基于零点定位的柔性加工技术的研究与应用
2021-07-01裴建平王永鹏
李 瑞,裴建平,王永鹏,李 昆
(航空工业庆安集团有限公司,陕西 西安 710077)
1 引言
随着近年来航空业的高速发展,飞机型号也在不断增加,更新换代周期缩短。航空零件的加工多处于多品种、小批量和变状态的生产环境下,换产频率特别高,该生产模式下,机床的停机等待时间多,机床的设备利用率低;另外航空产品更新换代的周期越来越短,导致企业制造能力负荷不断增加,在现有设备资源不变的基础上,工装的快速准备已成为提高制造能力和解决产能瓶颈的有效办法。基于零点定位技术的快换夹具可以在机外进行零件的安装,将大部分装夹调试时间转移到机床外进行,使得加工和装夹能同时进行,减少机床停机等待时间,并通过统一夹具与通用零点定位底座的安装接口,解决不同零件、不同机床间的柔性换装问题,打破了传统的专业化车间生产模式,满足了加工过程的动态配置和重组的柔性加工需求。并且为关键工序和设备智能单元的自动上下料奠定了基础。通过零点定位技术的应用,实现机外装夹找正,自动在机调整,将夹具安装、零件装夹和零件找正造成的等待时间减少70%。
2 零点定位的原理及特点
零点定位技术是采用特殊的定位结构和机械夹紧结构,并大多采用一面两销的定位方式实现快速换产、重复定位精度高和质量可靠的定位装夹技术。零点定位系统是由零点定位拉钉、零点定位器组成。目前主流的零点定位系统原理有钢球锁紧+钢球定位、卡舍锁紧+短锥定位和夹套锁紧+夹套定位等几种,结构如图1所示。这几种零点定位结构都属于常锁机构,零点定位器的开锁方式是靠气源或液压源的动力将锁紧结构松开,实现零点定位拉钉的松开动作;锁紧方式是机械自动锁紧,依靠自锁结构的弹簧强力弹性恢复自然状态卡舌、钢球或夹套等将快换定位销锁紧。为防止切屑在加工过程中落入定位器,大部分定位器都有自动吹气和防尘功能。

图1 零点定位系统的结构和原理
零点定位技术可以实现加工工件从一个工位到另一个工位,一道工序到另一道工序,或者一台设备到另一台设备,转换过程中,零点始终保持不变。这样,可以将机内的大部分准备调整时间转移到机外,而且节省了机内的换装时间,保证了工作的连续性,提高了工作效率。有了零点定位系统,可以进行快速而精准的定位,也可以实现一次装夹后,减少过去由于工序切换造成的精度损失,这种方式可以大幅度降低整体设备投资,也可以根据不同的要求进行机床的匹配,从而实现高精度生产。此外通过对零点定位系统进行产品装夹来实现柔性自动化生产。也可以通过零点定位系统进行手抓的快换,从而实现一条生产线上面应对不同手抓切换,并实现应对不同的产品的上下料。零点定位系统的应用,可以应对不同类型的产品进行柔性生产。
3 零点定位技术的误差分析
零点定位技术的定位方式遵循了一面两销的定位原理。一面两销的定位误差包括基准不重合误差和基准位移误差。两销的相对位置关系如图2所示,在O
O
平行方向上,圆柱销限制水平移动,菱形销不限制,故水平方向上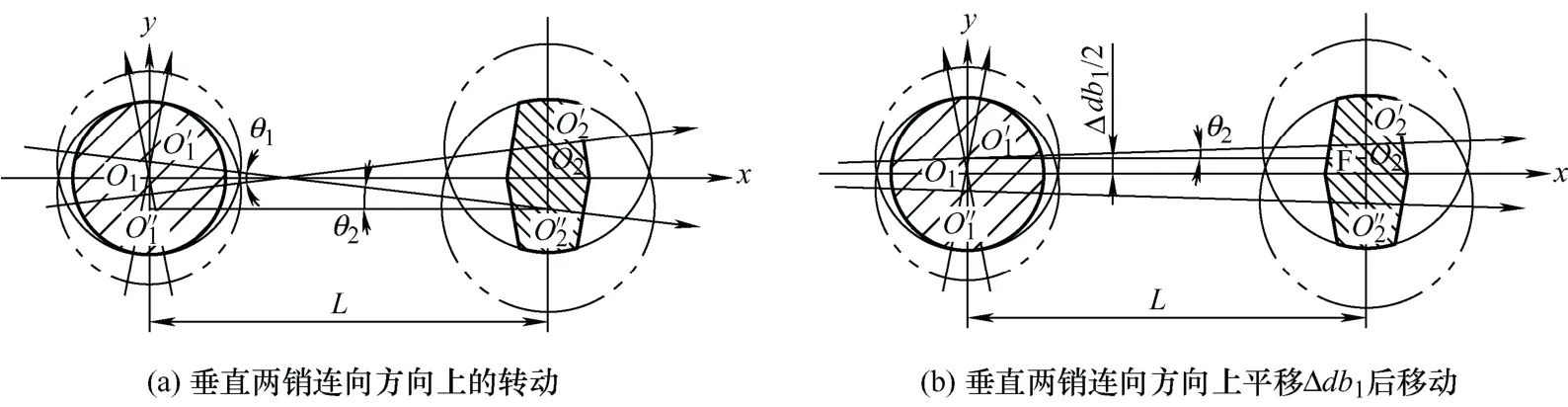
图2 一面两销定位方式的基准相对位置变化分析
的定位基准是O
,平移误差Δdb
=
ΔD
+
Δd
+
Δ;在O
O
垂直方向,两销联合限制一个转动和一个移动,故垂直方向定位基准为O
O
,垂直两销连向方向上的转动:tanθ
=
(ΔD
+
Δd
+
Δ+
ΔD
+
Δd
+
Δ)/2L;在垂直两销连向方向上平移Δdb
后转动:tanθ
=
(ΔD
+
Δd
+
Δ−
ΔD
−
Δd
+
Δ)/2L
。其中,ΔD
是内孔O
的公差;Δd
是圆柱销的公差;Δ是内孔O
与定位销的最小配合间隙;ΔD
是内孔O
的公差;Δd
是菱形销的公差;Δ是内孔O
与菱形销的最小配合间隙。零点定位技术是基于一面两销的定位方式,采取不同的定位销组合分布实现零点定位技术,零点定位销与零点定位系统的其他定位销组合应用的分布如图3所示。图3a、b两种零点定位销的排列组合中,零点定位销起到限制X
、Y
方向自由度的作用,成为参考点;单向定位销只限制旋转方向的自由度,而紧固定位销只起到增加夹紧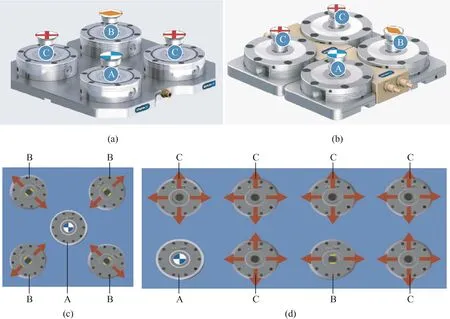
图3 零点定位销的排列组合
力的作用,这样可以保证整个托盘的完全定位,避免过定位,这种定位销的排列组合适用于一般生产环境。图3c单向定位销分布在四周,中心点是零点定位销,这种排列组合应用在温度影响强烈的环境下。不同类型的定位销的组合使用,可以补偿定位销和零点定位器之间的位置公差。
基于零点定位技术的工件位姿偏差误差主要包括定位元件安装误差、定位元件制造尺寸误差、工件定位面加工误差以及用于实现快速切换而采用的零点定位系统引入的定位误差,本文只分析零点定位系统引起的定位误差,误差模型如图4所示。

图4 零点定位系统误差模型图
图中,δ
为零点定位系统的重复定位精度;θ
为X
、Y
轴的转角偏差,转角偏差较小可近似计算:θ
=tanθ
=δ
/L
,L
为定位销之间的中心距离。假设零点定位系统的子板上的定位孔与母板上的定位销的位置和姿态存在ΔR
以及Δθ
的偏差,则工件由零点定位引起的位姿偏差模型可表示为
零点定位技术是利用零点定位销将不同类型的产品坐标系转换为唯一的坐标系,再通过机床上的标准化夹具接口进行定位和拉紧。它能够直接得到工件在不同机床间统一的位置关系,也就是说零点定位系统为自动化生产提供了统一的原点,消除了多工序间的累积误差。最重要的是,它统一了设计基准、工艺基准和检测基准,所有的尺寸在设计、加工和检测时都有一个有据可循、可测的原点作为基准点计算出来。
4 零点定位技术在柔性加工中的应用
零点定位技术在柔性加工中的应用主要体现在柔性加工过程中的装夹柔性、换产柔性、工艺柔性以及在柔性自动化加工过程中的应用,零点定位技术的应用方式如图5所示。

图5 零点定位技术的应用方式
4.1 实现不同设备或工位的快速换装
应用零点定位技术可以在不同设备或工位上采用统一接口的零点定位系统,通过托盘或者零点定位夹具实现机外预调,不同设备机内快速换装,不同设备可以是同工种设备,例如立加与立加的换装,也可以是不同工种的设备,例如立加与卧加、立加与车床等之间的快速换装;另外也可以实现同一设备间不同工位或者不同工装的快速换装,例如在同一台立加设备上,平面工作台与四轴之间的快速换装。零点定位技术可以达到均衡设备瓶颈、充分发挥设备效能及提高设备利用率的目的。
通过零点定位技术可以将原来必须在一台设备加工的工序内容拆分至不同设备加工,拆分后工件与夹具的零点位置不发生变化,依据坐标系空间平移原理,在换装后无须再进行精度找正和工件夹紧,快速换装后即可进行正常机械加工。拆分的原因主要有以下几个方面:第一,为了使装夹精度不发生变化,一般将粗精加工在一次装夹的情况下完成,这样会对高精设备造成浪费和损伤;第二,由于某一台(类)设备是瓶颈设备,但可用其他两台(类)或更多设备组合完成加工内容;第三,单台设备刀库不足,不能满足加工内容要求。
4.2 实现不同零件加工的快速切换
通过零点定位系统与托盘或夹具相连,零点定位底座必须是标准统一的,托盘或夹具根据零点定位系统设计统一的接口就可以实现不同零件加工的快速切换。托盘的方式多种多样,可以选择槽系、孔系或专用工艺托盘,托盘上的夹具也可以多式多样,可以是专用夹具,也可以是通用夹具(例如三爪、虎钳和电磁夹具等),而夹具的形式可以是多工位的夹具,也可以是同一托盘上放置不同夹具,实现机外装夹,机内快速换产,实现不同零件的柔性加工。
4.3 实现零件加工工艺方案的柔性优化
(1)工序内容或设备选择方案的优化
零点定位技术可以将定位夹紧一体化,改变了传统的定位与夹紧方式,避免了因装夹方式而干涉了加工内容,应用零点定位技术可以在工件上留有工艺附加,将快换定位销与工件直接相连,实现一次装夹,五个面的多个工序的集中加工,避免了多次装夹产生过大的装夹误差,并且需要多次停机和调整,造成设备利用率不高。通过零点定位技术可以使多个工序的集中加工内容在一台五轴设备完成,或者也可以在立加和卧加两台设备上完成所有工序内容,且加工精度基本不变。
(2)刀具的策略与加工内容的优化
在一个托盘上安装几个不同的夹具,或者是安装不同零件的加工,零件主要以共用刀具为主,然后通过对刀具应用策略的优化,可以使用同一把刀具加工完几个工件的不同特征后,然后换装另一把,这样可以减少加工不同零件的换刀次数。如图6所示,传统的换刀方式是一个零件的工序依次加工,并更换刀具,这样3个零件的加工需换刀7次。如采用优化的刀具策略,采用同一把刀具把几个工件可以加工的内容都加工完,然后换装另外的刀具,如图7所示,换刀次数减少为3次。
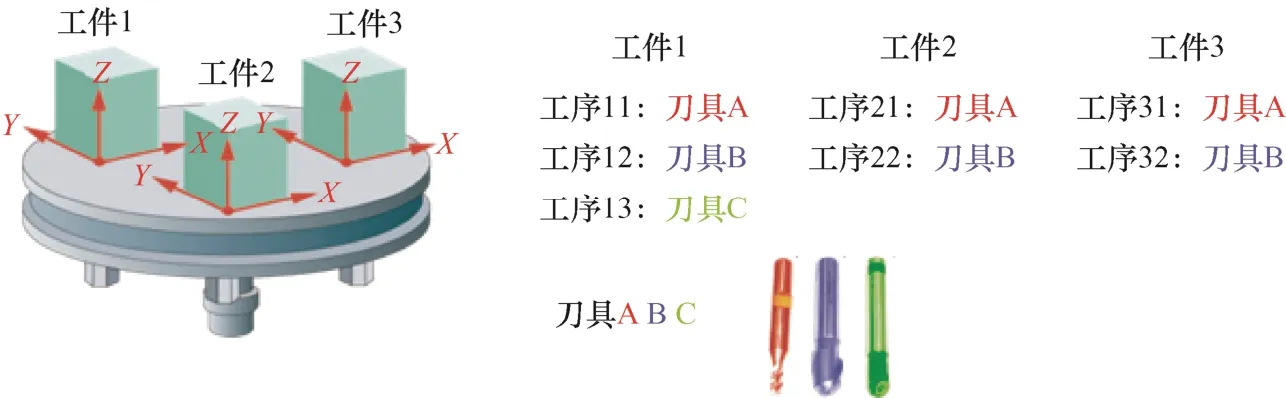
图6 托盘上安装不同零件的加工,传统的换刀方式

图7 托盘上安装不同零件的加工,刀具策略优化后的换刀方式
4.4 实现自动化的柔性加工
零点定位技术是多品种、小批量和变状态的离散制造柔性自动化的基础。在传统制造业中,自动化加工大多是属于某一类零件的自动化专线生产,属于大批量生产。然而目前产品更新换代快,离散制造业必须寻求高效的自动化制造模式才能使得企业立足和满足市场需求。而零点定位技术使得离散制造的柔性自动化加工成为可能。在自动化加工过程中,可以将零件的多种类多状态的加工通过零点定位技术将上下料的装夹方式统一化、标准化,从上下料开始到零件工序加工完成,整个过程都可以实现无人参与,并且可以自动化加工多种零件的多道工序,自动化生产线内可以包含机加设备、检测设备和清洗设备等,通过零点定位技术,机器人可以将托盘在不同工种的设备上互换,并且不需要重复找正定位。柔性的自动化加工如 图8所示。
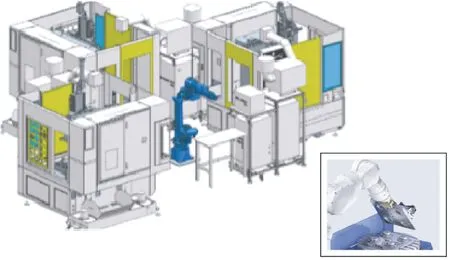
图8 柔性的自动化加工
5 结束语
通过对零点定位技术的原理和误差进行分析,为该技术在离散制造业中的柔性加工奠定了理论基础,通过零点定位技术分别在设备、夹具、刀具和加工工艺几个方面的选择和优化应用研究,实现了机外预调、不同设备和不同零件间的快速换装,不仅提高了设备有效利用率,而且缓解了设备瓶颈问题,同时也实现了离散制造业的柔性加工,为多品种、小批量和变状态的离散制造的柔性自动化加工提供了可能。
