进口爆破孔钻机配套钻塔的研制
2021-06-16张西坤宋秋锋申寿长刘大仲浦静怡曹继玉魏少军
张西坤,宋秋锋,申寿长,刘大仲,浦静怡,曹继玉,魏少军
(1.河北建勘钻探设备有限公司,河北 石家庄051134;2.陕西省煤田地质集团有限公司,陕西 西安710021;3.石家庄技师学院,河北 石家庄050800)
0 引言
覆盖层和矿体及岩石爆破孔钻进是大多数露天矿山和采石场的一项关键工作,目前生产爆破孔钻机的公司主要有瑞典的Atlas Copco公司,英国的Comp Air Holman公司,美国的Gardner Denver M&C公司,德国的Klemm公司,法国的Montabert SA公司,芬兰的Tamrock公司,俄罗斯的Machinoexport公司等[1-2]。生产的爆破孔钻机有136个品种,主要类型有液压或气动冲击钻机、牙轮钻头回转钻机、潜孔锤回转钻机,钻进直径27~445 mm,孔深一般不超过30 m,号称是“移动的钻井平台”。因为爆破孔布孔密集且数量众多,一般采取不换杆一次成孔施工工艺,这样为保证钻孔深度和施工效率,就要设计成高度较高的整体式爆破孔钻塔[3]。
Atlas Copco公司的DMH 90型爆破孔钻机是一种重载耐用型爆破孔钻机,配套钻塔整体高度27 m,可实现单杆成孔钻孔深度65 ft(19.8 m),由于无需更换钻杆,减少了钻孔辅助时间,从而可提高钻进效率25%以上。为了解决进口产品价格高、周期长等问题,我们进行了进口爆破孔钻机配套ZT 27-45型爆破孔钻塔的研制。
1 ZT27-45型爆破孔钻塔的设计和选材
Atlas Copco公司的DMH 90型爆破孔钻机广泛应用于大型露天矿开采的爆破孔钻孔施工。ZT 27-45型爆破孔钻塔与DMH 90型爆破孔钻机配套使用,为整体式结构,塔高27 m,没有对接。爆破孔钻塔要满足低温条件下承受较大的冲击载荷和交变载荷的使用要求,钻塔的设计结构、材料选择、焊接质量和加工质量直接影响钻机的使用寿命、施工安全和效率,直接影响到钻机的整体寿命。如何满足这些要求,实现替代进口,是爆破孔钻塔设计和制作过程中需要重点解决的问题。爆破作业现场见图1。

图1 爆破作业现场Fig.1 Blasting site
1.1 钻塔的设计要点
ZT 27-45型爆破孔钻塔整体分为钻塔底部井口部分、塔体部分、塔顶部分、链条加压部分、起塔机构部分、维护保养踏板部分、管路托板部分、管路托架部分、联接支撑结构部分等。ZT 27-45型爆破孔钻塔总体设计见图2。
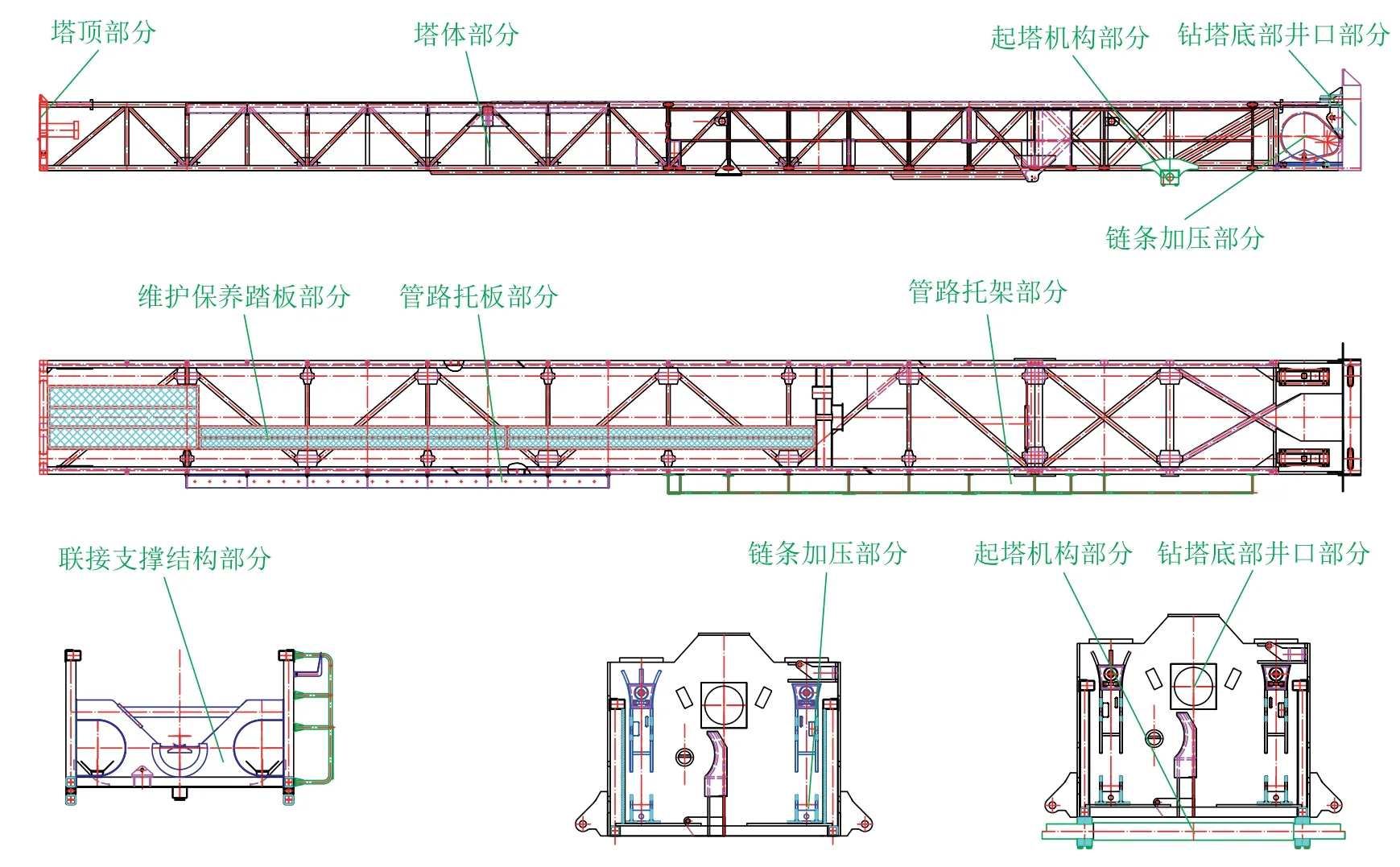
图2 ZT27-45型爆破孔钻塔总体设计Fig.2 General design of ZT27-45 blasting hole drilling mast
(1)钻塔为K型前开口式整体结构,塔高27 m,中间没有对接,强度大,整体性强。这样的设计有利于现场安装,有利于钻进施工,但整体质量14.2 t、不可解体式结构,给加工和运输带来了很多困难。ZT 27-45型爆破孔钻塔详细技术参数见表1。
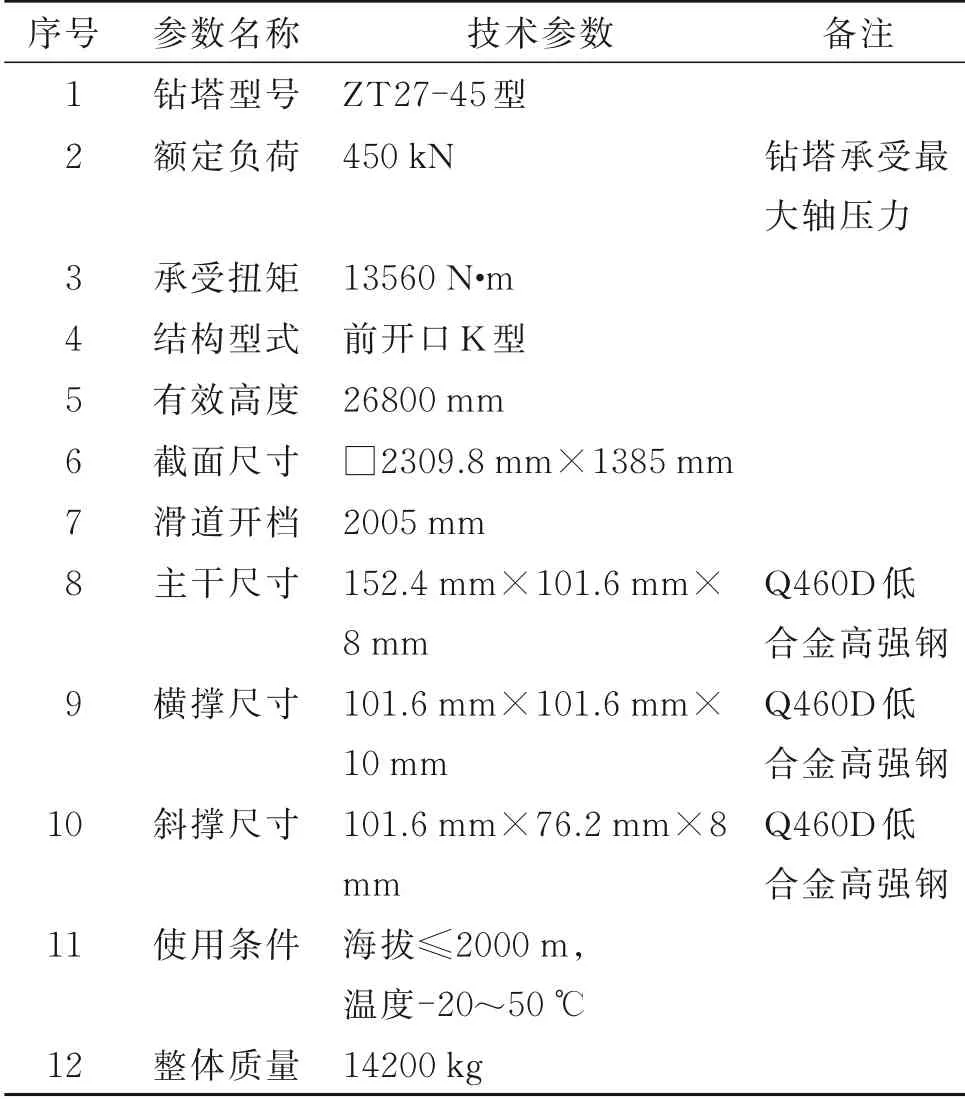
表1 ZT27-45爆破孔钻塔技术参数Table 1 Technical parameters of ZT27-45 blasting hole drill mast
(2)钻塔为液压起塔,高效快捷,适合爆破孔布孔密集、数量众多且起落塔搬迁频繁的施工特点。
(3)钻塔由矩形钢管焊接而成,采用双切斜支撑结构设计(图3a),对比单切斜支撑结构设计(图3b),双切斜支撑结构最大程度地限制了作用在钻塔内部的结构应力,受力状态大大优化。
1.2 钻塔的选材
爆破孔钻塔工作环境恶劣,在承受较大的压力和较大的扭矩的同时,还要保证在低温条件下承受较大的冲击载荷和交变载荷。为保证爆破塔具有良好的综合机械性能和高强度,避免爆破塔制造过程中产生焊接冷裂纹、热裂纹和气孔现象,确保使用过程中稳定可靠,经过查阅《圆形与异型冷成型焊接与无缝碳素钢结构管标准规范》(ASTM A 500—2013)等标准规范,对各种适合的材料进行对比分析,选用奥运主场馆“鸟巢”采用的一种低合金高强度钢Q460D[4]。Q460D有害元素S、P含量低,质量等级高,低温脆性好,在-20℃时具有良好的低温冲击性能。Q460D在保证良好的焊接性的同时,还可以达到良好的机械性能指标[5],对于爆破孔钻塔减轻自重、节约成本、降低制造难度、提高工作效率、缩短工期等方面发挥了积极作用。Q460D低合金高强度钢力学性能见表2、化学成分见表3。
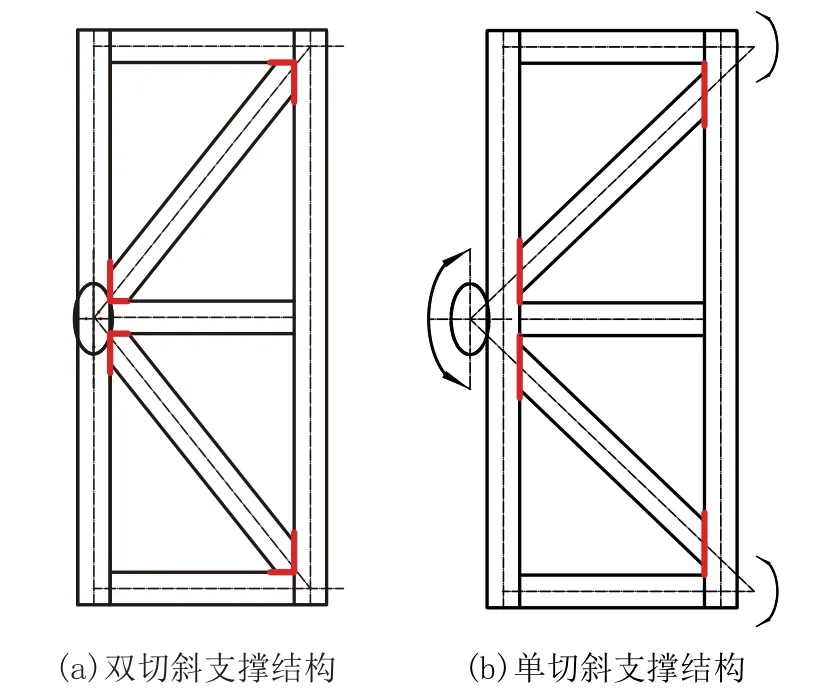
图3 钻塔塔节结构设计示意Fig.3 Design of a mast section

表2 Q460D低合金高强度钢力学性能Table 2 Mechanical properties of Q460D low alloy high strength steel

表3 Q460D低合金高强度钢化学成分Table 3 Chemical composition of Q460D low alloy high strength steel %
2 ZT 27-45型爆破孔钻塔的焊接工艺
2.1 焊接设备
焊接设备采用二氧化碳气体保护焊机,二氧化碳气体保护焊具有焊接生产效率高、生产成本低、焊接变形小、油锈不敏感、焊缝含氢量低、产生气孔和出现冷裂纹倾向小、操作简单等优点[6]。
2.2 焊接材料
焊接材料采用:
(1)GFR-81K 2/Φ1.2药芯焊丝;
(2)99.75%的二氧化碳保护气体。
2.3 焊口处理
按图纸要求气焊下料,将钢管对接处100 mm范围内的水渍、油渍、铁锈等影响焊接质量的杂质清除干净。
2.4 焊接工艺评定
焊接前应进行焊接工艺评定,保证焊缝强度大于母材强度[7]。
(1)按爆破孔钻塔图纸规定的产品制造标准,确定焊接工艺评定的标准,按照《钢结构焊接规范》(GB 50661-2011)进行检验。
(2)按母材的类别(Q460D)、厚度(8 mm)、接头形式(对接焊)、焊接方法(下述“2.5 焊接工艺”)、热处理要求(下述“2.5 焊接工艺”)等,确定需要做评定的评定项目是接头拉伸、焊缝冲击、热影响区冲击。
(3)编制下述“2.5 焊接工艺”,按标准规定的尺寸制备焊接试样,由有资质的合格焊工进行焊接,并进行焊后热处理。
(4)在无损检测合格的部位制取拉伸、弯曲等试样,进行性能试验,合格指标按评定标准的要求,通常应不低于母材(Q460D)。
(5)评定试验结果,如果不合格,则调整焊接工艺指导书中的焊接参数,重复(3)、(4)步过程。
(6)如果试验结果合格,则收集所有相关资料,编制焊接工艺评定报告(PQR),按程序文件规定的流程签署存档,评定完成。
焊接工艺评定试样和检验报告见图4。
2.5 焊接工艺流程
(1)在焊接平台架上进行定位焊。
(2)焊前预热:用气焊将接缝两端80 mm范围均匀加热到150~200℃,用红外线测温仪监测预热温度达到要求。

图4 焊接工艺评定试样和检验报告Fig.4 Welding procedure assessment sample and inspection r epor t
(3)焊接。焊接工艺参数:焊接电流210~230 A,电弧电压24~26 V,焊接速度12~20 m/h。
(4)焊后保温:进行150~200℃+2 h焊后加热,然后包裹石棉布进行缓慢冷却。
(5)钻塔所有机械加工件、焊接件及装配除应符合图样及工艺文件的要求外,还应符合《工程机械机械加工件通用技术条件》(JB/T 5936—1991)、《工程机械 焊接件通用技术条件》(JB/T 5943—1991)、《工程机械 装配通用技术条件》(JB/T 5945—1991)的规定[8]。
焊前预热和焊后保温措施见图5。
2.6 控制和消除焊接残余应力措施
(1)选择合理的铆焊和焊接顺序。焊接时要考虑到焊接变形的影响,提供焊缝变形的条件和渠道,尽可能地随时将焊接应力进行有效释放,从而降低焊接残余应力。一般来说,应先焊接错开的短焊缝,再焊接直通长焊缝,这样就能最大限度地让焊缝收缩,减少焊接残余应力。
(2)选择合理的焊接参数。对于焊缝集中的主干、横撑、斜撑连接处,焊接时应尽可能采用较小的焊接电流和较快的焊接速度,减少焊缝集中区的受热范围,从而减少焊接残余应力。
(3)采用多层多焊道焊接。在多层多焊道焊接时,每道焊缝长度要短,控制好层间温度,在焊缝冷却过程中,采用锤击焊缝的方法去除残余应力,可有效降低焊缝残余应力25%~50%。
(4)采用反变形法。对于薄壁部位的焊接,要预先制造一个反方向的变形,通过焊接变形,既释放了应力,也保证了焊后的形状满足设计要求。
(5)振动时效消除残余应力。采用振动时效消除应力装置对整个爆破孔钻塔进行振动时效处理,选取3~5个主要焊接区域施加振动载荷,使振源与爆破孔钻塔发生稳定共振,利用稳定共振产生交变应力,使焊缝区域产生塑性变形,以达到消除焊接残余应力的目的。
(6)采用预热保温法控制和消除应力。焊接温差越大,残余应力也越大,进行焊前预热和焊后保温可以有效降低温差和减慢冷却速度,以减少焊接残余应力的产生。
ZT 27-45型爆破孔钻塔焊后整体振动时效实施情况和焊后检验超声波探伤实施情况见图6。
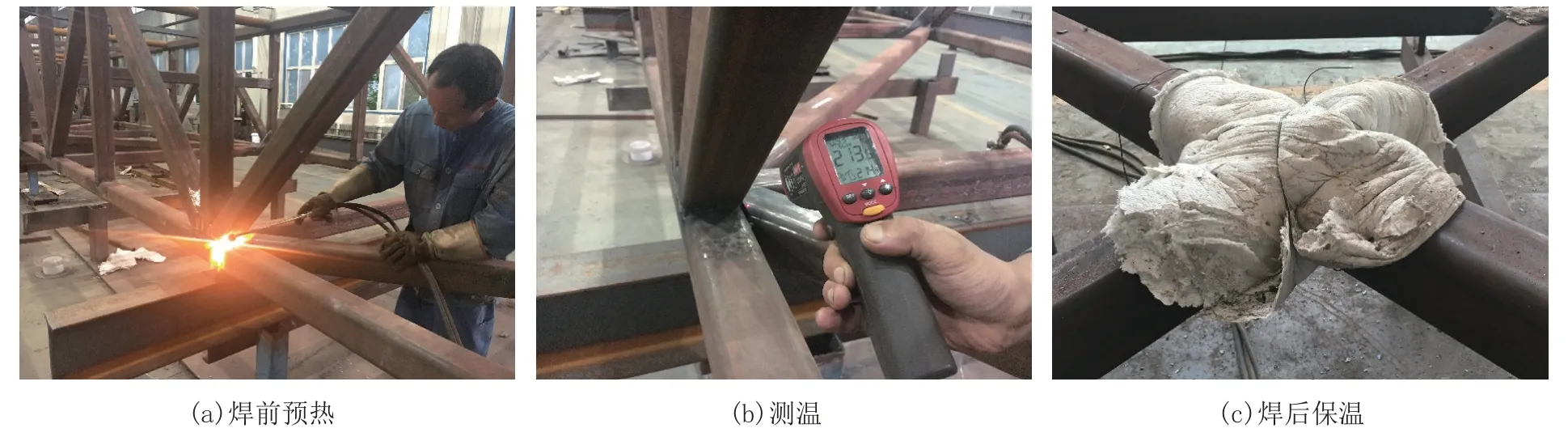
图5 焊前预热和焊后保温Fig.5 Preheating before welding and heat insulation after welding
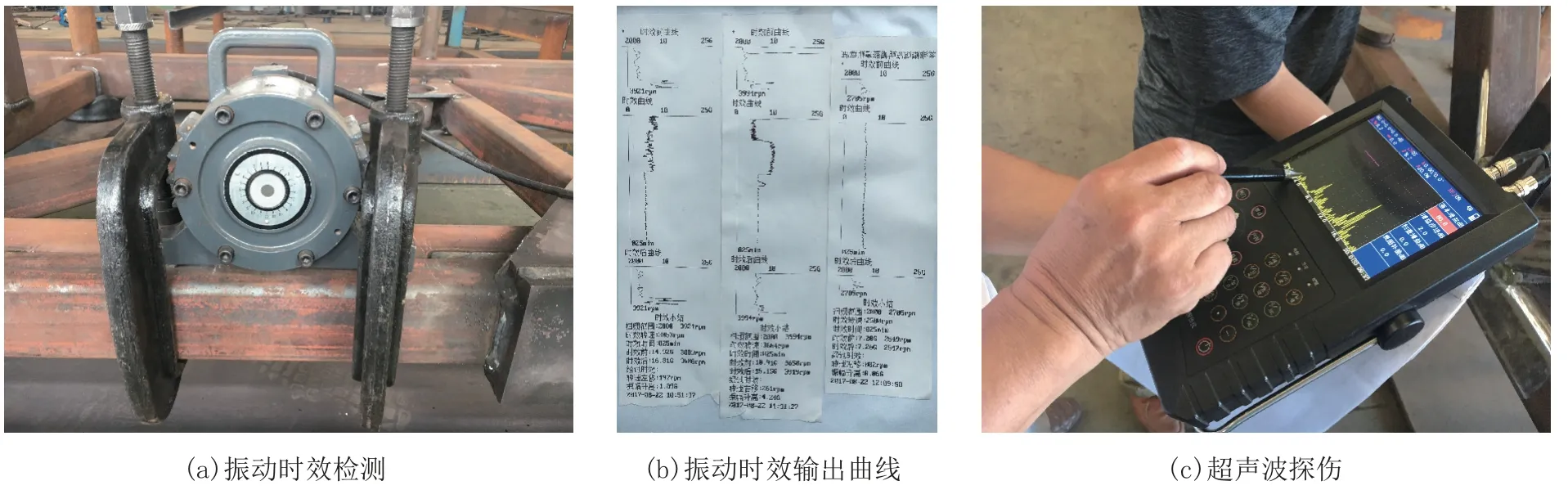
图6 振动时效和焊后检验超声波探伤Fig.6 Vibration stress relief and post weld inspection with ultrasonic testing
2.7 焊后检验
(1)对焊缝余高进行修磨,为无损探伤做准备。
(2)焊后24 h对焊缝进行UT超声波探伤,关键部位100%探伤,一般部位30%探伤,探伤按《焊缝无损检测超声波检测 技术、检测等级和评定》(GB/T 11345—2013)标准达到BI级;进行RT射线探伤,关键部位100%探伤,一般部位30%探伤,焊接质量达到《焊缝无损检测 超声波检测 技术、检测等级和评定》(GB/T 11345—2013)的Ⅱ级要求[9-10]。
2.8 表面涂装
爆破孔钻塔底漆采用环氧富锌底漆,面漆采用聚氨酯面漆。保证涂漆平整、光滑,色泽均匀一致、结合牢固,保证没有起皮、脱落、流痕、涂漏等缺陷[11-12]。
3 ZT27-45型爆破孔钻塔的检验验收
爆破孔钻塔整体验收内容包括资料是否齐全,加工工艺过程是否按要求执行,各部件完整性、焊接质量、整体外观质量、垂直度、油漆色泽和附着力是否达标,附件是否齐全[13-15]。ZT 27-45型爆破孔钻塔加工成品和出厂检验报告见图7。
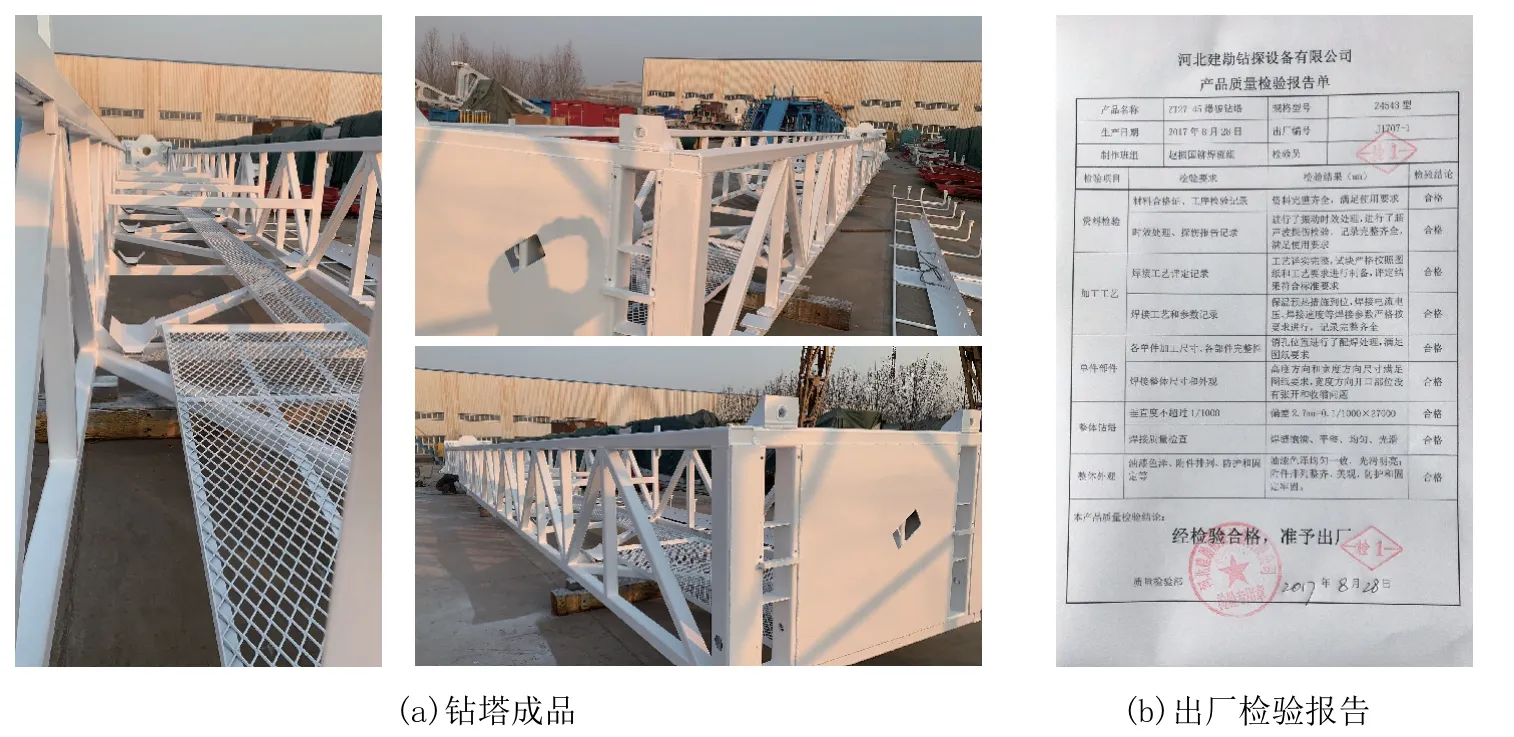
图7 爆破孔钻塔加工成品和出厂检验报告Fig.7 Finished products of blasting hole drill masts and factory inspection report
4 ZT27-45型爆破孔钻塔的应用
2018年冬季,ZT 27-45型爆破孔钻塔在鄂尔多斯煤矿进行露天台阶爆破孔施工作业,钻孔直径250 mm,平均孔深19 m,孔距11 m,排距8 m,台阶高10 m,平均每班完钻10个孔。在恶劣的高寒、易爆、腐蚀、潮湿、风沙的环境下,ZT 27-45型爆破孔钻塔能够高效运行,还保持了良好的低温冲击性能和稳定的综合机械性能。爆破孔钻机施工现场见图8。

图8 爆破孔钻机施工现场Fig.8 Construction site of the blasting hole drill
实践证明,ZT 27-45型爆破孔钻塔安装方便顺利,整体起放灵活可靠,在同时承受最大轴压力(356 k N)和最大扭矩(16.8 k N·m)时,仍然安全可靠,工作正常,没有扭曲变形等异常现象。ZT 27-45型爆破孔钻塔达到了设计和使用要求,完全可以替代原进口产品。
5 结语
(1)ZT 27-45型爆破孔钻塔施工环境恶劣,使用工况复杂,需要在设计选材、对焊焊接、加工装配、涂装喷漆和质量检验上进行严格把关,ZT 27-45型爆破孔钻塔研制在这些方面进行了很多有益的探索。
(2)ZT 27-45型爆破孔钻塔研制在低合金高强度钢大件焊接方面取得了宝贵的经验,通过对这种特殊材料的焊接工艺评定和生产焊接实践,形成了较为成熟的焊接工艺和质量保证措施,在今后类似特殊需要的结构件设计制造时可以进一步推广应用。