环氧亚麻油的制备工艺研究
2021-06-11王松安李俊华李志洋
王松安 ,李俊华 ,李志洋
(河南庆安化工高科技股份有限公司,河南 郑州 451150)
0 前言
随着安全意识的提升,安全、无毒、绿色、医药包装材料的增塑剂是近年来重点发展的产品之一,环氧植物油增塑剂是重要的一种。环氧植物油增塑剂含有三元环氧基结构的化合物,不仅用于聚氯乙烯的生产,改善制品的性能,还能替代传统邻苯类增塑剂[1]。目前,研究较多的环氧植物油是环氧大豆油、环氧菜籽油等,但对于环氧亚麻油的研究报道比较少,亚麻油每个甘油三键具有3个碳碳双键,可以制得的环氧亚麻油能够拥有较高的环氧值[2-3]。如果以亚麻油为原料开发出低成本、易操作的环氧亚麻油合成工艺,将在增塑剂行业拥有广阔的市场。
1 实验部分
1.1 试剂与仪器
试剂:甲酸,分析纯,天津市科密欧化学试剂有限公司;硫酸,分析纯,天津市富宇精细化工有限公司;磷酸,分析纯,天津市科密欧化学试剂有限公司;双氧水,分析纯,郑州惠泽生化科技有限公司;氢氧化钠,分析纯,天津市瑞金特化学品有限公司;精炼亚麻油,工业级,广州富飞化工科技有限公司。仪器:MPLK-701恒温水浴锅,常州市金坛大地自动化仪器厂;MH-2000调温型电热套,北京科伟永兴仪器有限公司;SHZ-D(Ⅲ)循环水式多用真空泵,河南省予华仪器有限公司;JJ-1增力电动搅拌器,金坛市杰瑞尔电器有限公司;四口烧瓶;冷凝管。
1.2 实验步骤
将亚麻油与甲酸加入装有温度计、冷凝管、搅拌器的四口烧瓶中,开启搅拌,水浴缓慢加热。当温度升至55 ℃时,缓慢滴加双氧水和酸性催化剂(催化剂的加入量为亚麻油的1.5%)的混合溶液,滴加时控制瓶内温度≤60 ℃,1 h左右滴加完毕。自滴加结束开始计算反应时间,在70 ℃反应;反应结束后,降温。将产物倒入分液漏斗,静置,除去水层。油层用4%氢氧化钠溶液中和至pH值在9左右。然后减压脱酸、降温、过滤,得到环氧亚麻油。
1.3 实验步骤
1.3.1酸值的测定
环氧亚麻油酸值依照国家标准GB/T 1668—2008《增塑剂酸值及酸度的测定》。取50 mL乙醇,加入3滴酚酞指示剂,用0.1 mol/L氢氧化钠溶液中和至微粉红色,备用。用锥形瓶称取5~10 g的试样(精确至0.000 1 g),然后加入之前中和好的乙醇溶液,振荡,待试样完全溶解后,用0.1 mol/L氢氧化钠标准滴定溶液滴定,直至出现粉红色并且30 s不褪色即为终点。
1.3.2环氧值的测定
每100 g样品中环氧基中氧的含量称为环氧值,PVC受热或光作用会分解生成HCl,无环氧基存在时,生成的HCl起进一步分解的催化作用,加速分子链节的断裂,导致PVC制品的快速劣化,因此环氧值的高低成为衡量环氧植物油增塑剂的重要指标之一。
环氧亚麻油环氧值按照标准GB/T 1677—1981《增塑剂环氧值的测定盐酸—丙酮法》。步骤如下:精确称取试样0.5~1 g(准确至0.000 2 g),置于250 mL锥形瓶中,精确加入盐酸-丙酮溶液20 mL,盖上玻璃塞,摇匀后放置暗处,静置30 min,加入混合指示剂5滴,用0.15 mol/L氢氧化钠标准溶液滴定至蓝色,同时作空白试验。
2 结果与讨论
2.1 不同种类催化剂对环氧化反应的影响
将200 g亚麻油与12 g甲酸加入到四口烧瓶中,缓慢升温至55 ℃,滴加催化剂0.3 g与120 g双氧水的混合溶液,滴加完毕后升温至70 ℃,反应10 h,研究了不同种类催化剂对环氧化反应的影响,结果见表1。
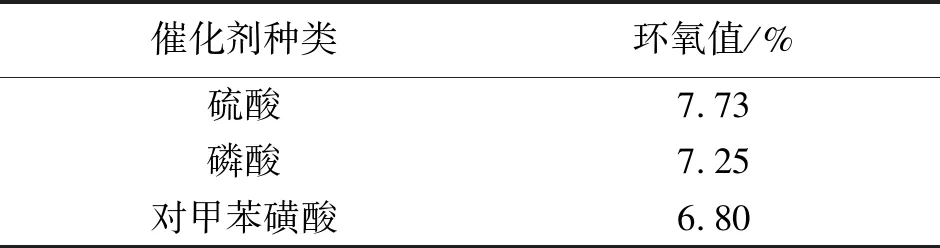
表1 不同种类催化剂对环氧化反应的影响
由表1可知,采用硫酸作为催化剂,产品的环氧值高于磷酸和对甲苯磺酸,且硫酸成本较低,因此本实验选用硫酸作为催化剂。
2.2 反应时间对环氧化反应的影响
200 g亚麻油与12 g甲酸加入到四口烧瓶中,缓慢升温至55 ℃,滴加0.3 g硫酸与120 g双氧水的混合溶液,滴加完毕后升温至70 ℃,在此条件下,考察了环氧化反应时间对反应的影响,结果见图1。
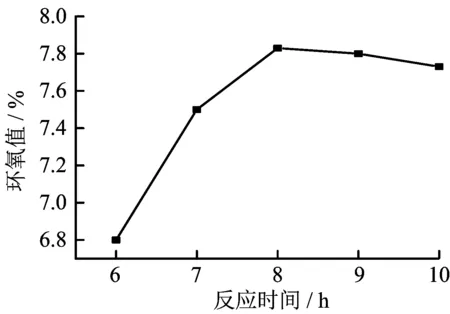
图1 反应时间对反应的影响
由图1可知,当反应时间为8 h时,产物的环氧值最高,随着反应时间的延长,环氧值也在下降。该反应条件处于酸性下,时间过长,造成环氧基的破坏,产物浑浊,环氧值降低。因此最佳反应时间为8 h。
2.3 催化剂用量对反应的影响
200 g亚麻油与12 g甲酸加入到四口烧瓶中,缓慢升温至55 ℃,滴加一定量的硫酸与120 g双氧水的混合溶液,滴加完毕后升温至70 ℃,反应时间8 h,在此工艺下,研究了催化剂用量对反应的影响,结果见图2。
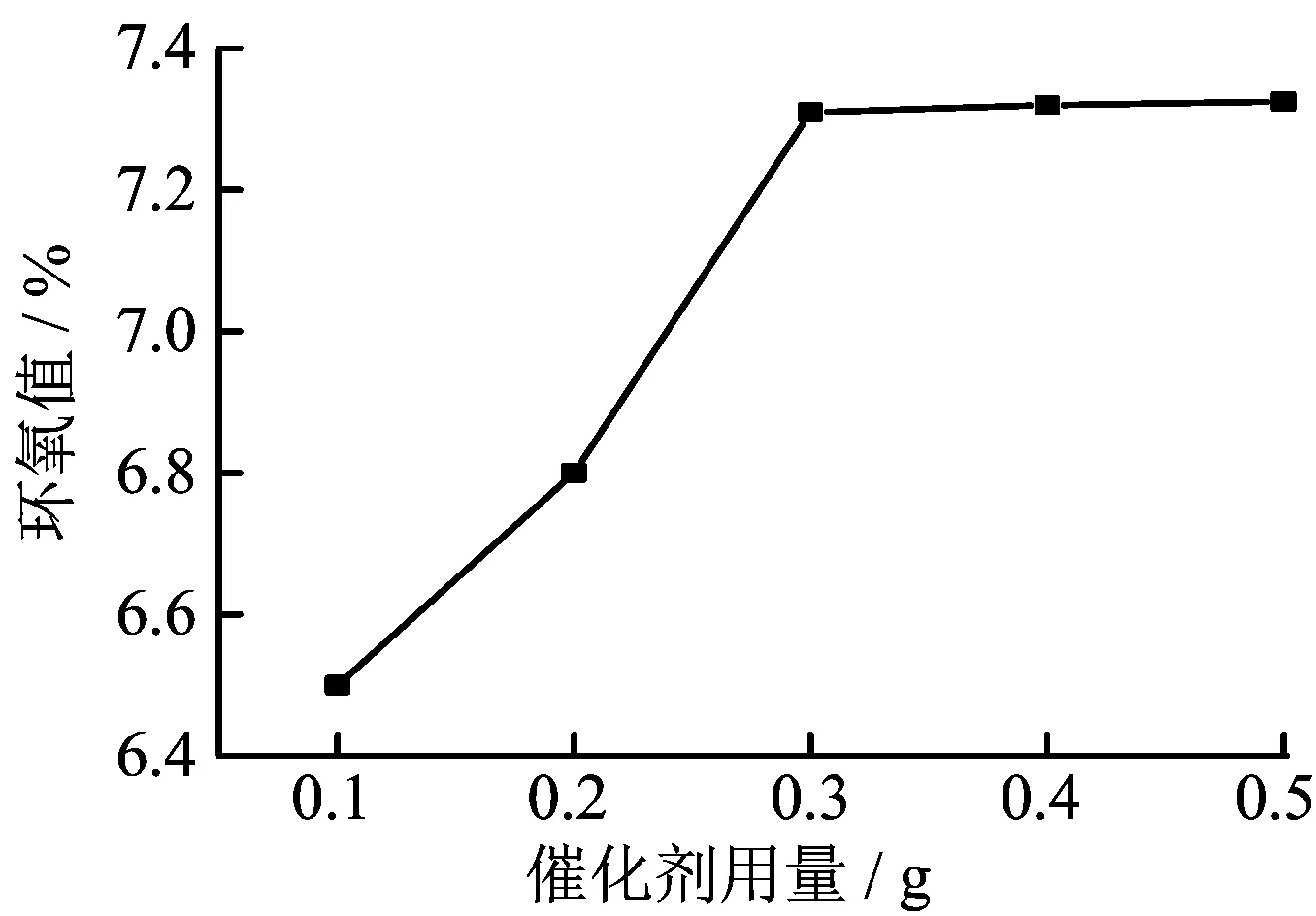
图2 催化剂用量对反应的影响
由图2可以看出,环氧值随着催化剂用量的增加而下降,当催化剂用量为0.3时,环氧值为7.31%,催化剂用量再增加,产品环氧值虽有所增加,但增加的幅度很小,因此,催化剂用量为0.3 g。
2.4 甲酸用量对反应的影响
200 g亚麻油与一定量甲酸加入到四口烧瓶中,缓慢升温至55 ℃,滴加0.3 g硫酸与120 g双氧水的混合溶液,滴加完毕后升温至70 ℃,反应时间8 h,在此条件下,考察了甲酸用量对反应的影响,结果见图3。
从图3可见,随着甲酸用量的增加,环氧值也在增加,但增加的幅度不大。甲酸用量的增加,有助于环氧化反应向正反应的方向进行,即环氧值的增加,但甲酸用量增加到一定用量时,对环氧值的提高不太明显。因此甲酸用量选择在12 g为宜。
2.5 双氧水用量对反应的影响
200 g亚麻油与12 g甲酸加入到四口烧瓶中,缓慢升温至55 ℃,滴加0.3 g硫酸与一定量的双氧水的混合溶液,滴加完毕后升温至70 ℃,反应时间8 h,在此条件下,考察了环氧水用量对反应的影响,结果见图4。
从图4可以看出,随着双氧水用量的增加,环氧值先升高再下降。当双氧水用量为130 g时,环氧值达到最大值,再增加双氧水用量,环氧值反而下降,这是因为过多的双氧水使环氧基发生开环反应,从而导致环氧值降低。因此确定适宜的双氧水用量为130 g。
2.6 反应温度对反应的影响
200 g亚麻油与12 g甲酸加入到四口烧瓶中,缓慢升温至55 ℃,滴加0.3硫酸与130 g双氧水的混合溶液,滴加完毕后升温至一定温度,反应时间8 h,在此条件下,考察了反应温度对反应的影响,结果见图5。
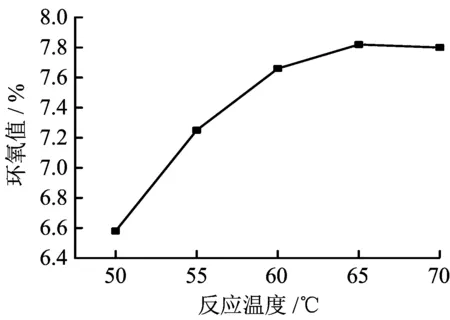
图5 反应温度对反应的影响
由图5可以看出,随着温度的升高,环氧值升高由下降,当反应温度65 ℃时,环氧值达到最大。如果反应温度超过65 ℃,会促成环氧基开环副反应的进行,从而降低产品的环氧值。由此可见,反应适宜的温度为65 ℃。
2.7 最佳工艺条件
通过上述实验,确定了最佳工艺条件:亚麻油200 g,甲酸用量12 g,双氧水用量130 g,硫酸用量0.3 g[即原料质量比m(亚麻油)∶m(甲酸)∶m(硫酸)∶m(双氧水)=1∶0.06∶0.001 5∶0.65],反应温度65 ℃,反应时间8 h,在此条件下,环氧亚麻油的环氧值为7.73%。
3 结论
硫酸作为催化剂,催化合成环氧亚麻油,其催化活性优于磷酸和对甲苯磺酸,且价格便宜,易得,成本低,后处理工艺简单。硫酸催化合成环氧亚麻油的最佳条件为:m(亚麻油)∶m(甲酸)∶m(硫酸)∶m(双氧水)=1∶0.06∶0.0015∶0.65,滴加硫酸0.3 g与双氧水130 g混合溶液,反应温度65 ℃,反应时间8 h,在此最佳条件下,产品环氧值能达到7.6%以上。