柔性制造实验室建设与设备管理分析
2021-06-27陈昌盛党长青
陈昌盛,党长青,王 霄,曹 敏
(贵州大学电气工程学院,贵州贵阳 550025)
目前,常规的PLC实验室、单片机实验室、传感器实验室和工业机器人实验往往只能完成单一的实验内容,设备利用率低(以一个班级为参考,一学期一个班级用一次),而且易损件备用数量无准确的参考数据。此方案主要利用上述实验室设备的相关性和交叉性搭建一个综合型实验平台,提高设备利用率(以一个班级为参考,一学期一个班级用4次)。加入信息化统计损坏率,有目标地准备易损件数量,提高设备使用效果。
1 总体分析
根据实验室可用空间情况、学生人数等因素,文中柔性制造综合实验平台选用一种典型的环形自动生产线主体结构[1-4]。首先以生产中常见的给物料铣削、冲压(钻)孔、加盖、喷涂检验等生产工序为例,选用合适的加工单元,因为要适应多变的生产要求,在物料搬运和加工的部分环节,加入工业机械手来充分适应柔性的要求;每个站点配有PLC,可以独立编程,适应不同产品的加工需求。总体设计框图如图1所示。结合经费和教学等实际情况,主控制选用西门子的S7-1500,各个站点的控制选用西门子S7-1200,其间通信采用PROFIBUS-DP总线通信,S7-1500与上位机采用工业以太网通信,工业机械手选用三菱的6 自由度机械手。PLC 组网示意图如图2 所示。对应的检测部分,根据实际将进一步选择合适的传感器,如电容式接近传感器、红外式接近传感器、光纤传感器等[5]。根据常用芯片性能和价格等因素,信息化数据汇总[6-8]和处理控制器选择STM32F103系列芯片[9-11]。
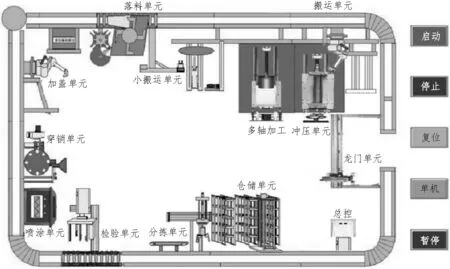
图1 总体设计框图
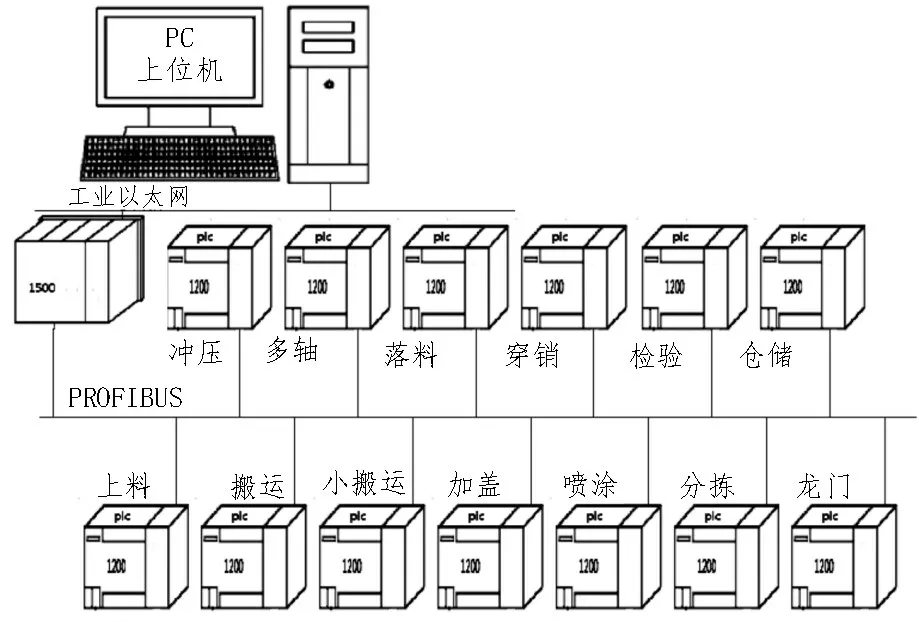
图2 西门子PLC组网示意图
2 柔性制造综合实验平台搭建
2.1 柔性制造综合实验平台——上料单元
选择方便夹取和有代表性的长方体物料作为被加工物料,经对比,选用天煌教仪的铝合金实验台架、物料传送带和光电传感器等硬件。整体结构简洁、牢固、功能完备,价格适中,符合预算。其组合后上料单元的结构图如图3 所示。此部分可以模拟工厂中物料上料和第一次基础传送,学生需综合西门子PLC、单片机、传感器等知识来完成实验。其工作流程:当系统启动后,左端顶料气缸伸出,顶住方形井式工件架中倒数第二个物料件,然后挡料气缸缩回,料槽中最底层长方形物料件在自身重力的作用下落到传送带上,方形井式工件架底部位置安置的光电传感器检测到物料件到位后,板链传送带启动,传送物料件到指定位置。
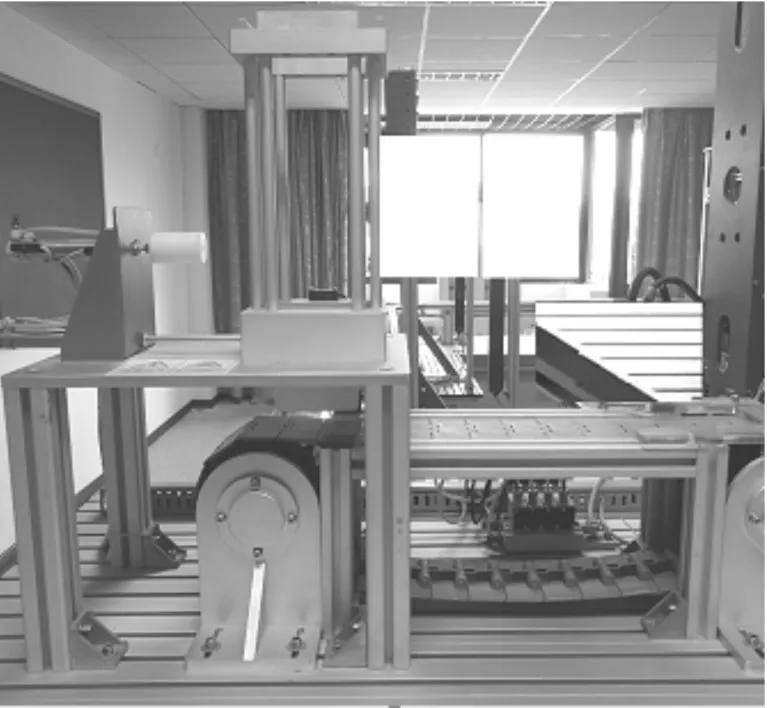
图3 上料单元结构图
2.2 柔性制造综合实验平台——搬运单元
为适应加工中不同形状的物料,并提高柔性效果,搬运单元机械手应有较大的工作空间和足够的灵活性,因此选择6 自由度的机械手较为合适,对比后,选用三菱RV-3SD 型号6 自由度机械手。配合直线导轨,实现更宽范围的夹取搬运工作。具体的搬运单元的结构如图4 所示。
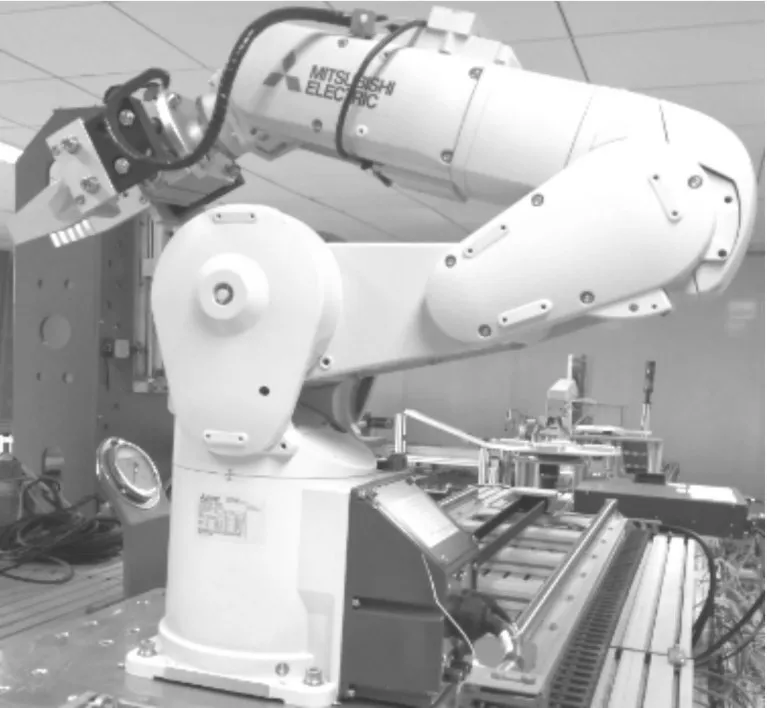
图4 搬运单元的结构图
学生需综合西门子PLC、单片机、传感器、工业机器人等知识来完成实验。以典型的从上料单元搬运到冲压单元为例,三菱工业机械手的运行代码如下:
2.3 柔性制造综合实验平台——冲压单元
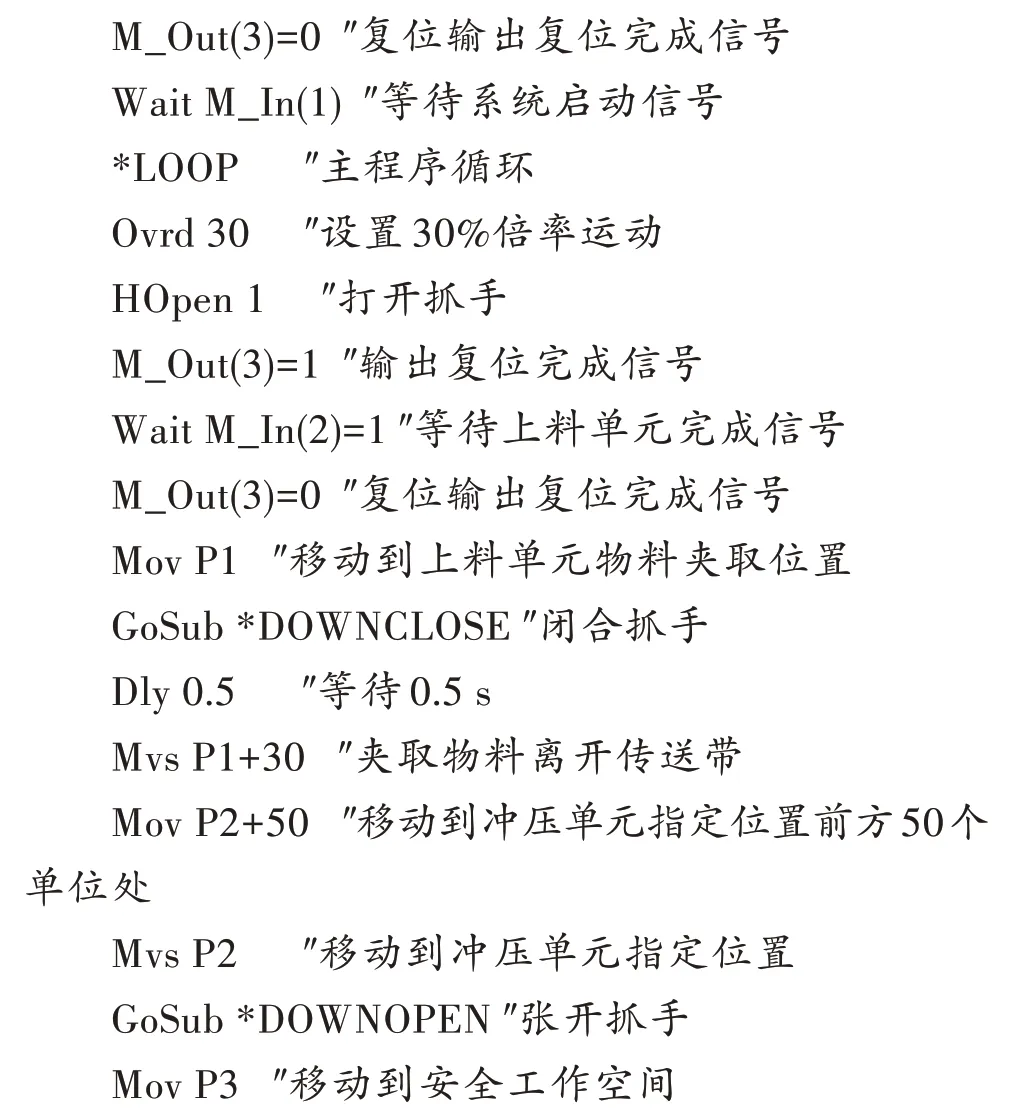
为了能够更全面地展示生产环节的工艺需求,增加实验的综合性,冲压单元选择液动方式,液压缸缸径为40 mm,行程为200 mm,实验台面、液压缸、齿轮泵等都选用天煌教仪的设备。冲压单元的基本硬件结构如图5 所示。其基本工作流程:当系统启动后,光电传感器检测到物料件到位,定位汽缸工作,定位机构锁定,传感器在确认工作区无异物后,液压阀开始动作,液压直动缸伸出对工件进行冲压加工,冲压完成,冲压模具头回缩到初始位置。
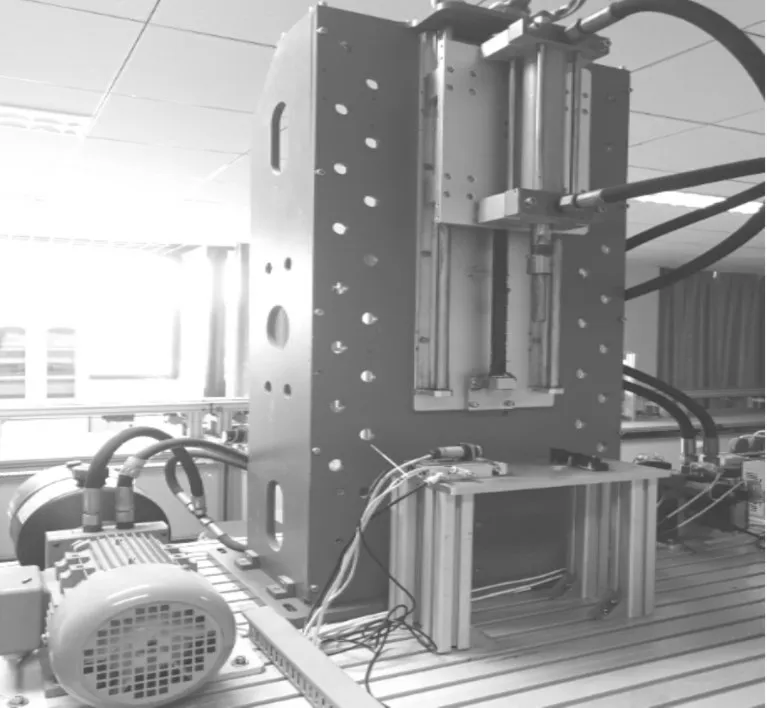
图5 冲压单元的基本硬件结构
2.4 柔性制造综合实验平台——多轴加工
为模拟生产中的铣削工艺,搭建多轴加工单元,选择直线导轨、滚珠丝杆、十字滑台、光电传感器、限位装置、伺服电机及驱动器、直流减速电机、控制继电器模组等作为站点主要部分[4]。其组合后的多轴加工单元基本结构如图6 所示。学生需综合西门子PLC、单片机、传感器、工业机器人以及电机控制等知识来完成实验。
图6 多轴加工单元基本结构
当系统上电启动后,多轴加工单元对放置在十字滑台加工区上的物料进行预备处理和铣削处理。预备处理环节:十字滑台加工区的红外传感器检测到有待加工物料被放置到加工区台,十字滑台的加工区定位气缸开始工作,并固定待加工物料在十字滑台加工区。铣削处理环节:多轴模拟加工中心随即运动到预定位置,加工单元主电机启动,根据物料表面形状进行铣削模拟加工,同时十字滑台可以在X轴、Y轴两个方向运动,配合主单元完成加工,加工完毕后,定位夹紧气缸打开,工业机械臂将该站点加工好的物料搬运至下一个站点[12]。
2.5 柔性制造综合实验平台——喷涂单元
为模拟生产中的喷涂工艺,喷涂单元的主要构成有喷涂室、喷漆枪、导轨、加热器、温湿度传感器、冷却器、光电传感器、指示灯、显示屏等。其基本结构如图7 所示。学生需综合西门子PLC、单片机、传感器等知识来完成实验。其基本工作流程:当系统启动后,电感式传感器检测到承装物料的托盘到位,传送带暂停;光电式传感器检测到物料件信号,电机动作带动连杆机构运行,拉动喷枪来回移动模拟喷涂,延时5 s 喷涂完成;喷涂停止后,加热模拟器开始加热,同时加热指示灯亮,显示屏显示实时温度,温度上升至设定温度值时,加热完成;加热停止后,冷却风扇开始工作,温度下降至常温,烘干完成;然后,阻挡气缸缩回,传送带继续运行,托盘和物料件被传送到下一单元。

图7 喷涂单元结构
2.6 柔性制造综合实验平台——其他单元
为了使学生能够体验并学习更多的加工工艺环节,此柔性制造综合实验平台还搭建有加盖单元、穿销单元、检验单元和仓储单元。其整体综合实验平台如图8所示。该综合实验平台可以完成西门子PLC、单片机、传感器和工业机器人4 项实验,既可以综合开设,也可以独立开设,将设备利用率提高了四倍。
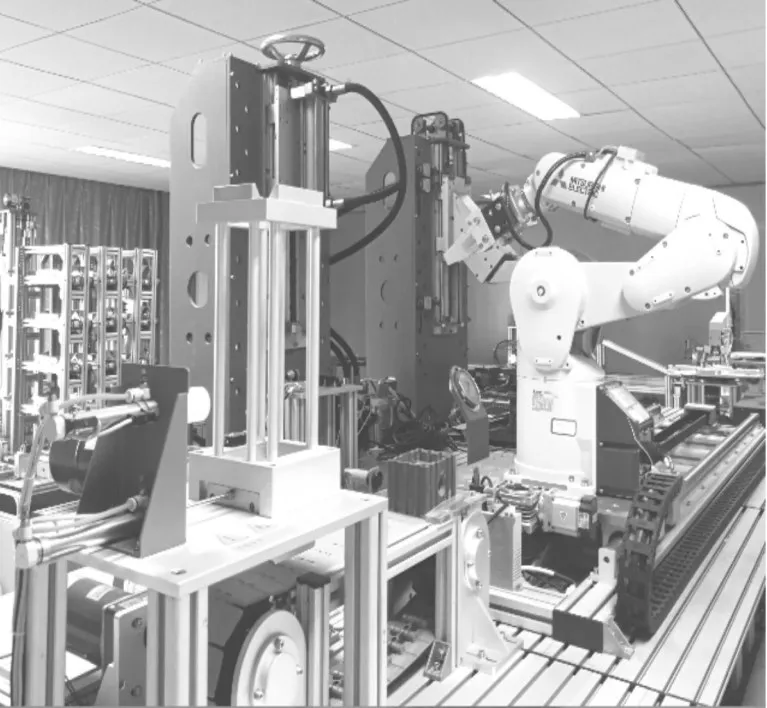
图8 整体实验平台
3 管理分析
3.1 信息采集
在主要站点加入加工物料数量采集的计数传感器[13]、接近开关传感器、行程开关传感器、故障状态计数器并连接至STM32F103(VET6)控制器汇总[10]、统计,显示在LCD 显示屏模块上。记录易损件损坏次数和对应实验,统计出实验易损比或者损坏率。
3.2 数据对比分析
采用新增加的信息化采集,统计如表1 所示。11 个主要站点完好率如表1 所示(以开展100 次综合实验为例。备注:实验前设备全部检修,可正常运行)
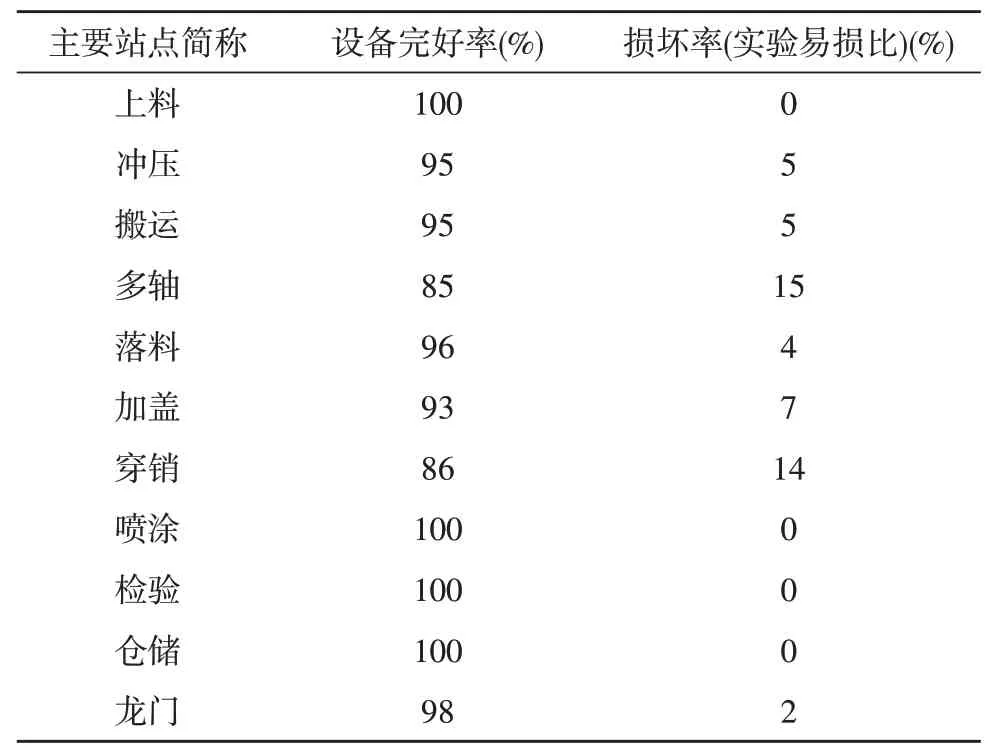
表1 主要站点完好率
表1 的数据清晰显示出,多轴加工单元实验后的完好率最低,损坏率最高,其次是穿销单元。一般实验室故障率不大于10%的设备,按1∶2 备用易损配件,表1 统计显示多轴加工单元和穿销单元故障率高于10%,低于20%,应设置1∶4 备用易损配件,可降低两倍采购配件频率,便于快速维修设备,提高设备使用效果[14-17],还可以适量减少其他站点的备用配件数量,减少资源浪费。
4 结束语
根据实际场地、教学计划和经费等综合因素,选择了性价比高,较为可靠的实验平台和硬件,搭建了柔性制造综合实验平台,从而使学生对目前制造业的主要生产流程有了更直观的了解和认识,并对所学的传感器相关知识、工业机器人相关知识、控制理论相关知识、PLC 相关知识等进行综合应用,将以往单一设备的利用率提高了约四倍。
加入数据采集和统计的信息化辅助管理后,方便得知设备主要站点完好率(损坏率),为合理分配易损件提供了支撑,解决了盲目备件的资源浪费和采购频率高的问题。