悬挂式单轨交通车辆转向架检修工艺
2021-06-29高林生
高林生
(中铁第六勘察设计院集团有限公司,300308,天津∥高级工程师)
因悬挂式单轨交通系统具有线路适应能力强、占地少、造价低、建设周期短、低噪声、无污染等诸多优点,加之目前我国对城市轨道交通具有多元化需求,成都、开封等城市的悬挂式单轨交通系统已建成投入运营,雷山、江夏、恩施等10多个小城市也在规划建设。
目前,针对悬挂式单轨交通车辆检修的研究严重滞后,特别对转向架的检修还未形成规范,亦无运营经验可参考。因此,为保证运营安全,合理控制运营成本,亟需对悬挂式单轨交通车辆的检修工艺进行研究。
1 悬挂式单轨交通系统的类型及其车辆转向架形式
悬挂式单轨按悬挂方式分为非对称式系统和对称式系统,按承载梁形式分为“工”字型轨道梁系统和开口箱梁系统,按轮对材质分为钢轮系统和胶轮系统,其中应用最广泛的是胶轮系统。胶轮又分为实心胶轮和空心胶轮。德国采用的是实心胶轮,轨道截面尺寸较小;日本采用的是充气式空心胶轮,轨道截面尺寸较大。 非对称式“工”字梁钢轮悬挂列车和对称式开口箱梁胶轮悬挂列车如图1~2所示。

图1 非对称式“工”字梁钢轮悬挂列车

图2 对称式开口箱梁胶轮悬挂列车
目前,悬挂式单轨交通车辆转向架主要有两种形式,一种源于德国,其一系悬挂和二系悬挂均布置在构架下方,且在构架上方和下方分别设置2组导向轮(共4组),如图3所示;另一种源于日本,其二系悬挂设置在构架上方,2组导向轮设置在构架下方,不设置一系悬挂,如图4所示。
国内悬挂式单轨交通车辆生产厂家中,南车集团资阳机车厂采用的转向架形式与德系转向架相似(见图3),中车南京浦镇车辆有限公司采用的转向架形式与日系转向架相似(见图4)。
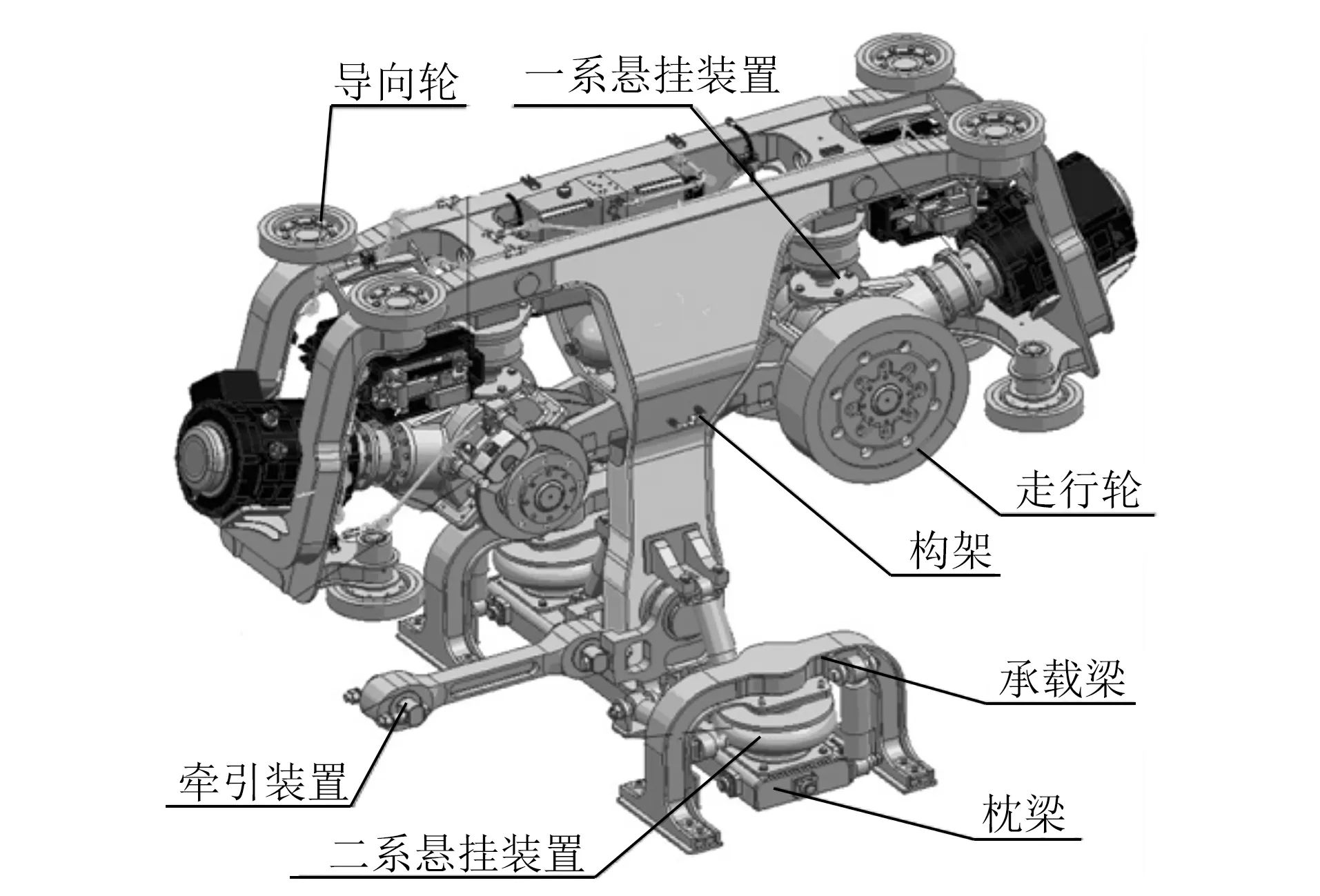
图3 德系转向架效果图
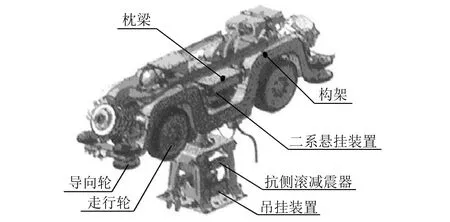
图4 日系转向架效果图
2 转向架的检修内容
2.1 车辆检修修程、指标及内容
决定车辆检修修程及指标的因素很多,最主要的因素是车辆的质量、使用环境、检修技术水平等,一般是用户在车辆厂家提供数据的基础上进行修订,在保证安全运营的同时,尽量减少运营成本[4]。
目前,地铁、轻轨以及跨坐式单轨等城市轨道交通车辆检修已有成熟的经验可借鉴,并形成了相应的设计规范,而悬挂式单轨交通车辆转向架与其它城市轨道交通车辆转向架不同,其结构更复杂,且目前并没有相关检修经验可借鉴,在其设计过程中,车辆厂家往往不能及时提供与车辆检修有关的数据,因此,考虑到悬挂式单轨交通车辆自身的特点,参照目前已有运营经验的有轨电车,建议设计时按表1所列修程执行。
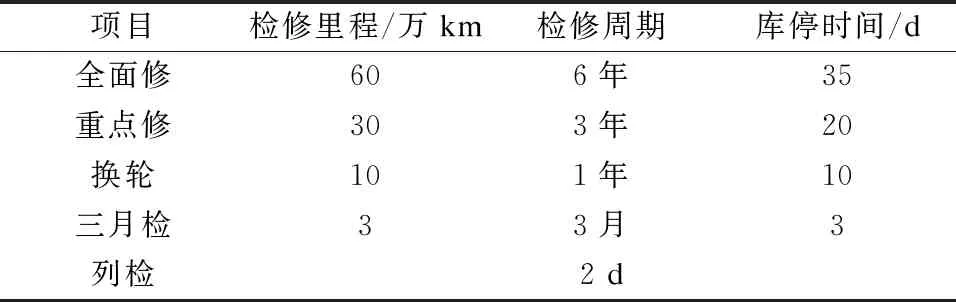
表1 车辆检修修程及指标表[4]
2.2 转向架在车辆各修程中的检修内容
按表1建议修程,悬挂式单轨交通车辆检修修程分列检、三月检、换轮、重点修和全面修5级。列检虽然是按计划周期进行,但实际上属于运用范畴,该修程中车辆转向架仅做外观检查;三月检修程中,车辆不解体,转向架仅做必要的检查与检测;换轮修程中不全面解体转向架,仅更换车轮,相当于地铁车辆的不落轮镟轮修程;全面修和重点修修程中,转向架需做全面解体检修。
3 转向架的检修工艺流程
3.1 转向架与车体分离、组装工艺流程
待修列车入段吹扫后,进入列车解体组装线进行解编,解编后的单节车辆被运送到车体检修线上将车体和转向架分离,分离后的转向架被运输到转向架检修库内进行解体检修;大部件被运输到大部件检修库进行检测、检修。修竣车辆的组装过程是解编过程的逆过程。
本文对悬挂式单轨交通系统的检修进行了一定的规划和研究,认为目前已有成熟的工装设备能够完成转向架与车体分离、组装等工作,如车辆横移装置等。转向架与车体分离、组装的流程如图5所示。
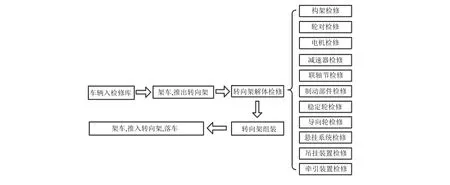
图5 车辆解体组装工艺流程
3.2 转向架检修工艺流程
进入转向架检修库的待修转向架完成防水防护处理后,进行整体清洗。在相应检修工位将轮对、电机、悬挂系统、减振器、牵引装置以及其它部件从构架上分离,并分别运输到对应的检修区进行检测、检修,修竣后的各部件按分解逆过程进行组装。转向架检修工艺流程如图6所示。
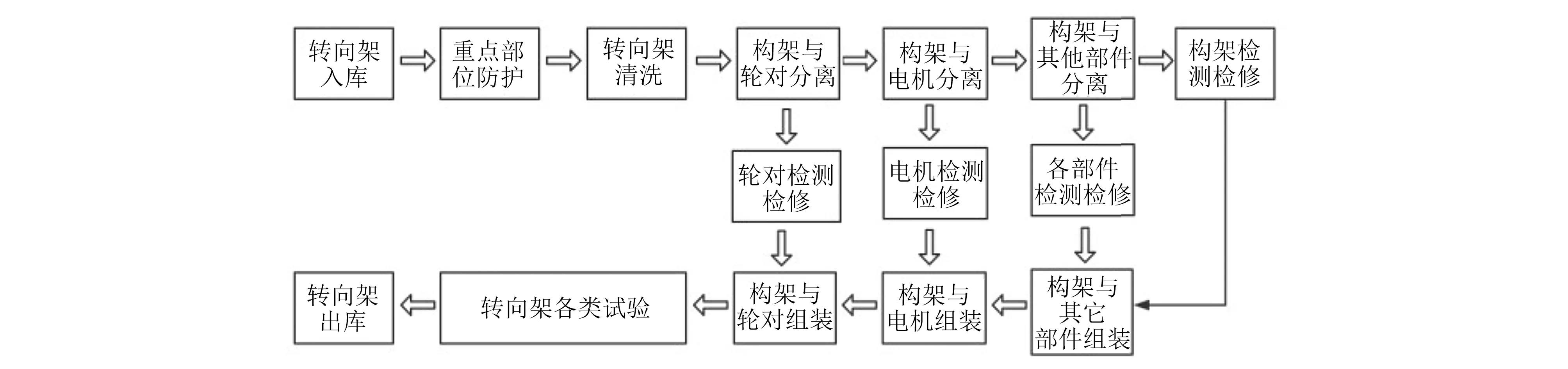
图6 转向架检修工艺流程
4 转向架的主要检修设施
4.1 转向架检修库的布置
转向架检修库一般紧邻车体检修库布置,主要包括两种布置形式。
4.1.1 布置形式1
转向架检修组合库布置形式1如图7所示。其检修流程为:转向架通过走行轨直接推入转向架检修库中进行分解检修;车内大部件(如座椅等)以及车顶大部件(如空调等)利用运输车运输到大部件检修库中进行检测、检修;电子电器等小部件运输到辅助分间一层进行检测检修。辅助分间二层常作为检修班组等办公用房。
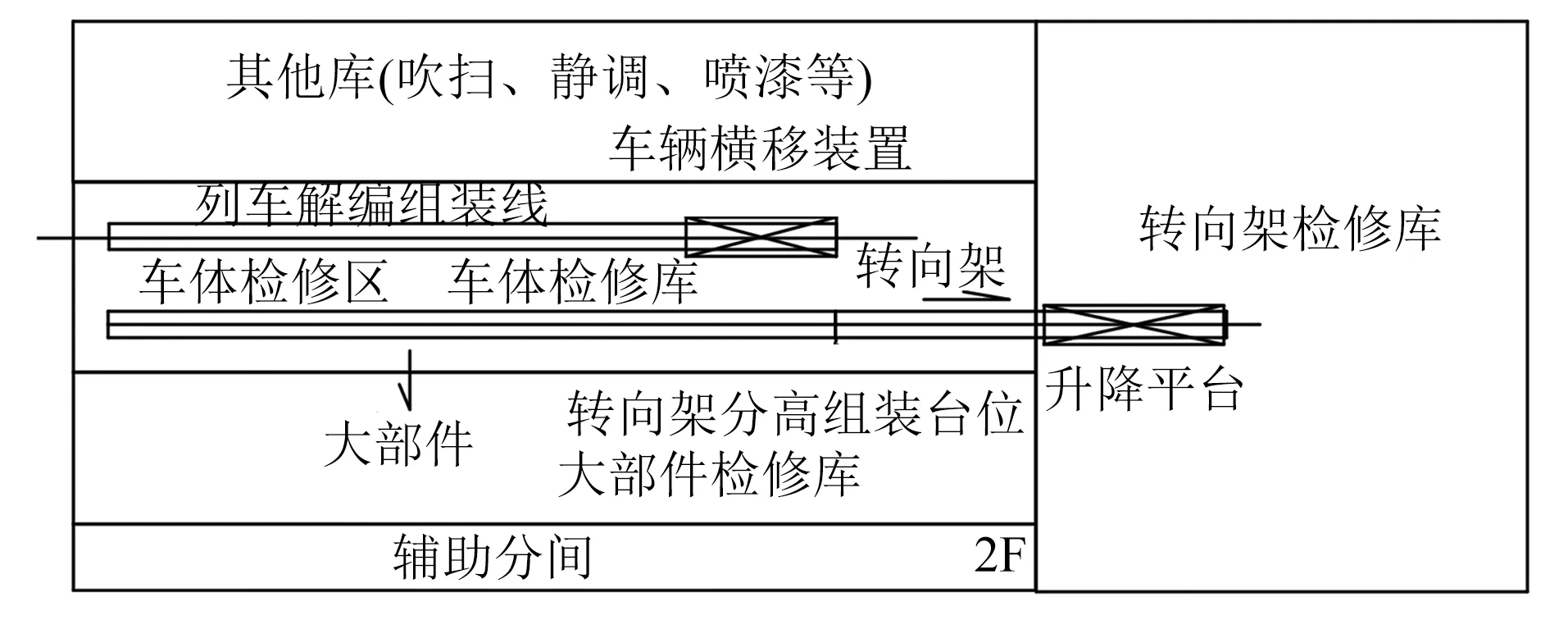
图7 检修组合库布置形式1
这种布置形式具备物流干扰小、大部件运输距离较短、转向架运输不需要车体检修库天车配合,以及运输效率及车体检修库天车使用效率均较高等特点。
4.1.2 布置形式2
转向架检修组合库布置形式2如图8所示。其检修流程为:大部件通过运输车运输到大部件检修库中,转向架通过运输车运输到转向架检修库中与第1种布置形式相比,布置形式2下大部件运输距离较长,加之转向架利用运输车运输,导致作业效率较低;而转向架进出分离组装台位均需要利用车体检修库中的天车,降低了检修库天车的作业效率。
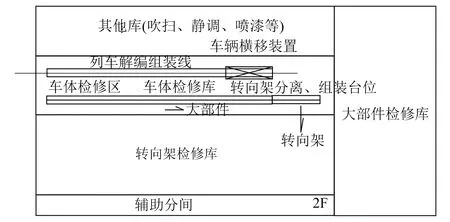
图8 检修组合库布置形式2
4.2 转向架检修工艺流程
转向架检修可采用流水修和定位修两种工艺,这两种工艺的场地面积需求、工位布置及设备数量等,均需在设计过程中根据检修工作量进行计算确定。
4.2.1 流水修
流水修适合检修工作量较大的情况。流水修根据流水节拍设置检修工位,检修人员分工细而专,物流干扰较小,检修效率较高;但需要较大的检修场地,以及较多的检修设备与检修人员。转向架流水修工位布置示意如图9所示。
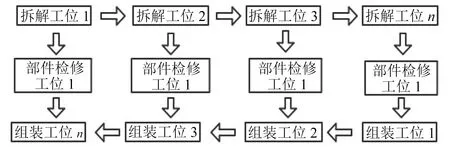
图9 转向架流水修工位布置示意图
4.2.2 定位修
定位修适合检修工作量较小的情况。定位修对检修场地、检修设备以及检修人员需求较少。但检修工位布置较集中、检修人员分工较粗、物流干扰较大、检修效率较低。转向架定位修工位布置如图10所示。
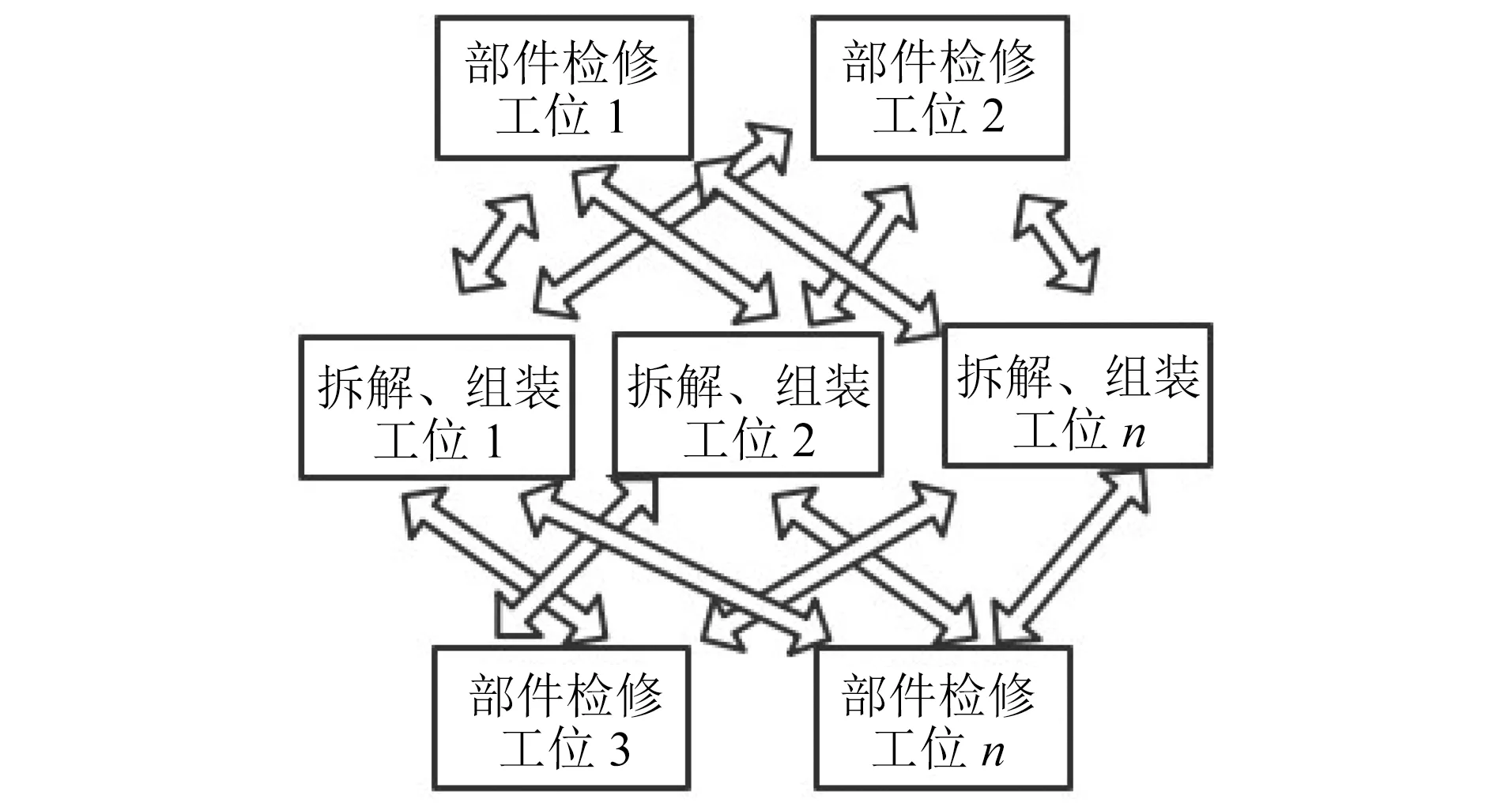
图10 转向架定位修工位布置示意图
5 结语
目前,转向架的检修主要以返厂修为主,需要工厂提供大量备用转向架,势必造成运营单位流动资金的积压和运输成本的增加。由于该模式无法适应运营规模的增长,因此,应对转向架检修工艺进行深入研究,并研发、生产相应的工装设备,不断提高检修效率、降低检修成本,才能满足日益增长的检修需求。