基于Minitab 的自动打印贴标机优化改进
2021-06-18潘佳月张鸿强
潘佳月,张鸿强
(甘肃烟草工业有限责任公司天水卷烟厂,甘肃天水 741020)
0 引言
烟草行业一号工程,即烟草行业卷烟生产经营决策管理系统,是烟草行业近年来最大的一个信息化工程项目,通过一号工程码可以实现对生产的卷烟牌号、规格、流向等信息和产品质量信息进行追溯[1]。因此,确保烟箱上一号工程码的完整有效,将是实现质量追溯的必要前提。
1 存在问题及现状分析
对于卷烟生产企业来说,节能降耗是一个永恒不变的主题,如何使生产效率最大化,如何控制成本,是上至决策层下到普通职工共同关注的焦点[2]。对天水卷烟厂2018 年度辅联设备维修费用进行分析,发现导致该厂辅联设备维修费用超标的主要原因是打印贴标机打印头的更换费用,因此,如何有效降低打印贴标机打印头的维修费用,是控制设备维修费用的主要途径。
目前天水卷烟厂共有7 组打印贴标机,均为马肯依玛士公司生产的Cimjet300 系列自动打印贴标机,在使用过程中普遍存在打印头易磨损、打印头消耗高的情况。为准确分析车间打印贴标机打印头使用情况,对2018 年5 月—2019 年4 月的打印头消耗情况进行了统计(表1)。
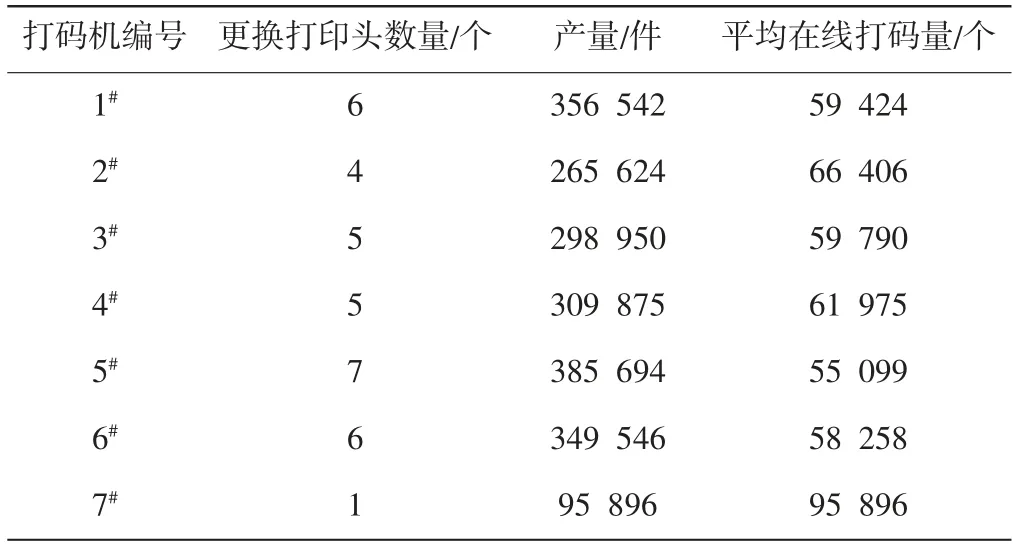
表1 在线打印贴标机打印头寿命相关数据统计
通过计算,每个打印头平均可打印一号工程码数位65 264个。根据热敏打印头使用说明书,可知型号为KHT-107-12PAJ1-MKM(1293 Ω)的热敏打印头的理论打印寿命大于30 km,以当前打印的一号工程码尺寸可以计算出额定打码量约为28 万张。由此可以看出,当前该车间的打印头实际打印量远小于理论值。
2 改进措施
热敏打印机有选择地在热敏纸的确定位置上加热,由此就产生了相应的图形,加热器排成方点或条的形式由打印机进行逻辑控制,当被驱动时就在热敏纸上产生一个与加热元素相应的图形。控制加热元素的逻辑电路,同时也控制着进纸,因此才能在整个标签或纸张上印出图形[3]。结合生产过程以及热敏打印机的打印原理可知,造成打印头更换的主要原因是打印头个别阵点的损坏或打印的条码模糊、无法被有效识别,因此对上述原因进行了针对性改进。
2.1 打印方式的改进
条形码是由宽度不同、反射率不同的条和空,按照一定的编码规则(码制)编制成,用以表达一组数字或字母符号信息的图形标识符。常见的条形码是由反射率差很大的黑色线条和白色线条组成的,由于白色物体能反射各种波长的可见光,黑色物体则吸收各种波长的可见光,所以当条形码扫描光源发出的光照射到黑白相间的条形码上时,反射光照射到光电转换器上,并转换成相应的电信号输出到放大整形电路,最后经译码器译成数字、字符信息,便完成了条形码辨读的全过程[4]。
由上述分析可知,在条码扫描过程中只要条码有一定的区域完整有效,即可实现对条码信息的识别,若由于某个阵点损坏、导致条码线条缺失,则不能实现条码信息的有效识别。因此,可以通过改进条码打印方式,由原有的横向打印变更为竖向打印,使损坏的个别阵点均匀缺失在条码各线条上,而避免损坏的阵点导致条码某个线条的整体缺失,进而影响条码信息的识别。
2.1.1 模拟测试
通过上面的分析,理论上可以通过改变模板内容实现方向改变。为验证方案是否可行,查阅相关打码机说明书资料,并在当前模式下修改内部模板内条码方向,用当前标签纸进行了测试。事实证明,该方案可行,可以实现条形码的横向打印模式。
2.1.2 标签纸及碳带的材料要求
根据测试结果,只需要将原有一号工程码转向即可,条码几何尺寸保持不变,因此只需定制尺寸条码尺寸为105×75 mm 的标签纸(纵向粘贴)及宽度为75 mm 的碳带即可,另外标签纸最大卷直径不能超过350 mm。
2.1.3 一号工程码模板调整
利用打码机图标管理软件(CT52),将打码机当前所使用的条码方向旋转90°,并保存、下载至打码机,同时对标签纸进给量及退回量位置进行微调(图1、图2)。
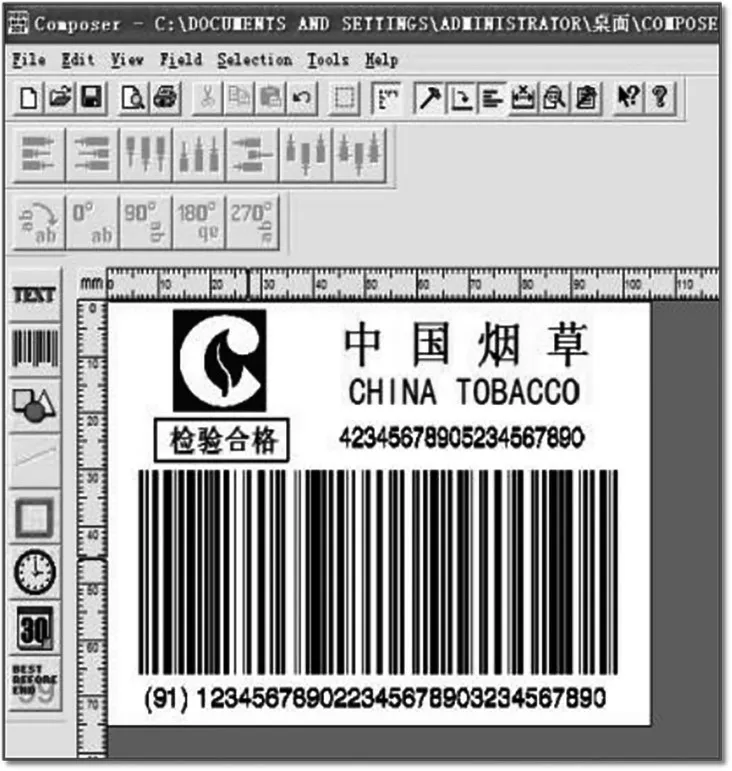
图1 条码模板旋转前
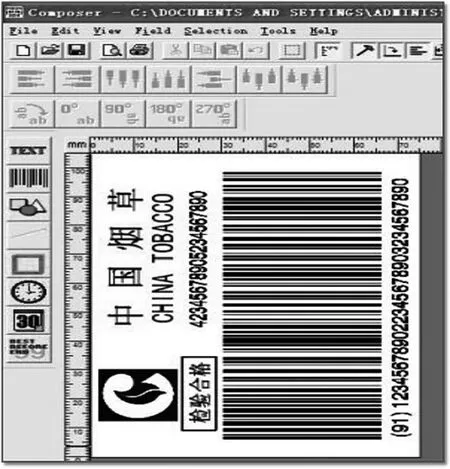
图2 条码模板旋转后
2.1.4 安装调试
为了更好地实现竖向打印,根据条码尺寸制作了专用敷贴板,能够实现更好的条码敷贴效果,同时将打码机悬挂支架、窄轨敷贴板,扫描仪侧装架后,将5#打码机进行转向调整,并在调整后烟箱条码的粘贴位置,对打码机左右位置进行了精确调整,最后顺利实现了条码的打印方式变更。
2.2 打印参数的优化
在一号工程码条码打印过程中,打印贴标机参数设置不合理或打印头压紧力过大,均会造成打印头的急剧磨损,导致打印头更换频繁,通过对打印贴标机相关参数进行调整,发现打印浓度、打印速度以及打印头压紧力的大小对打印头的寿命影响最大。为找到最优参数,设计了DOE(Design Of Experiment,试验设计)试验(表2)[5]。

表2 DOE 实验结果
按照DOE 试验设计顺序,在车间现有的6 组打码机上进行了试验,并将试验结果列入表格,通过Minitab 软件分析后,模型有效但存在弯曲趋势,因此在原有11 组试验的基础上又增加了6 个轴点,再次进行试验,试验分析后绘制了图3。
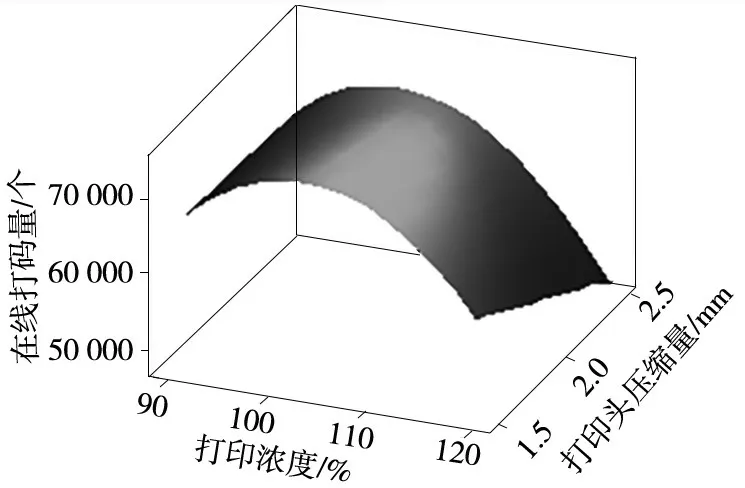
图3 打码量与参数的曲面
通过试验分析,可以看出打印浓度设定值和打印头压缩量之间存在一定的交互作用。为了找出最优值,经过前面的试验分析后,再次进行了响应优化(图4),最终得出当打印浓度为103%、打印速度为180 mm/s、打印头压缩量为1.5 mm 时,打印头寿命最长,可打印84 610 个条码。
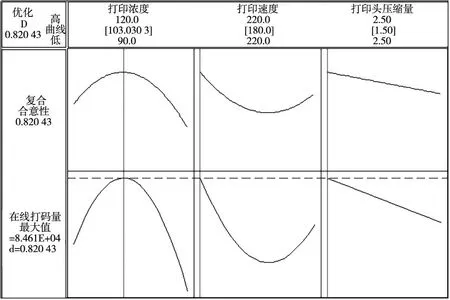
图4 参数优化响应曲线
3 改进效果
为便于统计改进后打印头在线打码量情况,以改进的5#打码机为验证对象,按照优化后的参数进行设置,并采用竖向打印方式,更换新打印头后,在线打码量达到95 423 个时,其中一个阵点损坏,由于为竖向打印方式并不影响条码的打印质量,直至最后打印的条码模糊无法别识别,共计打印条码168 542 个,与改进前的打印量相比打印头寿命提升了约3 倍,大大减少了打印头的消耗量,经济效益显著。
