~±0.25 Hz的区域内的局部不等率整定范围能达到3%~20 000%;⑦功率控制精度大于等于±2 MW(在蒸汽参数稳定的条件下);⑧系统MTBF(平均无故障时间)大于等于8 000 h;⑨计算机部分MTBF大于等于20000小时;⑩DEH系统可用率超过99.9%。
3 600 MW超临界机组DEH系统故障解决方法
3.1 线性位移传感器接线故障
DEH系统中的线性位移传感器是一个测量设备,测量信号主要是将自带1 m铠装线缆、计算机电缆端子相连接,随后再将其传输到DEH系统内部控制柜,由电调系统进行调制,便可以获得执行机构位置测量的数值[1]。其中涉及到的铠装线缆操作过程中可能会面临1 m工艺制作方面的制约,和计算机电缆端子相连过程中,端子排接线盒的安装位置仅是汽轮机进气门。机组运行时进气门的温度如果超出限度,便会加速塑料端子排老化,进汽门液压驱动装置运行期间甚至会出现渗油现象,影响端子排绝缘等级与供油系统正常运转(供油系统结构如图1所示),且这些问题都是不可避免的。

图1 供油系统
为此,可以在机组停机的过程中,完善机组原本所使用的接线方法,进汽门处端子连接接线可以使用焊线连接,以热缩管进行线缆焊接位置的绝缘作业。为此一来,便可以解决上述问题,同时也可以提升设备运行安全性与可靠性。但是一直以来,汽轮机进汽门位置抗燃油的渗漏会顺延LVDT线缆到达线缆焊点位置,降低焊线点绝缘性,如果运行环境温度高,也会使热缩管绝缘老化速度。
分析过程中发现,LVDT铠装线缆存在的1 m长度工艺制作限制已经得到解决。所以,使用线性位移传感器再次选型之后,便可以使1 m铠装延长线缆LVDT替换成6 m长的铠装延长线缆LVDT,信号线缆便可以直接敷设在就地保护箱当中,与端子连接之后传输到DEH系统的控制柜内,如此便可以通过就地端子保护箱接线完成远离振源作业,以免进汽门油质与高温环境这两个因素限制,并实现汽轮机的可靠运行[2]。
3.2 线性位移传感器安装故障
汽轮机组投入到实际应用过程中,一段时间过后发现LVDT铁芯和套筒出现磨损,特别是中途进行过检修的机组,磨损程度更严重,部分设备的LVDT套筒线圈甚至都出现了磨损,严重威胁到汽轮机正常运行[3]。安排专业人员进行检查之后发现,套筒和铁芯存在不对中现象,这是导致LVDT磨损的主要原因。分析之后可以确定LVDT安装不对中的几点因素:第一,所使用的安装工艺不合理,LVDT安装期间套筒和铁芯的安装不对中;第二,汽轮机组启停期间出现热胀冷缩现象,导致冷态LVDT套筒与铁芯经过对中安装之后,会在汽轮机组启动温度的影响下不断提高温度,进而导致安装托板、铁芯因为热膨胀导致出现安装不对中的问题。经过调查与研究总结以上问题的解决方案,基于LVDT固定安装设置万向节,确保汽轮机组运行期间LVDT可以实现各个方向活动[4]。此外,相关人员可以扩张LVDT铁芯安装托板安装孔直径,应用有刚性保证的特制大垫片做好固定。如此一来,可以解决安装不对中问题,另外也可以降低改造成本,获得良好的改造效果。
3.3 基本控制回路系统故障与处理
基本控制回路系统故障与处理,如表所示。
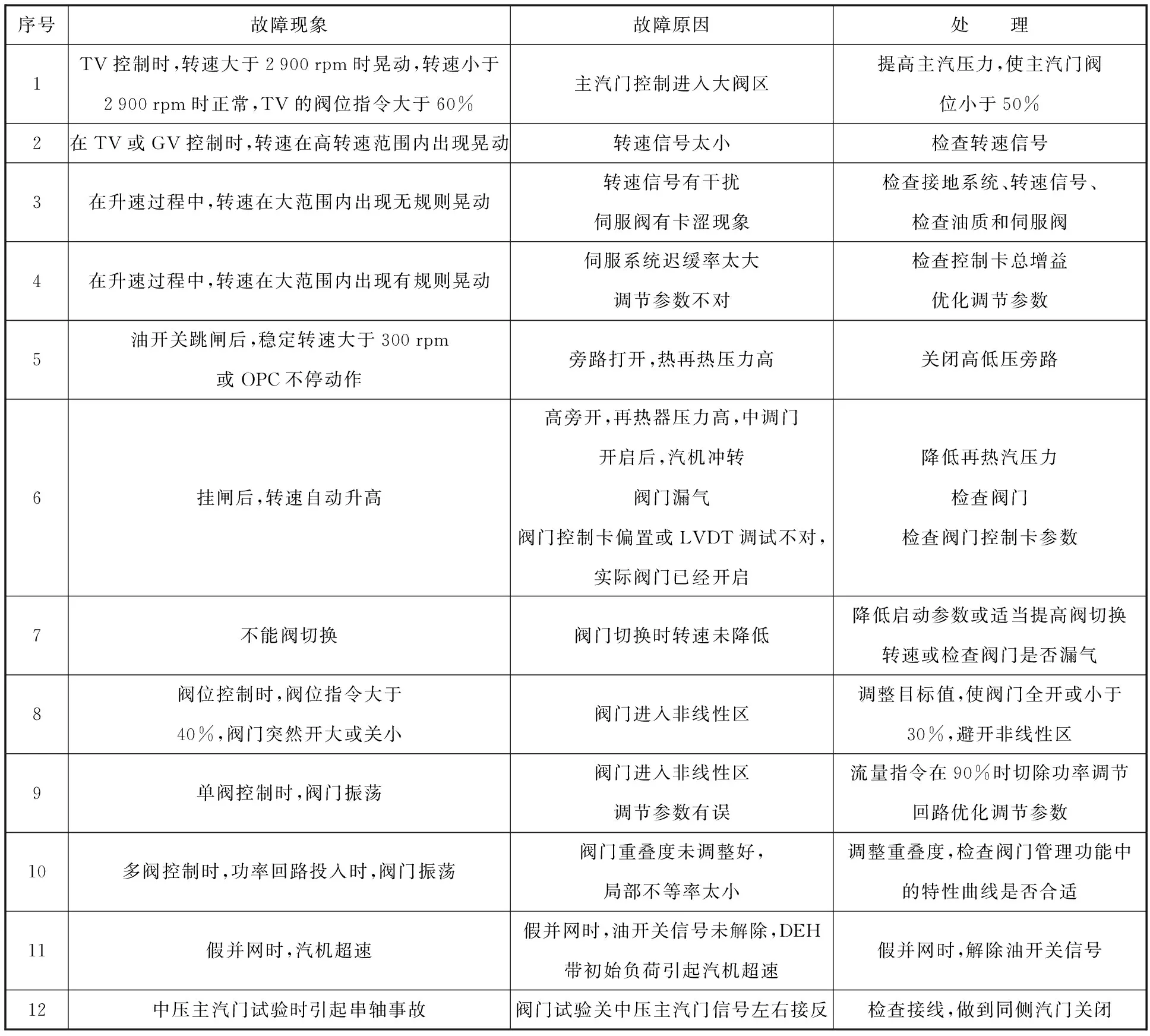
序号故障现象故障原因处 理1TV控制时,转速大于2900rpm时晃动,转速小于2900rpm时正常,TV的阀位指令大于60%主汽门控制进入大阀区提高主汽压力,使主汽门阀位小于50%2在TV或GV控制时,转速在高转速范围内出现晃动转速信号太小检查转速信号3在升速过程中,转速在大范围内出现无规则晃动转速信号有干扰伺服阀有卡涩现象检查接地系统、转速信号、检查油质和伺服阀4在升速过程中,转速在大范围内出现有规则晃动伺服系统迟缓率太大调节参数不对检查控制卡总增益优化调节参数5油开关跳闸后,稳定转速大于300rpm或OPC不停动作旁路打开,热再热压力高关闭高低压旁路6挂闸后,转速自动升高高旁开,再热器压力高,中调门开启后,汽机冲转阀门漏气阀门控制卡偏置或LVDT调试不对,实际阀门已经开启降低再热汽压力检查阀门检查阀门控制卡参数7不能阀切换阀门切换时转速未降低降低启动参数或适当提高阀切换转速或检查阀门是否漏气8阀位控制时,阀位指令大于40%,阀门突然开大或关小阀门进入非线性区调整目标值,使阀门全开或小于30%,避开非线性区9单阀控制时,阀门振荡阀门进入非线性区调节参数有误流量指令在90%时切除功率调节回路优化调节参数10多阀控制时,功率回路投入时,阀门振荡阀门重叠度未调整好,局部不等率太小调整重叠度,检查阀门管理功能中的特性曲线是否合适11假并网时,汽机超速假并网时,油开关信号未解除,DEH带初始负荷引起汽机超速假并网时,解除油开关信号12中压主汽门试验时引起串轴事故阀门试验关中压主汽门信号左右接反检查接线,做到同侧汽门关闭
4 结束语
综上所述,现如今汽轮机组容量越来越大,蒸汽参数也不断提升,为汽轮机结构赋予了复杂性的特点。电厂运行期间面临更加严格的要求,必须要保证汽轮机组正常运行。DEH系统是机组中不可缺少的一个部分,为了避免运行过程中出现故障,需要结合具体问题制定有效的解决对策,延长汽轮机的使用周期。
