浅谈车底自动涂胶系统质量优化分析研究
2021-06-30刘奇
刘奇
(北京奔驰汽车有限公司,北京 100176)
1 前言
PVC涂胶线是涂装车间主要工艺流程之一,其主要功能是在涂胶线通过人工喷涂或者机器人自动喷涂对车身需要防止进水的部位进行喷涂,从而达到防止焊缝进水透气、提高车身的耐腐蚀性和密封性的目的。由于涂胶作业劳动强度大、精度要求较高,在使用人工作业时生产节拍较低,而且容易出现涂胶偏差、均匀一致性差等问题,在质量和产能要求不断提升的大趋势下,生产节拍更快、涂胶精度更高的机器人全车底自动涂胶系统已经广泛应用于各主机厂涂装车间。
北京奔驰涂装车间对于车底自动涂胶系统质量控制的标准要求:密封胶要与车身焊缝贴合紧密过度平滑,车身焊缝应处于密封胶中线位置,密封胶宽度为25mm±1,厚度为2mm±0.1,除后续人工刷胶工位外不得出现吹试漏水。这样的质量控制标准即使对于机器人自动喷涂也有着不小的挑战,为了使产品质量得到提升、设备运行维护成本得到节约,生产设备运行过程中的优化显得尤为重要,是每个主机厂都必须持续深入研究的课题。
2 系统概述
2.1 车底自动涂胶系统结构
在北京奔驰涂装车间,PVC线被分为车顶密封、车底密封和车身密封三道工序完成,其中车底密封胶线(UBS)为全自动涂胶线,由多个功能各异的子系统构成,各个系统相互联系、紧密配合完成车身底部全自动涂胶工作;系统主要包含涂胶应用系统、工业机器人、涂胶站PLC控制器、车身输送系统、视觉定位系统以及材料供应系统(图1)。
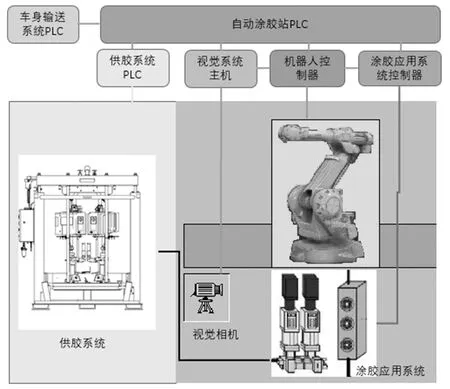
图1 车底自动涂胶系统结构图
2.2 系统各部分功能介绍
(1)涂胶应用系统。UBS线车底自动涂胶系统使用的涂胶应用系统由德国SCA提供,系统主要包含双联定量机ADKE-T、SCA控制器、温控单元和胶枪等硬件。其中双联定量机安装在机器人背板上,用于材料的压力和流量调节控制,并向胶枪提供稳定的材料供应;温控单元安装在定量机供料出口,用于材料温度调节;胶枪安装在机器人手臂上,用于完成应用系统的喷涂功能(图2)。
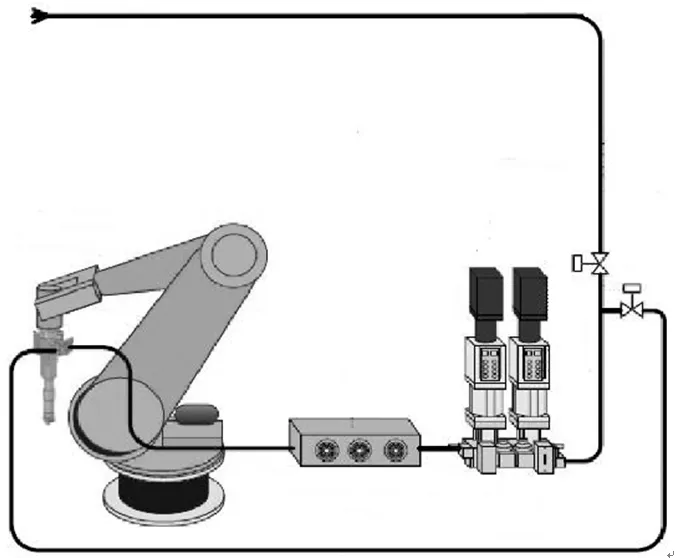
图2 涂胶应用系统
(2)工业机器人。UBS车底自动涂胶系统中一共配备了13台ABB提供的IRB2600工业机器人,机器人本体带有6个活动轴并配有附加轨道系统,机器人通过上位机软件或示教器进行编程后可以执行涂胶动作,机器人控制器网络与车底自动涂胶系统中其他设备通讯,从而实现系统的协同控制功能。
(3)视觉相机系统。视觉相机系统包含视觉相机和视觉系统主机,其中视觉相机负责对进站车身进行拍照,出于涂胶精度的要求,每个车身的定位须要4台相机联合完成;视觉系统主机收到相机照片信息后通过自带的软件与标准库进行比对计算,之后将车身位置偏差数据传输给机器人进行位置补偿。
(4)车身输送系统。车身输送系统主要由输送滚床、升降机、车身抱具和车身识别系统构成,输送系统收到代加工车辆后,先由车身识别系统识别车型信息,识别成功后,调整车身位置将车身装载至抱具上,之后升降机将车身提升至底部涂胶作业需求的高度,再由输送滚床完成车身的进站出站。
(5)供胶系统。UBS线供胶系统主要由供胶泵组、供胶管路和稳压阀组成,其中供胶泵组由两套双泵压盘泵组构成,每个泵组容量为1000L,泵组运行采用一用一备方式并配有自动切换功能,可以连续不断地向涂胶应用系统供应密封胶原料;稳压阀安装在涂胶应用系统定量机的入口,用于抵消压盘泵组柱塞泵工作时产生的压力波动。
(6)涂胶站PLC控制器。涂胶站PLC控制器的主要功能是采集处理整个车底自动涂胶系统中的连锁信号协调系统中个部分的工作,同时,控制整个系统的急停功能。
2.3 车底自动涂胶系统工作流程
全车底自动涂胶系统的工作流程从车身输送开始,在车身进站之前输送系统通过AVI识别车身信息并通过网络发送给机器人,之后在收到机器人站放行信号后,将车身输送至机器人站;车身输送到位后,VMT视觉定位系统启动相机进行车身位置测量,完成后将车身位置信息发送给机器人进行位置补偿;机器人收到车型信息和位置补偿信号后,开始运行喷涂程序对车身预定位置进行涂胶作业;在机器人喷涂过程中,供胶系统将密封胶材料由胶泵房供应到涂胶应用系统并在涂胶应用系统内完成温度、压力调节,之后材料被输送至涂胶枪,胶枪根据机器人涂胶程序给出的开关信号进行控制,配合机器人运动轨迹在预定的位置完成涂胶作业。涂胶作业完成后,机器人向输送发出放行信号,输送将涂胶完成车身传送出站,之后开始车身识别进站的循环作业。
3 车底自动涂胶系统质量问题及优化
3.1 涂胶位置偏差问题优化
在生产过程中出现的密封胶涂胶位置偏差表现为涂胶位置偏离预设点,胶条部分偏离焊缝或完全无法覆盖焊缝,造成此类问题的原因可能为胶枪堵塞或者车身位置偏差。
(1)胶枪堵塞问题优化。对于胶条完全无法覆盖焊缝的(图3),较常见的原因是胶枪喷嘴堵塞造成,通过对堵塞胶枪喷嘴的杂质进行取样分析,可以判定污染物主要来源于供胶管路杂质和枪头喷涂过程中产生的残胶;此类问题优化方法以控制供胶系统清洁度为主,可以根据堵枪发生频率有针对性地对供胶管路上的滤芯进行清洗或者更换,对于碳钢管路的供胶管路应该至少每年使用专用清洗剂进行循环清洗;另外,在机器人站设置空气喷嘴,在生产过程中定期将机器人运行至清洗位置对胶枪喷嘴进行吹扫清洁,通常每15辆车吹扫一次就可以及时有效地去除喷嘴上的残胶。
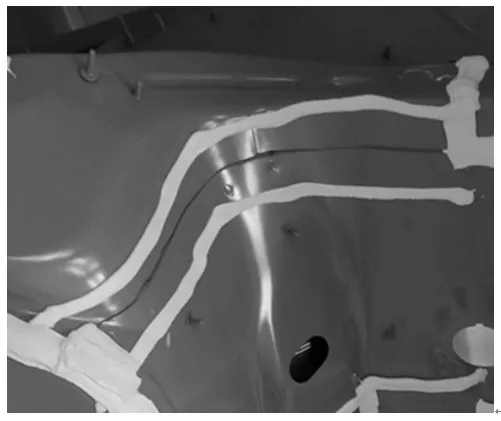
图3 涂胶位置偏差
(2)车身位置偏差问题优化。对于胶条偏离焊缝的情况,其产生原因可能是机器人轨迹偏差、输送系统硬件偏差或者视觉系统补偿偏差;在涂胶系统中,机器人轨迹偏差必然会影响涂胶轨迹,但是,大多在机器人示教过程中已经被修复,而ABB2600机器人本体的重复定位精度可达0.05mm,能有效保证涂胶轨迹的一致性,因此,机器人在没有机械故障的前提下不考虑机器人轨迹偏差问题。视觉相机系统与工业机器人相同,都具有较高的定位精度,作为输送系统和工业机器人的辅助定位设备,在硬件没有故障情况下出错的概率极低;而输送设备相对与工业机器人和视觉相机其控制精度明显要粗糙许多,往往也是产生车身位置偏差的主要原因。
输送系统产生的车身偏差主要表现在车身输送过程中产生的位置异常,如车身转入抱具时工艺孔与定位销没有完全入位导致车身有较大偏斜,此时,车身进站后视觉系统虽然会拍照并且发送位置补偿信息,但是,由于车身偏斜角度大可能导致系统计算出的补偿值产生偏差,最终导致涂胶轨迹产生偏差;针对此类问题的优化可以从视觉系统入手,通过视觉系统较高的精确度来修正或者发现较大的车身位置偏差,具体操作方式是在视觉系统的设置中增加特征点的个数来提升系统计算的准确性,通常每个车身定位需要的四台视觉相机完成,每个相机成功识别一个特征点就可以进行偏差计算,在进行优化时,我们将每台相机取的特征点数量增加至3个,用来提高系统计算精度,另外,当视觉系统计算出的偏差补偿值大于20mm时,系统也进行报错提示,从而避免车身涂胶轨迹偏移问题的发生。
3.2 涂胶形状不良问题优化
在生产过程中,涂胶形状不良主要有胶条形状不均匀、胶条干硬过细、胶条过软流挂等情况。造成此类问题的原因可能是系统预压参数设置不合理、温度控制效果不佳或者机器人轨迹程序问题。
(1)定量机预压优化。胶条形状不均匀多表现在起喷位置胶条过宽或者过窄,造成这种情况的主要原因是涂胶应用系统中定量机的预压设置问题;为了达到定位精确、相应快速、出胶定量且流速均匀的要求,定量机的涂胶动作被分解为预压、涂胶和填充三个过程,其中预压的作用就在于涂胶初始阶段的涂胶形状优化,过高的预压会导致胶条起始出现锤头(图4),过低则会导致起始胶条过细影响覆盖效果。

图4 预压过高导致的锤头
对于车底自动涂胶系统预压的优化需要综合考虑系统中其他设备的硬件配置,如定量机出口胶管路长度、胶枪喷嘴类型、喷嘴宽度等,在进行参数调整时,不能采取一刀切的标准参数,而是应该根据每套涂胶应用系统胶枪的实际喷板测试结果进行调整优化,通过反复测试优化现场各套系统的预压设置在70~80bar,优化后的喷板测试结果如图5所示。
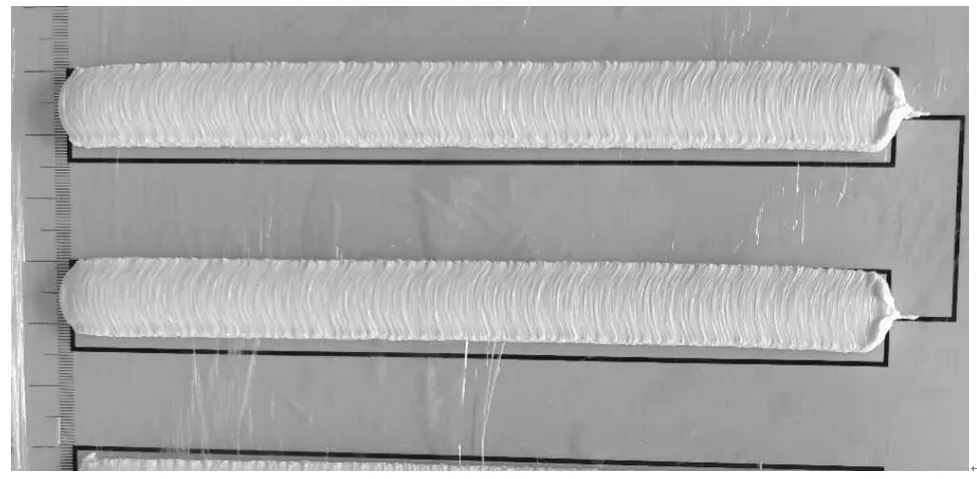
图5 预压参数优化后胶条形状(左侧为起始位)
(2)温度控制不良问题优化。在车底自动涂胶系统运行中胶条干硬过细、胶条过软流挂问题也比较常见,其产生的原因主要是材料温度控制不良引起的黏度变化所导致的;在车身密封胶工艺中使用的密封胶主要是PVC材质,是由性能各异的聚氯乙烯树脂为基料树脂与增塑剂、补强剂、增黏剂、稳定剂等混合制成,如图6所示其黏度与温度并不是线性的对应关系,材料在30℃时黏度最低,而随着温度的增高或者降低黏度都呈现上升趋势;由此我们可以看出,涂胶胶条过软的原因在于材料温度接近30℃,而材料温度过低或者过高两种情况都有可能造成胶条偏硬偏窄的质量缺陷。
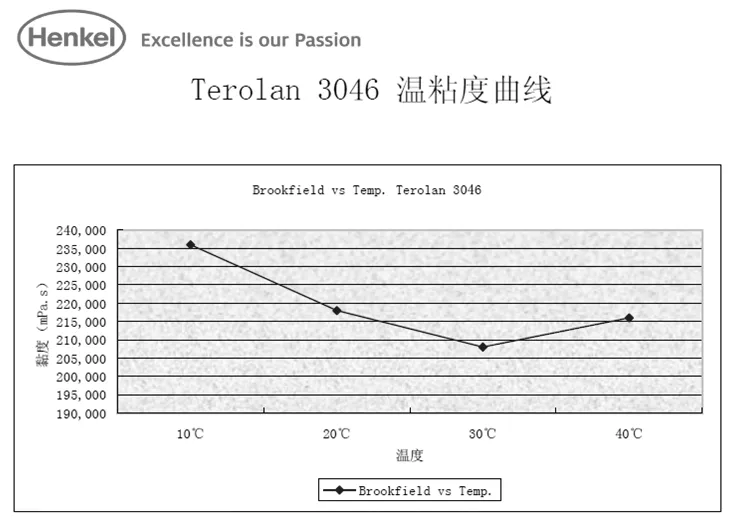
图6 PVC密封胶材料温度黏度曲线
对于材料温度控制不良问题,需要放在整个涂装车间的范围内来解决,因为影响材料温度的因素不仅包含车底自动涂胶系统内温控单元和材料供应系统,同时还包括材料存储温度和车间环境温度因素的影响;在车底自动涂胶系统工作时材料的最佳黏度应该保持在210000~215000MPa·s,从图6中我们可以看到有两个温度区间可以满足要求,分别是25±3℃和35±3℃,这里我们选择25±3℃作为车底自动涂胶系统温度控制器的控制指标,原因是涂装车间本身对温度有比较严格的要求,材料存储间和车间环境温度通常控制在23℃左右,在这样的条件下,我们可以通过材料入场后静置的方法使材料在输入涂胶应用系统之前保持在23℃左右,这样就大大减轻了涂胶系统温控器的运行负荷。选定温度控制指标后,根据现场实际温度控制的需求我们还需要对温度控制器的控制参数进行优化调整;涂胶系统的温度控制和其他温控系统一样,是一个具有蓄热能力和自平衡能力的滞后系统,因此温度控制器采用了PID控制,控制器参考参数设置如图7所示,类似预压参数设置,温控系统中的中P、I、D参数设置也需要根据现场实际情况进行调整,温控反馈无法到达设定值时,可以微调Ki参数或者温度设定值,系统调温响应慢可以适当增大Kp参数,温度反馈波动较大则降低Kp参数;另外,需要注意的是,在温控系统中,温控设定值指的是胶枪出口温度,温控单元的温度设定值实际上是动态值,它是根据胶枪出口温度的偏差由系统自动设定的,因此,当出现温控单元设定值波动时,并非系统发生故障。

图7 涂胶温控系统控制系统参考设置
在车底自动涂胶系统中设备运行中的发热是另外一个影响温度控制效果的主要因素,车底自动涂胶系统中的热源主要来于定量机伺服电机的发热和供胶系统胶泵的发热;其中定量机伺服电机的发热受到设备功率和产能需求的限制很难做出调整,但是,由于电机不与材料直接接触,所以电机对材料温度的影响相对较小,我们只针对供胶泵发热问题进行优化;在供胶系统中胶泵使用的是柱塞泵,胶泵在供胶时依靠空气马达的压力向上或向下将密封胶材料挤出,在挤出的过程中,材料的压缩会导致温度升高,泵体温度也会随之升高。另外,泵内活塞与缸体摩擦也会产生热量,在供胶流量需求不高的前提下胶泵工作中产生的多余热量会被材料带走,泵体不会持续升温,但是,在生产线产能提升、供胶需求增大、泵频提高的情况下我们原有的供胶泵出现泵体温度偏高问题,通过对设备温度的监控,我们发现在持续2小时的供胶后泵体温度可以超过40℃,这就导致密封胶材料经过泵体时被加热升温;为了解决泵体温度升高问题,我们将密封胶供胶泵泵体进行升级,更换更高流量泵体,更换完成后通过测试,胶泵工作频率比之前降低50%,由16cycle/min降低至8cycle/min,2小时连续工作后胶泵温度与环境温度机泵相当,有效解决了胶泵发热导致的材料温度异常问题。
(3)工业机器人轨迹优化。在车底自动涂胶系统运行中,胶枪涂胶位置的变化是由工业机器人的程序来控制的,不良的机器人轨迹是自动涂胶系产生批量质量问题的主要原因。
对于机器人轨迹的优化,主要工作在于细节的处理上;在UBS线我们涂胶的位置在车身底部,其特点是线条多、曲线多、变化多,除了车身左右两侧的对应关系外,涂胶的轨迹没有规则可言;在涂胶机器人轨迹示教过程中,连续的曲线变化往往造成涂胶不良的质量缺陷;如图8所示,在机器人轨迹短距离连续的曲线变化处,涂胶的形状虽然配合轨迹进行连续变化,但是,胶条的厚度变得非常不规则,属于较严重的质量缺陷,必须在手工工位进行补刷处理。
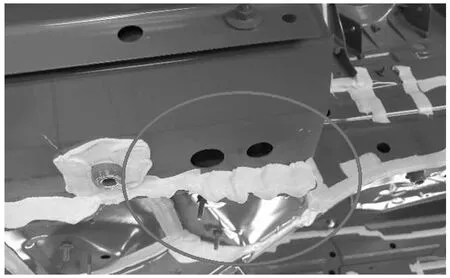
图8 机器人轨迹导致的涂胶形状不良
此类问题产生的原因是编程人员在调试时忽略了机器人运行中的惯性问题,虽然在机器人程序中我们可以将轨迹设置成连续的曲线,但是,实际上机器人手臂在高速运行中很难完成类似动作,这就导致涂胶的形状和预想偏差过大,同时,由于连续的变向,机器人手臂的负载也大大增加;针对此类问题优化的方法有两种:①降低此类位置机器人的运行速度和涂胶流量,采取慢速喷涂方法;②将连续多变的曲线进行拆分,使用两条或多条平直的轨迹对整个区域进行覆盖喷涂;在图8所示的缺陷位置上,我们使用降速的优化方法,优化后效果如图9所示,胶条形状相对优化之前变得平滑均匀。
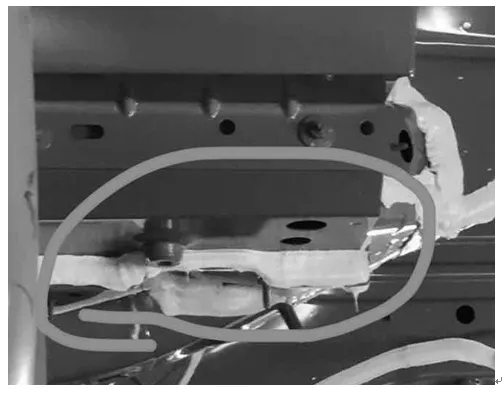
图9 涂胶轨迹优化结果
4 结语
通过对车底自动涂胶系统的运行过程中问题的分析,我们对系统生产流程、各系统控制参数进行了优化调整,对供胶系统的硬件进行了升级,这些工作的完成使车身自动涂胶质量有了长足的进步,自动涂胶线一次性合格率可达98%以上,质量的提升大幅度减少了手工线停线补胶的时间,平均每个班次可以减少质量停线20分钟,生产效率得到了提升;供胶系统胶泵的升级改造还带来了运行成本的节约,由于更换新泵后泵频降低50%,驱动胶泵的压缩空气消耗也减少50%,更低的泵频同时也减少了胶泵本体的运行磨损程度,胶泵维修保养所需的备件费用和人力资源消耗得到相应的降低,单泵运行成本对比见图10。
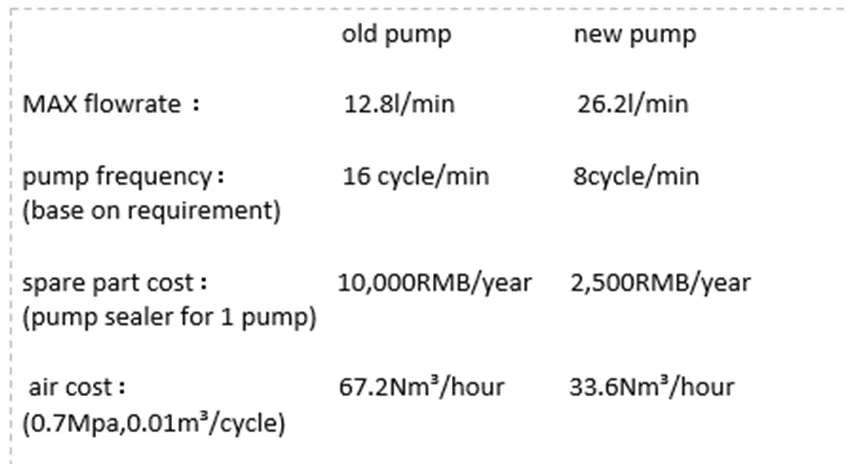
图10 胶泵升级后运行成本对比
当今的汽车制造业面临着严峻的市场竞争压力和考验,生产过程中的精细化管理已经成为各大主机厂的运营理念,对于现有设备运行优化的工作也将变得精益求精,并将一直贯穿每个车企的生产进程中。
