高层钢框架结构施工工艺与焊接变形探讨
2021-07-01王伟
王伟
摘 要:近年来,我国的建筑行业在社会发展下不断进步,对建筑行业的要求不断提高。现阶段,为实现高层钢框架结构焊接效果及其整体施工质量的良好保障,以某实际工程为例,对其焊接工艺与变形进行分析。通过分析可知,测量定位、钢结构吊装、钢结构连接均为主要的施工工艺,只有做好这些工艺的控制,才可以有效确保其施工质量。而在钢结构焊接中,施工单位一定要明确其变形种类及其成因,并在放样下料、匹配顺序、焊接工艺以及反变形技术方面做好控制,以此来达到良好的防变形效果。希望通过本次的研究与分析,可以为此类工程施工提供相应的技术参考。
关键词:高层建筑;钢框架结构;焊接变形;变形防治
引言
在高层建筑工程的建设施工中,钢结构的制作和安装技术备受关注。尤其是伴随着当今社会科学技术的不断发展,其制作和安装技术更是成为建筑工程领域重点关注的内容。因此,在具体施工中,相关单位一定要对钢框架结构的制作及其安装技术足够重视,通过先进的技术措施解决传统钢框架结构制作和安装中的技术难题,为其制作和安装提供足够保障。这样才可以有效满足高层建筑工程施工对钢框架结构的实际应用需求,促进钢框架结构在高层建筑工程中的良好应用与发展。
1高层钢框架结构主要施工工艺分析
1.1钢结构吊装
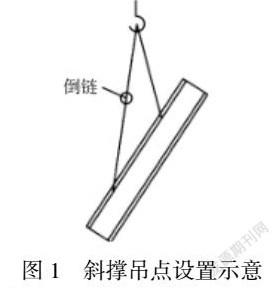
(1)钢柱吊装。其顺序是先安装内筒,后安装外筒;先安装中部,后安装四周;先安装下方柱,后安装上方柱。且一定要按照具体的吊装分区来施工。具体安装中,钢柱吊点应在其顶部设置,可直接使用临时连接板,且至少设置4块,吊孔设置在临时连接板的耳板上,将卡环穿在选好的吊点上,将钢丝绳绑好,经检查合格之后便可起吊,待钢柱初步就位后,拉好缆风绳,再解钩,这样便完成了钢柱就位。(2)钢梁吊装。其总体安装顺序与钢柱一致,在完成相邻2个钢柱的安装后,应及时对其间的钢梁进行连接,这样可使安装好的构件形成稳定框架。在每天的安装工作完成之后,一定要通过钢梁连接所有的钢柱,对于不能够及时连接的钢柱,一定要通过缆风绳做好临时固定处理。钢梁安装中,应先安装主梁,再安装次梁;先安装下层,再安装上层。钢梁吊点通常选在距离其两端1/3的位置,并设置好吊耳,绑好钢丝绳,经检查合格后便可进行钢梁的吊装就位。(3)斜撑吊装。吊装中最为常用的是整体吊装法,斜撑吊点设置及其安装如图1所示。
1.2加强抗震设计
多层框架房屋建筑结构设计的核心内容为抗震设计,抗震设计对建筑工程设计水平的影响非常明显。多层框架房屋建筑结构非常复杂,抗震设计难度系数比较大,给抗震效果带来的影响也比较明显。在设计抗震系数时要准确测量梁体的高度,并仔细分析其适用性。假如计算结果与设计结果之间存在偏差,选择设计标准时要以最大值为准,防止出现梁体刚度不达标的情况,以免最终引发严重的安全事故。在设计梁端负筋时,假如计算结果与设计结果之间存在较大的偏差,设计标准要以最小值为准,使梁端的抗震性能达到最佳效果。设计人员在开展设计工作时,梁体端部负筋要满足需求值的要求,适当提高设计的宽度值,使最终的设计质量满足设计标准。
2高层钢框架结构焊接变形的防治措施
2.1装配与焊接顺序的合理控制
在装配焊接截面对称性构件时,应先对其整体进行装配,再进行焊接。焊接过程中,应通过对角焊接的方法来达到变形平衡效果,并通过翻转架或转动胎具的方法将位置焊缝控制为船形;或是由2个或4个焊接技术人员分别通过平焊及仰焊的方式,从中间朝两端进行焊接。在对大型桁架等大型钢结构进行装配焊接的过程中,应尽量先进行小件阻焊,再对总体结构进行装配与焊接。组装过程中,为确保焊接接头位置受热均匀,消除其应力,降低焊接变形,技术人员须根据实际情况做好其搭接长度、坡口角度、T形贴角焊缝连接尺寸、对接间隙等的合理控制,使其与工程中的实际焊接要求相符。
2.2鋼结构连接
具体施工中,钢框架结构主要通过高强度螺栓进行连接,其主要的施工工艺如下。(1)在高强度螺栓安装前,应先将其接头摩擦面清理干净,不可出现铁屑、毛刺、焊接飞物和油污等,沿着受力垂直方向,用钢丝刷去除浮锈。同时,应做好摩擦面的干燥处理,不可出现结霜、结露和积雪等现象,且不可在雨天安装和连接。(2)高强度螺栓需自由穿入螺栓孔中,扩孔时不可让铁屑掉进板层间隙里,不可用气割的方式进行扩孔,且一定要控制好扩孔数量与直径。如螺栓不能自由进入孔位,则需要通过铰刀或冲杆做好修正扩孔,然后将螺栓自由穿入。(3)高强度螺栓的拧紧工作需分2次进行,在将其穿入孔后,便可通过手动或电动扳手来完成初拧,让连接面紧密结合,且连接面内不可进入杂物。为符合最小力矩要求,终拧过程中,一定要通过力矩控制设备来控制好强度。(4)在对接头进行装配和紧固的过程中,应从刚性端或者完成安装的一端开始,朝着自由端装配与紧固,螺栓的初拧与终拧均应严格按照此紧固顺序来进行;螺栓群的紧固工作应从中央开始,朝外侧进行紧固。
2.3反变形技术的合理应用
在钢结构的拼装过程中,应按照施工经验和工艺试验,朝着与焊接变形刚好相反的方向对构件做出相应的预变形处理,便可实现焊接变形的良好控制。首先应进行合理的试验,按照具体的设计要求来调整焊接参数,用相同材料和规格的钢板先做1个试件,然后按照设计的方法对试件进行焊接,使其焊接形式与焊角高度均与设计要求相符,待冷却至环境温度后,再对其翼板进行变形量测量。将测量获得的数据作为反变形压制参数,在翼板中心线上用吨位相当的液压压力机压出相应的变形量。通过这种方式,使翼板两端达到预先上翘的效果,进而将其焊接过程中所产生的反方向变形量抵消掉,使其在焊接后刚好持平。
结语
在高层建筑工程的钢结构施工过程中,为确保施工质量与安全,施工单位一定要合理应用施工工艺,包括测量定位、钢结构安装以及钢结构连接等,以确保施工效果。同时应足够重视钢结构的焊接变形,明确钢结构焊接变形的主要种类及其形成原因,并以此为依据,通过合理的措施来做好变形防治,包括放样下料措施的合理控制、装配焊接顺序的合理控制、焊接工艺的合理应用以及反变形技术的合理应用等。通过这样的方式,才可以实现钢结构焊接变形问题的良好控制,有效满足高层建筑工程对于钢结构的实际施工及应用需求,提升钢结构在高层建筑中的应用效果,促进高层建筑工程的良好应用与发展。
参考文献:
[1]石静,张小云.某多层工业厂房结构设计[J].工程建设与设计,2019,67(23):28-29,32.
[2]王光振.超高层建筑钢结构制作施工重点、难点分析及控制措施[J].建材与装饰,2018(40):23–24.
[3]黄谊琼.探讨高层钢结构施工工艺与焊接变形[J].建材与装饰,2018(32):236–237.
[4]张小元,丁金利.高层建筑钢结构施工技术研究[J].城市建设理论研究(电子版),2019(18):121.
[5]李帅.水平地震下软土地基与钢框架结构共同工作性能研究[D].南京:东南大学,2019.
[6]侯玉品,张永存,刘书田.基于梯度优化方法的钢结构标准截面选型优化设计[J].工程力学,2013,30(1):454-462.
