复烤带式输送机皮带跑偏原因分析及调整方法
2021-06-11芮洪梅徐飞
芮洪梅 徐飞


[摘 要]打叶复烤车间是一个以带式输送机为主要运输工具进行生产的车间,车间有100多条的皮带输送机,生产中,跑偏是困扰皮带输送机稳定的最大问题。用Solidworks绘制车间典型的带式输送机类型并对皮带跑偏进行力学分析,提出调整方法。
[关键词]带式输送机;跑偏;力学分析;调整方法
[中图分类号]TM76 [文献标志码]A [文章编号]2095–6487(2021)01–00–03
Reason Analysis and Adjustment Method of belt Deviation of Rebaking belt Conveyor
Rui Hong-mei,Xu Fei
[Abstract]The threshing and redrying workshop is a workshop that uses belt conveyors as the main means of transportation. The workshop has more than 100 belt conveyors. During production, deviation is the biggest problem that plagues the stability of belt conveyors. Use Solidworks to draw typical types of belt conveyors in the workshop and conduct mechanical analysis on belt deviation, and propose adjustment methods.
[Keywords]belt conveyor; deviation; mechanical analysis; adjustment method
1 带式输送机皮带跑偏对复烤车间生产的影响
皮带跑偏对于烟叶在生产过程中危害性极大,结合复烤车间生产运行情况来看,有如下几个方面。
(1)烟叶质量的影响。在生产中,跑偏的皮带边缘会与支架摩擦,长时间摩擦会造成皮带丝、皮带粉进入到烟叶,若长时间跑偏,会导致皮带从边缘处撕裂,若未及时发现,撕裂的皮带会随着皮带运行进入到烟叶中,严重影响烟叶质量且皮带跑偏易造成烟叶的洒落及浪费。
(2)生产效率的影响。皮带若严重跑偏会导致皮带翻卷,会造成停机维修,影响生产效率。
(3)降低部分主要零部件的寿命。皮带跑偏使滚筒、托辊承受的轴向力增加,增加故障概率且会导致皮带磨损加剧,增加维护成本。
由此可见,皮带的跑偏不仅对烟草制品的质量有严重影响,而且对设备和零部件的操作也造成了损害,因此对皮带跑偏的原因分析是十分必要的。
2 带式输送机皮带跑偏的力学分析以及调整方法
结合复烤车间带式输送机皮带实际运行情况,采用力学分析并找出调整方法。
2.1 带式输送机中只有主、被动滚筒传动的结构形式
皮带输送中只有主、被动滚筒传动(图1)。带式输送机的中心线与主、被动滚筒的传动轴线不垂直。这造成了皮带在主滚筒或被动滚筒运转中跑偏,在皮带与滚筒的接触面上任意取一点做受力分析,如图2所示。图中F为主动滚筒对运输皮带的支撑力,即主动滚筒对运输皮带的作用力,Fx与Fy分别是力F的水平分力与垂直分力,可知,在水平分力Fx的作用下,以图中位置来说输送皮带向右跑偏,此时我们可通过调整主动滚筒或是被动滚筒,让皮带在滚筒两边的合力达到平衡,即可防止跑偏。
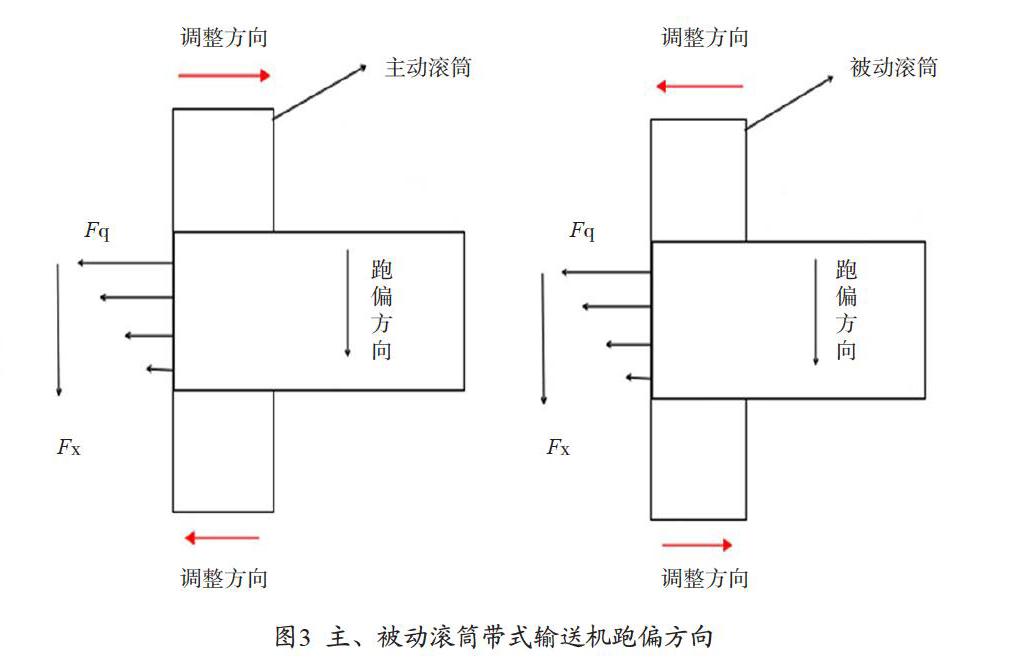
滚筒若发生偏斜,则运输皮带在滚筒两侧的松紧度不一样,Fq牵引力也不一样,它成递减或递增的趋势,会使运输皮带附加一个力Fx,即向递减方向的移动力,从而导致皮带向松的一侧跑偏,如图3所示。
其调整方法为:对于主动滚筒,以图3中皮带的跑偏方向(上下左右)进行阐述,若皮带向滚筒的下方向跑偏,则下方向的轴承座应当向左边方向移动,若皮带向滚筒的上方向跑偏,则上方向的轴承座应当向右方移动,增大主从动滚筒的中心距,被动滚筒的调整方法与主动滚筒刚好相反。
2.2 带式输送机中带有包角辊传动的结构形式
带式输送机有包角辊的结构,如图4所示,当带式输送机机架中心线与包角辊中心线不垂直,且有一角度时,运输皮带向前运转时,会给包角辊一个向前的牵引力Fq,同时包角辊也会给带式输送机一个相等的反作用力,Fq牵引力分解为力Fy即包角辊转动的分力并且与包角辊的中心线垂直,和力Fx即横向分力,这个力与包角辊的中心线一致,力Fx会使包角辊轴向窜动,且包角辊支架是固定的无法轴向窜动,根据摩擦力性质可知,皮带受到与Fx的反向摩擦力Fx,使运输皮带向首先接触到的包角辊那边边跑偏,最终达到稳定的跑偏位置,调整的方法是将运输皮带跑偏处一侧的包角辊向皮带运行的方向调整,与包角辊接触面的皮带,如图5所示。
了解了受力情况,就知道了皮带跑偏的原因,调整的方法为皮带偏向哪一侧,包角辊的那一侧轴承朝皮带前进方移动调整,或另外一侧包角辊轴承后移向皮带运行的反方向调整。
带式输送机中带有包角辊的结构,调整包角辊也可从分析包角的大小方面来调节。
防止皮带在运输烟叶的过程中打滑,主要是增加运输皮带与主动滚筒之间的摩擦力。在皮带输送能力不超过负荷的情况下,调整皮带的张紧力和皮带包角角度大小两方面考虑,从而解决皮带在输送烟叶中皮带打滑问题。
增大皮带包角角度:在皮帶的张紧力已到达,但皮带在运输烟叶还打滑的情况下,增加包角α(图6),抬高包角辊移向主动滚筒,从而增大皮带的包角α角度。
2.3 带有张紧装置的带式输送机皮带跑偏
车间预处理段的切断机皮带是有带张紧装置的带式输送机,如图7所示,切断机皮带在运行中跑偏时,可调整从动滚筒,调整方法与带式输送机中只有主、被动滚筒传动的方法一样,但在实际生产中,若调整从动滚筒会影响切断机另外的2条皮带跑偏,所以,一般只是轻微调整从动滚筒,大多数是调整主动滚筒处的张紧装置即是保证各条运输皮带始终保持足够的张紧力的有效装置,一旦张紧力不够,运输烟叶的皮带稳定性就会很差,此时受到外力干扰的影响就会越大,情况严重时,会产生皮带打滑现象;如若调整张紧辊,则调整方向与则与从动滚筒方向相反。
切断机皮带跑偏时,若皮带往西边跑,调整从动滚筒,则要将西边的从动滚筒往南边顶,但是若调整张紧辊,则往相反方向调整,要往北边张紧,张紧辊向南边移动。如图8所示,当F往前顶时,不但“正压力”增大,且皮带的包角α也增大,通过张紧辊的调整,则可调整皮带的跑偏。
2.4 双向运行的带式输送机皮带跑偏的调整
双向运行的带式输送机若在运输烟叶的过程中跑偏,调整时必须认真观察皮带及各托辊、滚筒的运动方向与皮带跑偏趋势关系,分析后进行调整。重点放在主动滚筒和包角辊的调整上,如筛沙机出口双向带M138-2的调整方式与切断机皮带调整张紧辊是一样的,掌握了皮带跑偏的调整方法,无论遇到何种情况,都能轻松应对。
3 带式输送机皮带跑偏的预防实际应用与结论
针对皮带跑偏现象比较频繁这一现象,采取防偏措施,效果比较明显。在皮带托辊上安装了纠偏轮与尼龙挡轮,且纠偏轮与尼龙挡轮所用材料选为软性尼龙,不会对皮带产生损伤,如果发生皮带跑偏不严重现象,可以通过纠偏轮与尼龙挡轮解决跑偏现象,安装后,若跑偏严重,则需要调整。在皮带比较长时可以安装导向条、自动跑偏纠偏装置等。
带式输送机是复烤车间使用最多的生产设备之一。解决好带式输送机皮带的跑偏问题,既降低了操作工、机修工的劳动强度,还对保证复烤车间稳定、安全、有序的生产。用力学角度来分析车间皮带跑偏原因,有利于找到跑偏的根源,正确制定解决跑偏措施方法。
总之,对于带式输送机皮带的跑偏现象,要在安装、保养、维修和皮带运行中规范操作、维修与保养,加强每日的设备巡检,掌握了解皮带的跑偏规律。采取有效的解决办法,及时消除引起带式输送机皮带跑偏的各种因素,避免带式输送机皮带跑偏的现象,确保设备运转正常,为复烤车间烟叶的生产运行保驾护航。
参考文献
[1] 史书林,肖兴明,任海东.卷烟厂皮带输送机跑偏的分析与防止[J].机电产品开发与创新,2009(4):62-63.
[2] 僧东恒.皮带机跑偏的分析和治理措施[J].水利电力机械,2007(8):17-18.
[3] 潘金辽.皮帶机皮带跑偏原因分析及处理办法[J].企业抖技发展,2014(4):112-113.