PBAT改性PLA吸管性能研究
2021-06-09潘小虎吴立丰戴春发王仕杰
李 进,潘小虎,吴立丰,戴春发,王仕杰
(1. 中船重工鹏力(南京)塑造科技有限公司, 江苏南京 211106; 2. 中国石化仪征化纤有限责任公司,江苏仪征 211900)
塑料吸管通常由聚丙烯(PP)经加热熔融、模具挤出、弯管成型等工序加工而成,是用于吸食饮品的一次性日用具。日常生活中,吸管因货值微小、数量庞大、回收成本高,被大量丢弃,转化成白色垃圾,污染了我们生活的环境。2018年开始我国各地逐步推行环保政策,首先在餐饮行业中禁止和限制一次性塑料吸管的使用,鼓励生产、销售和使用可降解材料吸管进行替代,在众多可降解材料中,PLA因具有良好的生物相容性、生物可降解性等优点,经常被应用到生物降解材料的改性研究[1-4]。可降解材料吸管一般也采用PLA材料进行材料改性,并用于吸管生产,但在吸管制备过程因PLA材料脆性大容易造成挤出开裂、成型不良等问题,无法满足吸管大批量生产的要求,通过将PLA与PBAT等其他生物降解材料进行共混或复合改性,增加材料韧性[5-8],有效的解决挤出开裂和成型不良的问题,但是添加过量PBAT又会造成吸管刚性不足,无法满足扎膜等使用要求,甚至会无法成型成吸管。
因此,本文通过进行可弯吸管挤出、成型的生产工艺验证,研究不同PLA/PBAT组分的改性材料对力学性能和吸管的使用性能的影响,通过检测吸管的熔融指数、拉伸强度等参数和吸管冲击开裂率、弯管螺纹断裂率、吸管破膜率、螺纹牙成型率等数据,形成分析结论,从而提供出一种最佳的配方组分方案,为实际产品生产提供相关的技术参考。
1 试 验
1.1 原料
聚乳酸,4 032 d,NatureWorks;PBAT,1002D,中国石化。
针对PBAT质量含量在0~100%之间对可弯吸管的生产和使用的性能影响进行研究。具体配方如表1。

表1 吸管组成
1.2 仪器与设备
高速混合机,SHR-50型,张家港智选机械有限公司;吸管双螺杆挤出,SHE36型,自制;吸管切割机,CY010型,自制;弯管成型机,CY021型,自制;吸管冲切开裂装置,PL20-40型,自制;熔体流动速率仪,RL-Z1B1型,上海思尔达科学仪器有限公司;微机控制电子万能试验机,CMT 4104型,美特斯工业系统(中国)有限公司;摆锤式冲击试验机,ZBC8400-C型,美特斯工业系统(中国)有限公司。
1.3 聚乳酸可弯吸管的制备工艺
本文将PLA和PBAT材料按照表1中的配比,与硅烷偶联剂、润滑剂等辅助助剂进行共混,采用图1可弯吸管的生产工艺路线,通过混料、挤出、模具成型、冷却、牵引切割、螺纹成型等工序,生产出对应规格的聚乳酸吸管产品。

图1 可弯吸管生产工艺路线
1.3.1 聚乳酸材料改性及吸管挤出
将各组的PLA与PBAT材料按照质量份加入到高速混合机中,同时加入扩链剂、润滑剂等助剂,高混机设定转速为400 r/min,搅拌时间6~8 min,搅拌形成共混料。将共混料加入到双螺杆挤出机中,挤出机温度设定200 ℃,螺杆转速设定250 r/min,打开抽真空装置。物料经混合、加热并熔融,从吸管模具挤出,再经过冷却,牵引、切割形成直管管胚。
1.3.2 可弯吸管的成型工艺
通过将聚乳酸直管管胚加入到弯管成型机料斗中,经过下料、螺纹成型等工序,加工成可弯螺纹牙,速度为400根/min,经过折弯,包装,形成可弯吸管。将弯管进行性能检测,并分析检查效果。
生产的产品为可弯吸管,规格为直径4.2 mm,长度163 mm,壁厚为0.18 mm,可弯螺纹牙组数为10组,插入端斜口角度为45 ℃,详见图2。

图2 可弯吸管照片
1.4 分析测试
按照《GB/T 3682—2000》、《GB 1040—79》等相关标准中的检测方法,对熔融指数、拉伸强度等力学性能指标进行测定;按照国标(GB/T 24693—2009)、鹏力吸管企标(Q/3201 PS 01—2019)检测方法,对吸管冲击开裂率、弯管螺纹断裂率、吸管破膜率和螺纹牙成型率等指标进行检测分析。
1.4.1 材料力学性能
熔融指数:主要是表征热塑性塑料在熔融状态下的黏流特性指标。按照《GB/T 3682—2000热塑性塑料熔体质量流动速率和熔体体积流动速率的测定》用于测定热塑性塑料熔体体积流动速率。
拉伸强度:主要是衡量材料强度的一种指标。按照《GB 1039—79塑料力学性能试验方法总则》和《GB 1040—79塑料拉伸试验方法》的规定进行测量。
1.4.2 吸管使用性能
吸管冲击开裂率:反映的吸管产品韧性是否满足吸管要求,进一步反映了吸管材料的韧性是否满足要求。将吸管保存在-15 ℃到-10 ℃的低温条件下24 h,任意取出1根吸管后,放置在平板上,用100 g的物体,从20 cm处自由落体冲击吸管产品,吸管发生开裂,视为不合格。连续进行100次的测试,统计不合格吸管的数量,计算出冲击开裂率。
弯管螺纹断裂率:弯管螺纹断裂率反映吸管产品抗挤压性能,进一步反映了吸管材料的韧性是否满足要求。将弯管波纹牙快速拉长,然后回缩,往返10次,然后将吸管一侧密封,从另一侧充入0.3 MPa的压缩空气,放置水槽中,观察波纹牙处是否有漏气现象,发生漏气现象视为不合格。连续进行100次的测试,统计不合格吸管的数量,计算出弯管螺纹断裂率。
吸管破膜率:主要反映吸管的刚性是否满足使用要求,进一步反映了吸管材料的刚性指标。将封口薄膜热封在直径50 mm的标准杯上,取一根吸管,并用力垂直对封口膜进行破戳,扎破封口膜视为合格。每组抽取100根进行测试,统计合格吸管的数量,计算出吸管破膜率。
螺纹牙成型率:主要反映出吸管的韧性指标。在常温下,将直管产品在弯管成型机上进行螺纹牙成型,压型成型均匀,能够自然挤压在一起,视为合格。发生螺纹牙回弹和断裂、烂牙等现象视为不合格。每组抽取100根进行测试,统计合格吸管的数量,计算出螺纹牙成型率。
2 结果与讨论
2.1 材料力学性能研究
2.1.1 PBAT含量对熔融指数的影响
熔融指数是反映材料流动性能,吸管在牵引拉伸过程中是否能够成型,不同PBAT含量的聚酯熔融指数如图3所示。

图3 不同PBAT含量对熔融指数的影响
从图3可以看出,随着PBAT含量的增加,熔融指数先减小后增大。经吸管挤出测试,发现当熔融指数处于5~6 g/10 min之间,吸管的挤出、牵引和成型工序都非常稳定。当超过7 g/10 min(即PBAT含量超过40%时),随着高熔指的PBAT含量增加,使得改性材料的熔指相应增大,造成其流动性增加,材料黏度降低,吸管无法成型。
2.1.2 PBAT含量对拉伸强度的影响
拉伸强度是反映吸管拉伸过程中的稳定性,在牵引拉伸过程中是否发生断裂,不同PBAT含量的聚酯拉伸强度如图4所示。

图4 不同PBAT含量对拉伸强度的影响
从图4可以看出,随着PBAT含量的增加,拉伸强度逐渐减小。PBAT拉伸强度大约25 MPa,增加PBAT造成改性材料的拉伸强度不断降低。经挤出测试,吸管生产过程中的牵引拉伸工序需要的材料的拉伸强度满足55 MPa以上,因此当拉伸强度≥55 MPa 时,吸管的挤出、牵引和成型工序都非常稳定。当低于55 MPa时,吸管牵引过程中发生断裂的情况越严重。
2.2 共混改性对吸管性能影响
通过取各组材料进行吸管加工发现,当PBAT超过40%时,吸管挤出过程中成型非常困难,而且吸管牵引过程中发生断管现象严重,无法满足吸管产品的生产。因此,对吸管产品性能指标只对1~5# 配方进行研究。
2.2.1 PBAT含量对吸管冲击开裂率的影响
冲击开裂率是模拟吸管在5 ℃以下的冷库里长时间(超过3个月)保存,吸管是否发生脆裂漏气而丧失吮吸功能。当开裂率低于2%(含),视为该批吸管产品满足使用要求。
每组不同配方的吸管样品,各取100根进行测试,形成合格数量并计算合格率,具体数据如2所示。
从表2可以看出,当PBAT含量超过10%时,吸管的冲击断裂率符合≤2%指标,满足吸管使用要求,PBAT含量越高,冲击开裂率就越小,当PBAT超过30%以上,几乎没有开裂的情况。说明高韧性的PBAT材料增加,有效改善了改性材料的整体韧性,改善了聚乳酸吸管的开裂问题。

表2 PBAT含量对冲击断裂率的影响
2.2.2 PBAT含量对弯管螺纹断裂率的影响
弯管螺纹断裂率反映吸管产品抗挤压性能,进一步反映了吸管材料的韧性是否满足要求。该指标模拟吸管使用时,吸管可弯螺纹被往复多次折弯后,易造成破裂、漏气而丧失吮吸功能。当弯管螺纹断裂率低于3%(含),该批吸管产品满足使用要求。
每组不同配方的吸管样品,各取100根进行测试,形成合格数量并计算合格率,具体数据如3所示。
从表3可以看出,PBAT含量越高,波纹断裂率越小,当PBAT含量超过10%时,吸管波纹断裂率符合≤3%的指标,满足吸管使用要求。当PBAT超过30%以上,几乎没有断裂现象。说明PBAT含量增加,使得吸管螺纹段的脆性减少,延长了吸管螺纹段重复多次折弯材料发生疲劳现象的次数或时间。
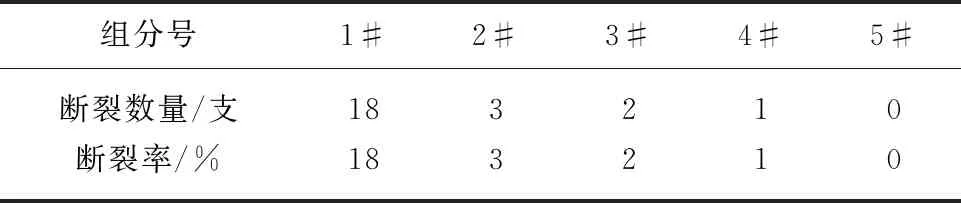
表3 PBAT含量对波纹断裂率的影响
2.2.3 PBAT含量对吸管破膜率的影响
吸管破膜率主要反映吸管的刚性是否满足使用要求,进一步反映了吸管材料的刚性指标。该指标模拟吸管戳破乳包装吸口时,是否存在无法戳破封口膜,造成无法饮用饮料的问题。当吸管破膜率高于98%(含),视为该批吸管产品满足使用要求。
每组不同配方的吸管样品,各取100根进行测试,形成合格数量并计算合格率,具体数据如表4所示。

表4 PBAT含量对吸管破膜率的影响
从表4可以看出,PBAT含量越高,吸管破膜率指标合格率就越低,当PBAT含量低于20%时,吸管的合格率符合≥98%的指标,满足吸管强度要求。当PBAT超过30%以上,合格率急剧下降。说明PBAT含量增加,使得改性材料的刚性降低,吸管斜切口持续变软,使吸管扎破饮料封口薄膜的能力减弱,甚至无法破膜。
2.2.4 PBAT含量对螺纹牙成型率的影响
可弯吸管螺纹牙主要通过带有螺纹的成型针穿入吸管内部,在外侧用相对应的螺纹辊进行挤压,使得吸管发生形变,同时将进行收缩,将螺纹定型,形成吸管的螺纹牙型,制备出可折弯U型吸管。该指标主要反映出吸管的韧性指标,当吸管韧性不足时,螺纹挤压会造成螺纹牙破裂,韧性太大时,又会造成螺纹牙出现回弹,无法折弯成U型。当螺纹牙成型率高于98%(含),视为该批吸管产品满足使用要求。

图5 螺纹牙不合格产品照片
每组不同配方的吸管样品,各取100根进行测试,形成合格数量并计算合格率,具体数据如表5所示。

表5 PBAT含量对弯管成型率的影响
从表5可以看出,当PBAT含量在10%~20%之间时,弯管成型率符合≥98%的指标,满足大批量生产要求,其中当PBAT含量低于10%时,不合格现象为断裂烂牙,说明PBAT含量增加,使得吸管的韧性增加,螺纹的挤压过程产生的内应力减少,提升了吸管螺纹牙挤压过程的合格率;然而当PBAT含量超过20%时,不合格现象主要表现为成型回弹,无法定型,说明PBAT含量进一步增加,虽然挤压合格率不断增加,但螺纹压缩定型过程因韧性太大,造成挤压的螺纹发生回弹等现象,降低弯管成型率。
3 结 论
通过对聚乳酸可弯吸管的材料改性及生产工艺应用的研究,可以有效改善聚乳酸吸管的材料性能指标,当PBAT含量在10%~20%之间时,熔指和强度相当,能满足可弯吸管的成型工艺要求和使用性能指标。