汽车塑料油箱吹塑成型生产技术现状及发展趋势分析
2021-06-24刘军强
刘军强
(秦川机床工具集团股份公司本部,陕西 宝鸡 721009)
0 前言
随着全球环境的日益恶化,世界上许多国家纷纷采取措施来降低污染,其中包括对汽车尾气排放量和燃油泄漏量的限制。众所周知,燃油系统是整车污染排放中HC化合物的主要来源之一。研究表明,在整车HC化合物的排放量中,约有45%来自于燃油系统和曲轴箱,所以提高塑料燃油箱的防渗透性能就成为整车尾气排放达标的最直接、最有效和最重要的途径。
汽车塑料燃油箱因其重量轻、防腐能力强、造型随意、寿命长、安全性能高等优点,已被越来越多的汽车生产厂商及用户所接受。近几年得到了普遍推广与应用。目前常用的塑料燃油箱一般为六层,其结构为从外到内分为新料层、回收料层、粘结层、阻隔层粘结层、新料层。由于多层燃油箱有阻隔层,所以其抗燃油渗透能力更强。
面对越来越严峻的环保压力,国家对汽车塑料燃油箱的要求也在不断提高。针对这一系列变化,汽车塑料燃油箱行业该如何应对呢?下面将就汽车塑料燃油箱的相关标准以及国V、国Ⅵ塑料燃油箱生产的技术现状,以及混合动力汽车塑料燃油箱的不同要求,并对汽车塑料燃油箱的发展趋势与前景做以简单分析。
1 汽车塑料燃油箱的相关标准
对于汽车塑料燃油箱的国家标准,目前有两份,一个是根据强制性国家标准 GB 18296—2019规定,汽车塑料燃油箱是满足国家强制安全性能要求 即:耐压试验、角锤冲击试验、耐热试验、耐火性试验的要求外。还要满足汽车污染物排放标准的要求。
早在2016年12月27日环境保护部、国家质检总局就已联合发布了《轻型汽车污染物排放限值及测量方法(中国第六阶段)》,即轻型车“国Ⅵ”标准。并明确提出,于2020年7月1日起分阶段实施的国Ⅵ污染物排放标准,新标准比现在实行的国V标准加严40%至50%。虽然主要是对整车的要求大幅提高,但作为汽车燃油系统的一部分,汽车塑料燃油箱的要求也将大幅提升,特别是汽车塑料燃油箱密封性和渗漏性要求的提高幅度较大。
2 汽车塑料燃油箱的技术现状
2.1 国V油箱生产技术现状
图V油箱生产设备见图1。
2.1.1 生产工艺的提升
国内汽车塑料燃油箱的生产也有二十多年了,对于塑料燃油箱的设计、设备以及生产工艺的技术积累,足以应对国家标准的要求提高。而国V塑料油箱的生产,伴随着市场要求的提升,也在不断与时俱进,首先在生产上,追求高效率、自动化;其次,在油箱的工艺与设计上也增加了一些功能。塑料油箱生产目前主要所采取的措施有以下几点:
(1)油箱内部增加防浪板。
(2)油箱增加卡环;其中第一条,为功能上的增加,目的是防止汽车上下坡时,油路不畅。
增加卡环,相对简单些,只需要增加一台机器人,在合模前,将卡环放置在模具内,即可生产。当然,控制程序需要做相应改动。如图2所示。油箱内部增加防浪板,则需要新的扩张吹胀机构,目前,主要配备按四杆或六杆扩张。利用扩张机构,扩开料坯,然后从下面将防浪板送入料坯内固定位置,预合模,抽出升杆,合模吹塑,过程如此。

图1 油箱生产设备-多层中空吹塑成型机

图2 机器人放置卡环
2.2 国Ⅵ塑料油箱技术进展
根据新标准的要求,汽车燃油箱最主要的改变是大幅提升密封性和渗漏性要求。塑料油箱原有生产工艺将无法达到要求,因此将对整个行业产生以下影响:
(1)单双层塑料燃油箱,以及氟化处理技术等将会彻底被淘汰。
(2)EVOH厚度比例由原来1%~3%,提高到3~5%,通过提高阻隔层EVOH的厚度比例来减少燃油渗漏。
(3)必须根据新的标准与要求,对生产工艺与生产设备进行升级换代。而与国V油箱相比,最大的变化在于,油泵油管等集成件放置油箱内部。
2.2.1 油泵放置油箱内部的两种方案
将油泵安装于塑料油箱内部,是相对而言比较复杂些,安装完成后的油箱内部结构如图3所示。目前主要有两种方案,两种方案各有利弊,生产厂家可以选择适合自己的方案实施改造,或者直接订购国Ⅵ油箱生产设备。

图3 国Ⅵ油箱内部结构图
第一种方案,简单些,将油泵等内置件集成直接从下面放置于塑料油箱内部。其关键在于这一套放置内置集成件的机构,包括了六杆扩张机构、预夹机构、伸缩机构等。先用机器人将集成件放置于机构的固定位置,其它动作与防浪板的放置动作相似,但设备安装地基必须设置地坑。
第二种方案,简称“两片式”。具体工艺工程如图4所示。简单地说,先将料坯劈开,形成单独两片料坯,然后将内置集成件从前方或者后方置入,再进行合模,吹塑成型。此方案有三个关键点。其一,料坯的劈开形成两片,必须可靠稳定,刀口整齐;其二,预成型,保持两片料坯的温度,又不能相互粘结;其三,内置件的激光焊接。必须位置准确、焊接牢固。

图4 两片式工艺过程
2.2.2 生产设备的改进与设计
根据以上两种生产工艺方案,生产设备需要进行相应的改进或重新设计,以完成最终生产合格塑料油箱的目的。下面具体说明要生产国Ⅵ塑料油箱,生产设备需要作何考虑。
(1)机头部分:多层共挤机头,结构基本不变。但要评估产量增加时,是否对机头的熔体分配有影响。如果采用两片式方案,则需要增加将料坯劈开的装置,原理如图4所示,且要保证两边的型坯舒展平整,便于后续的成型。
(2)挤出部分:挤出部分整体配置可以保持不变,但建议整体配置增加,即整机总产量加大,因为两种方案都有可能增加飞边的重量,生产同样的油箱,国Ⅵ油箱比国V油箱,飞边重量增加10%到20%。
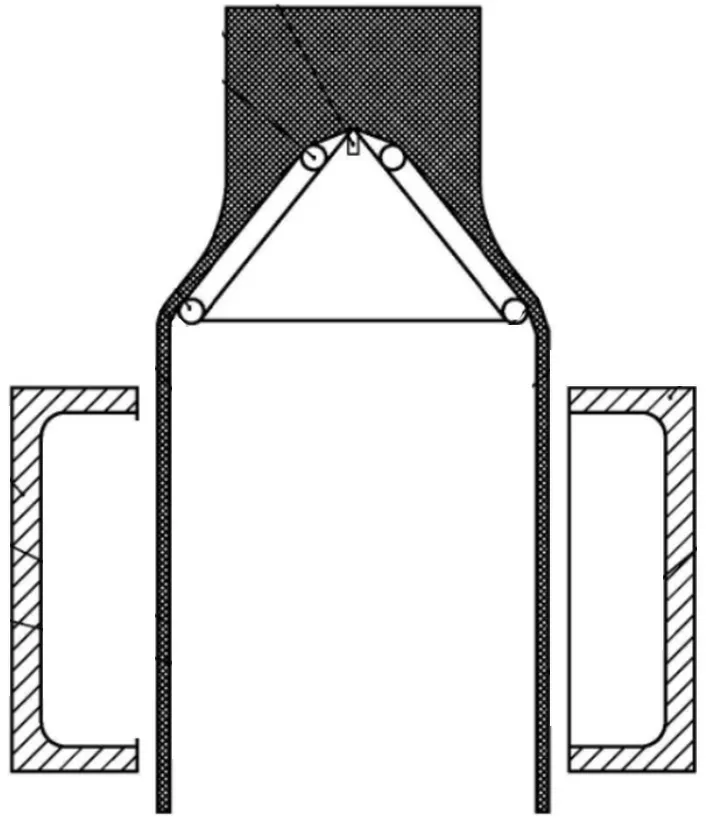
图5 型坯劈开原理图
(3)成型机部分:成型机是改动最大的,首先要评估是否加大合模距离,以便于留出足够的空间,放置改进后的吹胀扩张装置。由于成型机上的部件与动作增加,最好成型机为固定状态。如此既增加动作可靠性、也能让管线排布更简洁。
(4)吹塑模具需要根据不同的生产工艺和汽车空间进行重新设计。
设备与生产工艺的改造与设计,是一个系统的工程,需要考虑每一个细节。以上只是塑料油箱吹塑生产设备主要部分的改进建议。其它部分也会根据不同的要求,做相应的改进与调整。
2.3 混合动力汽车燃油箱技术现状
混合动力,目前多为油电混合(PHEV)。普通内燃机汽车,油泵始终向外泵油。汽油虽然也在油箱内有挥发,但是随着泵油,油箱内压力始终保持平衡。而混合动力汽车在纯电动模式下,发动机不工作,而汽油却是一直在挥发,油箱内就会产生压力。一般会在供油系统多设置一个回路装置,用于自动排掉多余气体。“最新的技术是采用储油同时用作蓄压器的燃油压力油箱,即高压油箱。也就是说,采用纯电动行驶模式时燃油箱内的汽油蒸气直接在燃油箱建立压力,同时为了解决燃油压力油箱的加油问题,采用电子控制系统进行压力控制。”[1]

表1 油电PHEV与传统油箱压力值
从表1可以看出,对于油电混合动力汽车燃油箱比传统燃油箱内压力增加不少,特别是密封燃油箱,即高压油箱。由于这种高压燃油箱需要承受更高的压力,因此对燃油的气密性、内压稳定性和机械轻度则提出了更高的要求。
由于混合动力汽车塑料燃油箱要求的提高,所以在油箱生产的工艺工程中,为使最终产品能够满足要求,必须从原料性能、成型工艺等方面进行考虑。比如原料性能方面,在原来要求的基础之上,需要提升刚性与韧性;而成型工艺方面可以适当提高吹塑压力,提高油箱内部的承载压力。其他吹塑成型工艺与普通塑料油箱的生产工艺相同。
3 汽车塑料燃油箱的发展趋势分析
(1)就目前技术现状来讲,伴随着汽车工业的发展和国家对环保要求的提高,汽车燃油箱的生产工艺也要顺势而变,必须进行生产工艺及设备的技术改进措施,以达到国家的要求,为国家的节能减排,为建设和谐绿色环保的生活环境做出自己的贡献。
(2)而根据国家发展规划,汽车工业未来将会以新能源为主,比如电能、氢能等。用新能源逐步替代对燃油依赖,可能到那时,将是汽车塑料燃油箱产业退出的时候,但这是一个伴随技术与社会发展的过程。
(3)就接下来十年来讲,将是一个此消彼长的过程。这一过程,需要汽车塑料燃油箱生产厂家一方面技术改进,满足现阶段的市场需要,另一方面做好开拓新的市场,做一些转型的准备。
面对社会发展,时代进步的潮流,我们只有整好心态、调好脚步,昂首向前才能不被时代淘汰,在危机中寻找新的机遇,迎接新的希望。
