PVC聚合釜搅拌叶焊接修复方法
2021-06-16曹忠玉
曹忠玉,郭 吉,刘 凯
(宁夏英力特化工股份有限公司,宁厦 石嘴山753202)
PVC聚合釜在生产过程中由于紧急停车等原因,易发生釜内粘料淤积,致使聚合釜搅拌叶超负荷运转产生断裂性裂纹。在更换备用搅拌叶的同时需将有裂纹搅拌叶进行修复。
采用焊接方法进行搅拌叶修复时,通过正确选择焊材、合理设计坡口、优化焊接工艺等,确保了聚合釜搅拌叶修复后达到使用要求。
1 聚合釜搅拌叶修复技术要求
1.1 聚合釜搅拌叶结构及裂纹产生部位
聚合釜搅拌叶随聚合釜传动装置转动,使釜内物料强烈的流动,充分混合,提高传热、传质效率,实现有效的化学反应。PVC聚合釜搅拌叶常选用后掠式三叶搅拌,也是目前大型聚合釜选用较多的一种搅拌方式。
在搅拌过程中,受力点主要集中在搅拌叶与根部连接处附近,常见裂纹主要是竖向的。
1.2 聚合釜搅拌叶轮焊接修复要求
1.2.1 焊接工艺要求
(1)搅拌器的静平衡是聚合釜技术关键,搅拌叶焊接修复时保证叶片不发生变形,以免影响搅拌器的静平衡精度。
(2)搅拌叶焊后表面要求具有一定光洁度,防止搅拌叶粘接物料。
(3)焊缝具有原来材质的耐蚀性。
1.2.2 修复后力学性能要求
根据搅拌器的工作特性,选用的焊条应能保证堆焊部位的力学性能等同于母材的性能。搅拌叶焊接修复后,能保持原有的强度和刚度,保证在运行时不发生变形。
2 焊接材料特性及焊接工艺分析
2.1 焊接材料特性
PVC聚合釜搅拌叶选用022Cr17Ni12Mo2不锈钢属于奥氏体不锈钢,其主要化学成分见表1。
022Cr17Ni12Mo2不锈钢具有较好的韧性和塑性,无淬硬倾向。材料热敏感性较强,在450~850℃温区内停留时间稍长,尤其是采用高热输入焊接时,熔焊过程中在焊缝金属和热影响区内发生组织和性能的变化,并由此引起接头耐蚀性的下降和热裂纹倾向,容易发生热裂纹。而且,如果保护措施不到位或不良,高温氧化严重;线膨胀系数大,易产生较大的焊接变形。
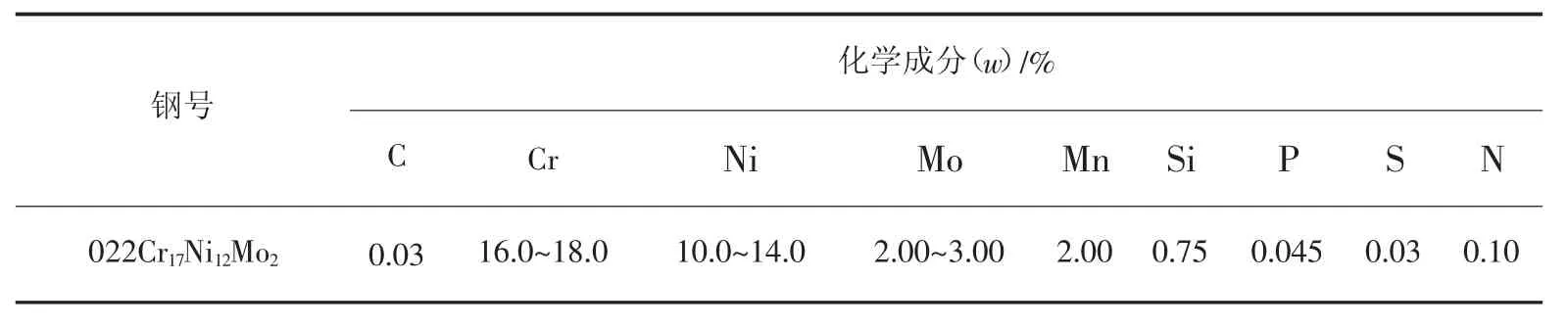
表1 022Cr17Ni12Mo2奥氏体不锈钢化学成分
因此,合理设计焊接接头是关键,正确掌握焊接方法,采用合理的焊接工艺,选用热源集中的焊接方法、小线能量以及快速冷却等措施,减少碳化物析出和避免接头组织过热。
2.2 焊接修复工艺分析
022Cr17Ni12Mo2不锈钢电弧焊工艺主要包括焊前准备、焊条选择、焊接参数的确定和焊接接头的检查等。
(1)焊缝的切割坡口制备
设计奥氏体不锈钢焊接的坡口时,应尽量缩小焊缝的横截面,以减小焊接收缩变形。板厚大于3 mm时对接接头需要开V型坡口,在保证焊缝根部焊透的情况下,坡口应尽量缩小,通常不应超过70°。当焊件厚度大于20 mm时,最好选用U型坡口。
(2)焊前清理
必须清除可能使焊缝金属增碳的各种污染,焊接坡口和焊接区焊前应用丙酮或酒精除油和去水,清渣和除锈应用砂轮、不锈钢钢丝刷等。不得用碳钢钢丝刷清理坡口和焊缝表面。
(3)焊条的选择和预处理
焊接修复搅拌叶,不仅要保证焊接接头的强度和耐蚀性等同于母材,而且要确保焊缝金属内不产生任何裂纹之类的缺陷。这就要求焊缝金属的合金成分与母材相匹配,其主要合金元素含量应等于或略高于母材标准成分规定的平均含量。对于立焊和仰焊位置应采用氧化钙型药皮焊条,其熔渣凝固较快,对熔化的焊缝金属可起到一定的支托作用。
结合现有市面上的几种不锈钢焊条,最终选用了E308MoL钛钙型药皮的超低碳Cr-Ni-Mo合金系不锈钢焊条。这种焊条在E308不锈钢焊条的基础上加入了2.0%~3.0%的钼,同时将焊缝金属的含碳量限制在0.04%以下,焊后金属具有更高的耐蚀性和抗裂性。
(4)焊接参数的选择
焊接修复选用手工电弧焊,采用直流反接。由于不锈钢电阻值较大,靠近夹持端的一段焊条容易受电阻热的作用而发红,在焊至后半段焊条时应加快熔化速度,使焊缝熔深减少,但熔化速度太快又会造成未熔合和熔渣等缺陷。从保证接头的耐腐蚀性考虑,也要求选用较小的焊接电流,减少焊接热输入量,防止焊接热影响区的过热。
3 搅拌叶裂纹补焊方法
3.1 焊前准备
3.1.1 材料准备
ZX7-400T手工直流电弧焊机一台,E308MoL型Φ3.2 mm焊条若干,焊前将焊条在200℃烘干箱中烘干2 h,放在保温桶中。
3.1.2 焊接坡口准备
对搅拌叶裂纹部位用砂轮机打磨至裂纹底部,修理成V型坡口,坡口角度在60°~70°。
3.1.3 坡口清理
用丙酮清洗坡口及焊接区除去油污及水分,使用手持式砂轮机清理坡口和焊缝表面。
3.2 焊接方法
采用手工电弧焊,电焊机直流反接,使用试板施焊,调节焊接电流90~100 A。焊接时采用断弧弧焊,立焊位,焊接层数为两层,第一层焊接结束后冷却至60℃以下时再进行盖面焊接,盖面时焊缝余高控制在2 mm内。
3.3 焊后处理
焊缝冷却后用砂轮打磨焊缝表面,使焊接表面平滑过渡并具有一定的光洁度,避免自聚物在此粘接。
3.4 搅拌轴静平衡检查
安装结束后,使用百分表检查,搅拌器静平衡在设计精度范围内,满足工艺使用要求。
4 结语
通过正确选择焊材、合理设计坡口形状以及优化焊接工艺,有效的解决了聚合釜搅拌叶裂纹焊接修复时出现的各种缺陷,焊接修复后各项性能满足工艺使用要求。聚合釜搅拌叶裂纹的焊接修复,为公司节约了维修成本,使生产尽快得到恢复。聚合釜使用几年来,运转平稳,焊接过的搅拌叶未发生变形和腐蚀。