破壁机搅打区域流体仿真分析
2021-06-22叶国林朱俊杰
叶国林 朱俊杰
(1.广东万家乐燃气具有限公司 佛山 528300; 2.河源职业技术学院 河源 517000)
引言
破壁机是这几年来比较热门的养生小家电,它能够打破食物细胞壁,实现细腻口感以及食物营养的充分释放,可以制作各种新鲜美味的饮品、果汁、煲粥炖汤等。许多企业通过调整破壁机的相关结构参数来改善粉碎效果,但对破壁机流场中相关的流动特性及搅打研磨的技术研究不透彻,导致耗费大量的人力和物力。而流体仿真分析使研究者通过图像来查看流场的流动情况,具有成本低、速度快等优点。
本文利用流体动力学软件FLUENT对我司某款破壁机进行分析并得出搅打区域的流动特性,让我们对破壁机搅打区域流体运动速度、湍动能、刀片表面的压力及剪切力的分布规律有了进一步的理解,影响家用破壁机的搅打研磨的关键因素比较容易分析出来,为破壁机搅打区域结构优化提供一定的理论依据[1]。
1 流体域处理与网格划分
1.1 破壁机流体域的处理
选用我司某款破壁机的杯体组件,画出杯体区域及刀片的UG NX8三维模型并保持刀轴轴线与Z轴重合,如图1所示,杯体底直径D1为105.6 mm,杯体顶直径D5为145.2 mm,动域直径D2为85 mm,动域高度H1为30 mm,刀片轴直径D3为12 mm。由于破壁机的容量范围一般为1500 mL左右,近似计算搅打区域高度H2为120 mm,刀片的最大直径D4为72 mm,刀片与杯体底距离为 21 mm,破壁机搅打区域充满液体水,电机转速N=20 000转/分钟,利用布尔运算将三维模型简化为杯体静止区域和刀片转动区域[2]。
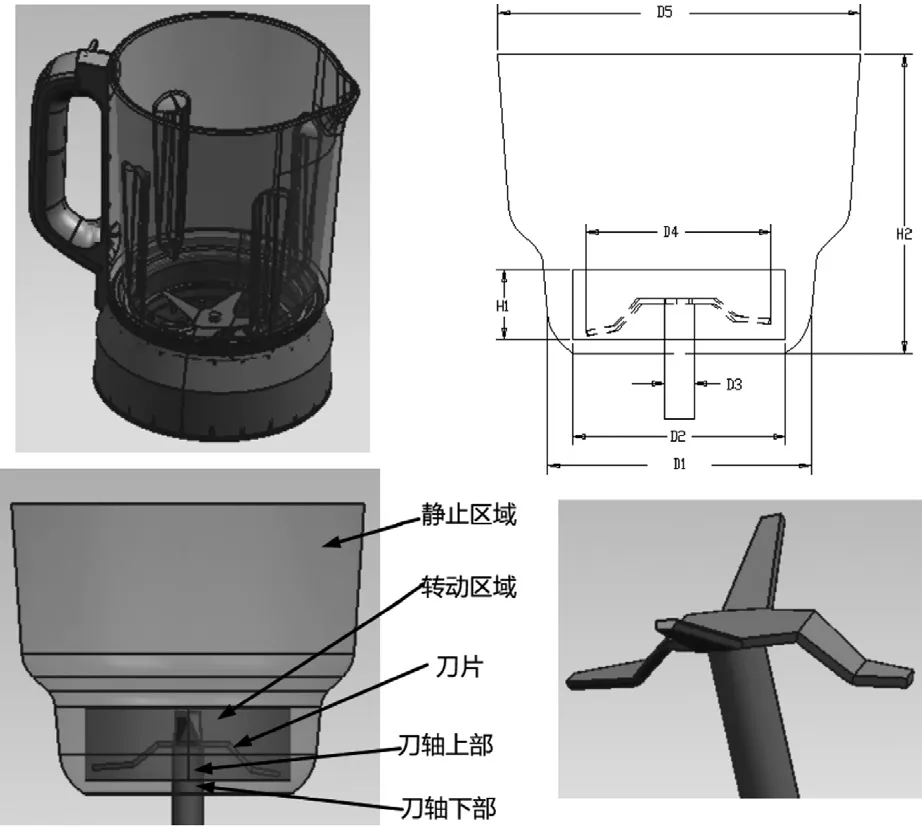
图1 破壁机的几何模型
1.2 网格划分
采用FLUENT前处理软件ICEM中的四面体和六面体组成的混合网格方式对静止区域、转动区域分别进行网格划分,并组合成破壁机杯体区域网格如图2所示,其中转动区域采用较细密的网格尺寸为1 mm,静止区域的网格可以稀疏一些,其尺寸为5 mm,保证计算精度的情况下且使计算时间最短[3]。
2 流体模型选取与边界条件
选用多参考系模型方法,定义含有刀片的转动区域在旋转参考系下计算,按照右手定则将其转速设置为20 000 r/min,静止区域默认静止参考系。将转动区域的上表面、侧面及下表面与静止区域相配合的接触面分别设置为3对Mesh Interface,使得转动区域与静止区域之间的数据能在接触面上相互调用。模拟计算时将破壁机静止区域和转动区域选择水作为材料参数设置,选用FLUENT标准k-ε湍流模型,重力方向指向Z轴负向,如图2所示。压力-速度耦合选择SIMPLEC算法,进而对模型进行3 000步迭代求解[4]。
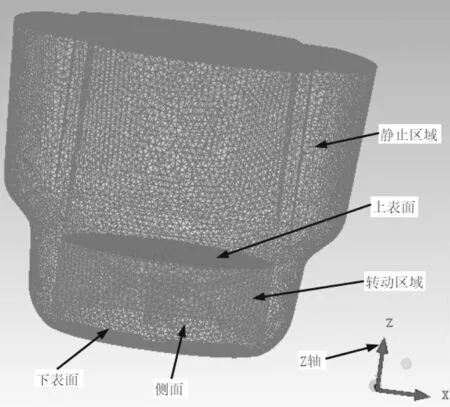
图2 破壁机静域和动域的合成网格
3 仿真结果分析
3.1 杯体内速度场分布
破壁机杯体流场剖面的速度矢量图如图3所示,从Z截面速度矢量图可以看出刀片周围主要形成径向流,从刀片到杯体内壁方向的速度在逐步递减。从Y截面速度矢量图可以看出受刀片角度的影响食物被甩出,到达杯体内壁后大部分向上运动,小部分向下运动,都会沿着杯体的中轴线轴向流回,这种双循环流动可以带动食物从杯底及侧壁面快速流动而不会有沉积现象。而且杯体中心箭头分布比较稀疏,验证了实际生活中杯体在高速刀片搅打食物的情况下中心偏上部分会形成空心漩涡[4]。

图3 杯体流场截面的速度矢量图
3.2 刀片横截面的流场分布
如图4刀片横截面的速度云图,可以看出最大速度出现在刀刃刀齿边缘,在杯体壁面以及刀片轴心处速度较小。图5为刀片周围湍动能分布,刀刃刀齿处产生的湍动能较强可以提高食物的混合与粉粹效果,而在远离刀片的大部分区域,湍动能逐渐减小[5]。图6是刀片横截面上压力分布规律,可以看出刀片的刀刃刀齿处总压力、静压力较大,而在刀片的刀背处压力较小,由于整个刀片上所承受的压力不相同,使得不少破壁机刀片在工作过程中磨损钝化、甚至出现刀刃刀齿变形及龟裂现象[6]。
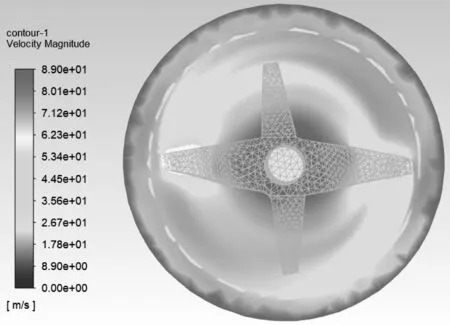
图4 刀片横截面的速度云图
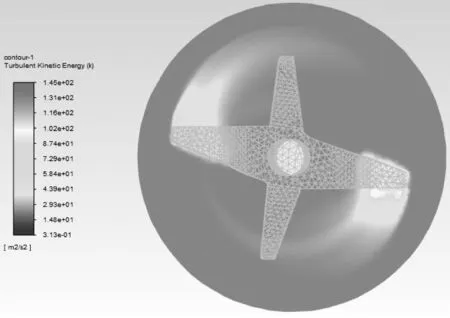
图5 刀片横截面湍动能分布
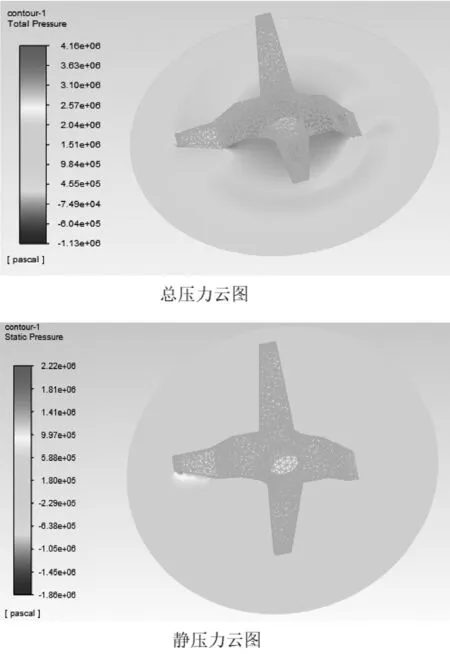
图6 刀片横截面压力分布
4 杯体结构优化对比分析
目前,家用破壁机刀片有四叶、六叶及八叶等不同结构形式,刀片形状及数量的不同杯体内流场也会发生变化,以四叶刀为基础进行仿真分析,并对刀片的偏角、扰流筋数量及刀片数量参数的不同进行仿真分析,如图7所示,选取刀片偏角分别为0 °、向上偏转31 °;刀片直径D为72 mm;扰流筋数量为零;刀片离杯底距离H为21 mm。如图8所示,偏角为0度对应的轴向速度是15.9 m/s;偏角为 31 °对应的轴向速度是24.9 m/s,偏角为31 °时轴向速度有所增加,有利于杯体内形成双循环流动。如图9所示,偏角0度的湍动能为195 m2/s2,偏角31 °的湍动能为407 m2/s2;偏角0 °的剪切力为15 400 Pa,偏角31 °的剪切力为29 900 Pa,可以看出偏角31 °的湍动能和剪切力都有所增强,杯体内流场的湍动能越大,食物的混合能力越强[7]。
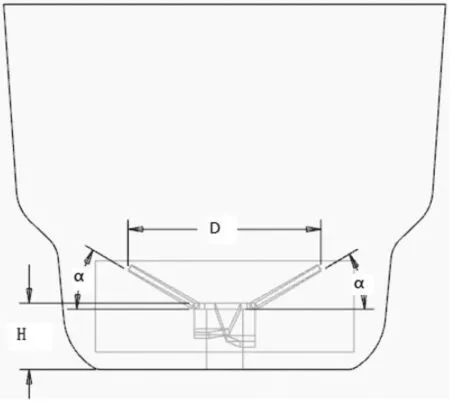
图7 刀体参数优化示意图
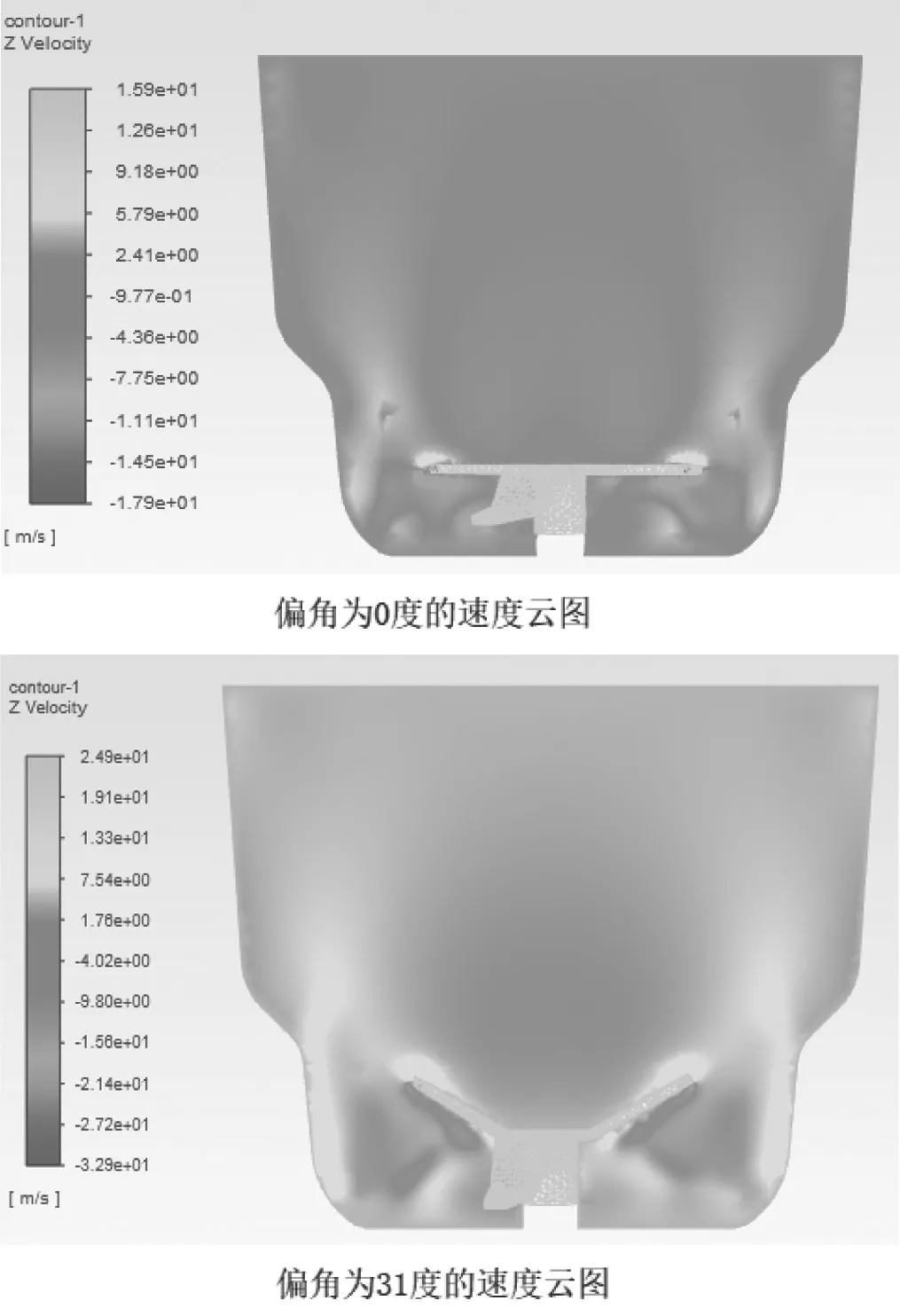
图8 刀片不同偏角的轴向速度云图

图9 刀片不同偏角的湍动能和剪切力云图
如图10所示,选取刀片偏角向上31 °;刀片直径D为72 mm;刀片离底距离H为21 mm;扰流筋数量为零或为四条扰流筋。如图11所示,扰流筋为零的速度为89 m/s,扰流筋为四的速度为89 m/s;扰流筋为零的湍动能为407 m2/s2,扰流筋为四的湍动能为544 m2/s2;扰流筋为零的剪切力为29 900 Pa,扰流筋为四的剪切力为35 100 Pa。可以看出扰流筋为零的湍动能和剪切力比较低,由于旋转刀片的离心力作用,使得食物被甩出后沿着杯体壁面一直做离心运动,造成食物与粉碎刀片的碰撞机会减少。扰流筋为四的速度并没有减少,然而湍动能和剪切力有所增强,因为扰流筋的扰流作用,使得杯体内部涡流数量增多、湍动能增强,同时被甩出的食物碰到扰流筋时减弱食物受高速旋转刀片的离心力作用而一直在刀片上方做旋转运动,使食物能够及时的沿着杯体的中轴线返回,增加了食物与粉碎刀片的切割粉粹次数,达到打破食物细胞壁的效果[8]。

图10 杯体扰流筋几何模型

图11 杯体不同扰流筋的速度云图、湍动能和剪切力
如图12所示,选取刀片偏角向上31 °;刀片直径D为72 mm;刀片离底距离H为21 mm;扰流筋数量为四;刀片数量为四或为六叶。如图13所示,四叶刀的径向速度为18.9 m/s,六叶刀的径向速度为28.9 m/s;四叶刀的湍动能为544 m2/s2,六叶刀的湍动能为576 m2/s2;四叶刀的剪切力为35 100 Pa,六叶刀的剪切力为36 700 Pa,可以看出六叶刀的径向速度、湍动能和剪切力有所增强,提高食物被粉碎刀片的切割粉粹效率,实现出渣率少、细腻口感以及食物营养的充分释放[9]。

图12 四叶刀、六叶刀几何模型
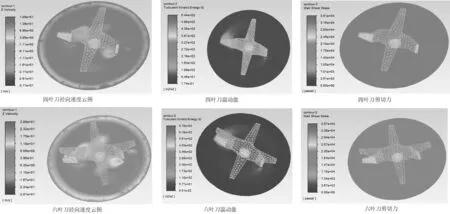
图13 四叶刀和六叶刀的径向速度云图、湍动能和剪切力
5 结论
本文使用FLUENT流体仿真软件对我司某款破壁机流场进行仿真分析,得出刀片周围的流动主要是径向流,在刀片上下形成双循环流动区域。通过对刀片的偏角、扰流筋数量及刀片数量的结构改进分析比较,可知增加刀片的偏角、扰流筋数量及刀片数量后流场的径向速度、湍动能和剪切力在增加,增加食物被粉碎刀片碰撞切割的机会,从而在一定程度上提高了食物的粉碎效率。使人们初步了解杯体内流场分布规律,优化杯体组件各参数指标,为提高家用破壁机搅打粉碎效果提供了重要理论依据。