小辊径六辊轧机的研发应用
2021-06-28苏旭涛钱广阔王悦晗
尤 磊,计 江,苏旭涛,钱广阔,王悦晗
(1.中国重型机械研究院股份公司,陕西 西安 710032; 2.金属挤压与锻造装备技术国家重点实验室,陕西 西安710032)
0 前言
单机架六辊可逆冷轧机组以其具有带钢品种及规格调整灵活、板形控制手段丰富的优点在普碳钢生产中得以广泛应用。在高强度不锈钢、精密合金以及优特钢的冷轧生产过程中,由于轧制变形抗力较大,轧薄困难,常规轧制普碳钢的六辊轧机通常工作辊直径均大于200 mm以上,无法实现材料的轧薄。采用非常小直径工作辊的二十辊轧机能够满足极薄料的轧制[2],但二十辊由于其工作辊直径非常小,导致轧制前滑区在整个轧制区域占比小,轧制时易打滑[3],道次压下率较小,不适合用于对产品需兼顾厚料和薄料的冷轧生产和批量生产的连轧机组中。例如使用工作辊直径为44 mm的二十辊轧机对304进行轧制,入口厚度2.1 mm,张应力为屈服极限0.1~0.3倍。这种情况下保证轧制时不打滑的道次压下量最大仅为0.3 mm左右[4-5]。
采用小辊径六辊轧机,工作辊直径为二十辊轧机的2~3倍,相对普通碳钢六辊轧机工作辊直径小50%~70%,因此避免了对厚料大压下量轧制的打滑问题,又满足了对高变形抗力材料的轧薄问题,即兼顾厚料和薄料的高效轧制。但六辊轧机工作辊直径变小后,会导致如小辊径带来的轧机内空间窄小,无法实现正负弯平滑过渡、润滑喷淋及除油无法兼顾、轧辊传动能力以及止推轴承承载能力不足等问题。
国外具有代表性的小辊径六辊轧机主要由德国西马克以及意大利米诺等公司提供,国内尚无关于小辊径六辊轧机的可靠解决方案。为满足高附加值产品的生产需求,针对小辊径六辊轧机的技术特点和难点,本文开发了500 mm小辊径六辊可逆冷轧机组,用于生产高强度不锈钢、精密合金以及优特钢,年产量2万吨,产品的最薄成品厚度0.25 mm,厚度精度小于等于±3μm。
1 设备组成及生产工艺流程
1.1 机组设备组成
机组主要由上卷小车、开卷机、矫直机、左卷取机、机前装置、主轧机、机后装置、右卷取机和卸卷小车,以及与之配套的液压润滑系统、电气传动及其自动化系统组成。其中机组机械设备结构简图如图1所示。

图1 机组机械设备简图
1.2 生产工艺流程
该机组满足厚料开坯以及成品轧薄的要求。原料从开卷机开卷后,由矫直机对带头带尾进行矫平,并穿带至右卷取机上卷取,通过摆动压辊将带材以固定包角和标高固定在机前转向辊上,六辊轧机进行可逆轧制,达到需要的产品厚度精度,改善带钢的板形,轧制完成后根据轧制方向的设计,可在任一卷取机上卸卷。厚料轧制时,机组可在钢卷头尾两端无焊接引带情况下,将带头带尾全部进行轧制,从而避免缠绕在卷取机上的头尾部分得不到压下,被切掉成为废品。具有对于来料为薄料(≤1.5 mm),左、右卷取机设计二级涨缩卷筒结构,卷筒外径可以涨大超过钢卷内径,利用卷取机开卷,缩短开卷与卷取卷筒的距离,提高成材率。卷取机开卷时,能够同时具有上、下开卷的功能,方便穿带操作。
2 机组主要技术参数
2.1 原料及成品规格
处理钢种包括精密合金有镍基精密合金、FeCoV合金、M72合金,优特钢有50#、65Mn与SK5,以及高强度不锈钢等。
原料带钢厚度 1.0~5.0 mm
带钢宽度 200~450 mm
钢卷内径 508 mm
钢卷外径 800~1 800 mm
钢卷重量 Max.7 t
成品带钢厚度 0.25~2.0 mm
2.2 机组主要技术参数
根据用户的原料和成品规格要求,经过计算、比较和反复论证,最终确定机组的主要技术参数,UCM六辊轧机工作辊直径φ130~φ145 mm,中间辊直径φ230~φ260 mm,支承辊直径φ520~φ560 mm,工作辊辊身长度500 mm,中间辊传动传动方式,最大轧制力4 000 kN,最大轧制力矩16 kN·m,轧制速度0~100~200 m/min, 工作辊弯辊力±55 kN(正负平滑过渡), 中间辊弯辊力+130/-70 kN, 中间辊窜辊行程±50 mm, 卷取张力3~90 kN, 卷筒直径φ498~φ514 mm (正圆508 mm)。
3 机组创新技术
为了实现小辊径六辊轧机对高变形抗力材料兼顾厚料及薄料的轧制,使产品获得良好的板厚精度、板形精度及表面质量,成功研制开发了多项关键技术。
3.1 正负弯平滑过渡板形控制技术
传统结构都是通过E型缸块实现正负弯辊且平滑过渡。E型缸块高度方向占用空间十分大,因此大直径工作辊可以按照E型缸块结构设计。但采用小直径工作辊,对应薄轴承座,导致轧机E型缸块高度方向减小; E型缸块中弯辊缸的行程是由轧辊磨削量和换辊时轧辊间距决定的,小直径工作辊行程并没有减小,小直径轧机窗口空间无法摆下两个正弯缸活塞以及E型缸块。因此以往小辊径六辊轧机不具有平滑过渡正负弯辊功能[6]。
本文研发了适用于小辊径六辊轧机的弯辊缸结构。工作辊弯辊缸T型头与轴承座T型槽配合实现弯辊。每个轴承座对应三组T型头。活塞杆伸出为正弯,缩回为负弯,如图2所示。三个活塞杆a、b、c中,a与c为一组,b为一组,两组出力方向始终相反:当a与c向外伸出的力大于b向回拉的力时,a、b、c三个缸的合力为正弯力;反之,为负弯力。当合力为零时,各个缸均出力,工作辊轴承座承受的弯辊力方向可控,可实现正弯和负弯平滑切换。该技术与中间辊正负弯辊、中间辊窜辊以及压下调偏等手段结合使用,有效改善了来料中浪、边浪、复合浪等板形缺陷。

图2 正负弯辊平滑过渡结构
3.2 工艺润滑喷淋及挡油技术
对于单向轧机如铝轧机以及连轧机,通常是在入口设置喷淋梁用于冷却和润滑,出口设置挡油导板用于挡油,以保证轧机出口的轧制油落在带材表面非常少。但如果对于可逆轧机,带材入口和出口均要设置喷淋梁和挡油导板。这两个部件同时要布置在机架的入口和出口,并且常规六辊轧机上中间辊与上工作辊均有自己的换辊轨道,这些装置无法全部布置在小辊径六辊轧机狭小的空间内,而且换辊时候轴承座不能与喷淋梁和挡油导板干涉。因此常规小直径六辊轧机通常在轧机内喷淋,在轧机外进行除油,但是油的粘附性以及油膜表面张力很强,一旦油滴在带材上后很难除去[7]。
为解决该问题,本文研发了将喷淋梁固定在防缠伸缩挡板,如图3所示。当从左向右方向轧制时,左右防缠伸缩挡板均伸出,左喷淋梁电磁阀打开,右喷淋梁电磁阀关闭。左喷淋梁设置上下两排喷嘴,随着防缠挡板伸出的喷淋梁能够接近轧辊和辊缝,喷出轧制油有效的润滑冷却轧辊和辊缝轧制变形区。轧辊将带材轧制减薄后,辊缝出口区域带材表面没有残油。为避免轧制油飞溅在出口带材表面,带位移传感器油缸带动右防缠伸缩挡板伸出,将防缠挡板头部与轧辊距离贴得很近,防缠挡板把出口带材整个上表面都覆盖,这样飞溅的轧制油滴落在防缠伸缩挡板表面,并从两侧导流,最终保证不会落在出口带材上表面。从右向左轧制时,右喷淋梁电磁阀打开,左喷淋梁电磁阀关闭。
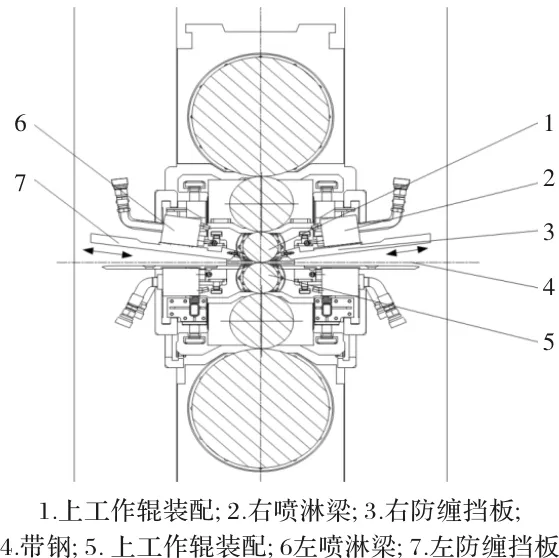
图3 工艺润滑喷淋梁及防缠挡板简图
上中间辊与上工作辊均不设置换辊轨道,换辊时喷淋梁和防缠伸缩挡板缩回,利用下工作辊将上中间辊和上工作辊背出,这种做法有两点优点:首先、给喷淋梁和防缠伸缩导板在与水平30°夹角方向运动时腾出空间;第二,不设置带面高度以上的换辊轨道可以避免轧制油轧制时产生的烟雾在换辊轨道上预冷凝结,从而滴落在带材表面。因此,采用本文新研发的小辊径六辊轧机在保证轧制冷却润滑效果的同时,取得了良好的除油效果。
3.3 高可靠性小辊径辊系结构
六辊轧机减小了工作辊直径,能够减小最小可轧厚度,但对于难变形材料,小直径工作辊能够承受的扭矩十分有限无法满足轧制需要,中间辊直径大,因此采用中间辊传动方式,但会导致两个问题:首先,中间辊在传递轧制力矩的同时,中间辊与工作辊之间摩擦会使工作辊受到水平做用力,水平力较大时造成工作辊辊颈处断裂。第二,工作辊直径变小,止推轴承变小,在轴向力作用下导致止推轴承烧损[8]。
为解决问题,本文开发了高可靠性小辊径辊系结构,如图4所示,工作辊径向轴承采用无内圈轴承,径向轴承滚动体直接在工作辊辊径表面滚动,同时控制轴承座壁厚,无内圈径向轴承选用滚针轴承,这种轴承滚动体尺寸非常小,这样能够最大化的增加工作辊辊颈处的直径。圆形截面抗弯模量与直径3次方成正比,因此增大工作辊辊颈处直径可以有效提高辊颈的抗弯能力。

图4 小辊径工作辊辊系装配简图
关于轴向力作用下导致止推轴承烧损问题,为减小工作辊轴向力,开发了整体式弯辊缸块,将工作辊和中间辊弯辊缸块作为一个整体零件进行加工、检查以及装配,改善工作辊与中间辊平行度,该技术可以有效避免中间辊轴承座、工作辊轴承座与弯辊缸块的交叉。当轧制力作用在辊系上,支承辊与中间辊交叉产生的轴向力由支承辊和中间辊轴承分别承受,工作辊与中间辊平行,因此轴向力不会传递给工作辊,从源头上控制了作用在工作辊上的轴向力。
4 结语
截止目前,现场机组单道次最大压下量0.8 mm,最薄成品厚度0.25 mm,厚度精度不大于0.003 mm,平直度每米浪高不超过6 mm,带钢表面残油不超过120 mg/m2,保证了产品的性能。小辊径六辊轧机新研发的技术已全部获得自主知识产权,机组的研发及应用,填补了国内关于该领域研究的空白,满足了用户的高端需求,该机型已经成功的推广应用于国产首套宽幅铜带六辊精轧机组中,适应了铜带生产工艺对轧机轧薄能力及板形控制能力的苛刻要求。鉴于新研发的小辊径六辊轧机工作辊辊径大小适中,并且对薄规格硬料能够高可靠性的轧制,该主机同样适用于大批量生产高变形抗力材料的冷连轧生产线中,其市场应用前景广阔。