橄榄形枫斗自动缠绕设备开发
2021-06-07范朱萱杨维功
张 帆 范朱萱 杨维功
(杭州职业技术学院,浙江 杭州 310018)
0 引言
石斛具有很高的养生和药用价值[1],市场需求量和种植面积逐年增长。新鲜的石斛不易储存,将其加工成枫斗是其主要处理途径。由于枫斗制作工艺[2]复杂,传统的枫斗的加工都采用手工加工完成,劳动强度大、劳动环境差,经济效益低下。
现行的枫斗成型设备制作的枫斗不符合行业的传统制式,其形状端部为切面,易碎易散,不宜包装保存[3]。行业的传统制式为橄榄形枫斗,形状呈橄榄形,该形状美观整齐,紧致密实,易于保存。
随着人们对枫斗的需求和产量不断增加,人力资源越来越紧缺,亟待机器换人。
1 橄榄形枫斗的制作工艺流程
传统橄榄形枫斗加工工艺采用人工制作完成,通过扭曲和干燥,形成现在市面上所看到的螺旋卷曲形状。手工扭曲成型由3个动作组成:石斛段螺旋缠绕、延螺旋线的轴进行轴向压紧、牛皮纸包裹压实。由于牛皮纸包裹后不利于脱水,又因石斛段脱水后易断,不易扭压成型,在包裹前需要脱去约80%的水分。为了在包裹前脱去尽量多的水分,又因高温时石斛段不易断,易于扭压成型,在45 ℃左右的温度下成型,导致人手长时间与高温的石斛段接触,造成工作环境差。机器成型解决了这个问题,可以在更高的温度(50 ℃)下成型,使在成型前可以脱去更多的水分,达到缩短工艺流程的目的。
橄榄形枫斗自动缠绕设备的加工过程[4]为整条石斛脱去约80%的水分后,先切段,再卷制、压紧,再烘干。具体工艺流程如下:1)剪根。先将需要处理的石斛清洗干净,再用剪刀沿着根部将其剪下,避免剪得过多或过少的情况,剪得多了会造成石斛的浪费,剪得少了对于加工起来会产生困难。2)去叶。制作石斛枫斗所采用的是石斛的茎,所以剪掉根部之后应将石斛的叶片去掉。3)炒制。将石斛茎放入温度为110 ℃~120 ℃的烤箱中进行翻炒,一般20 min左右直至叶鞘张开,等待石斛荆条柔软时即可从烤箱中取出。4)剥叶鞘。将炒制后的石斛茎放在操作台上揉搓,去除石斛的叶鞘,揉搓过程中要用力均匀,避免石斛破损或折断。5)低温烘干。将石斛平摊低温烘干,为了去除石斛中的水分。6)卷制。将炒制的石斛茎放在文火上烘焙,待茎软化之后将其边送入自动缠绕设备进行卷制成型。7)加箍。用专用枫斗夹夹制。将用专用枫斗夹夹制的枫斗放进烘焙箱进行烘焙,过程中先用70 ℃~80 ℃的中火,后用30 ℃~50 ℃的文火烘焙,烘焙要尽量保持均匀。8)降温。待以上工艺完成之后,由于石斛经过了高温的洗礼,要将石斛放置于阴凉干燥通风处降温,这也是定型最重要的一步。9)去夹。将枫斗从枫斗夹中取出。10)复火。将整形后的枫斗置于温度70 ℃左右的烘箱中二次烘焙,至枫斗呈金黄色略显青暗,含水率≤8%。
2 自动缠绕设备的工作原理
通过对手工制作的操作动作进行分析研究,成型过程可以分为3个分解动作:缠绕、压紧、两端进一步压紧。据此,模仿人工动作设计自动缠绕设备的运动机构。
橄榄形枫斗自动缠绕设备包括进料机构、卷绕机构、压紧机构和出料机构。工作时,将已经脱去约80%水分的石斛段,在50 ℃温度条件下,由进料机构送入卷绕机构,卷曲成型后,再通过压紧机构压紧成型,由压紧杆和机架的半球形凹槽将其成型为橄榄形。压制3 s后,出料机构开启,压紧杆退后,枫斗自动掉落。自动缠绕设备整体结构如图1所示。
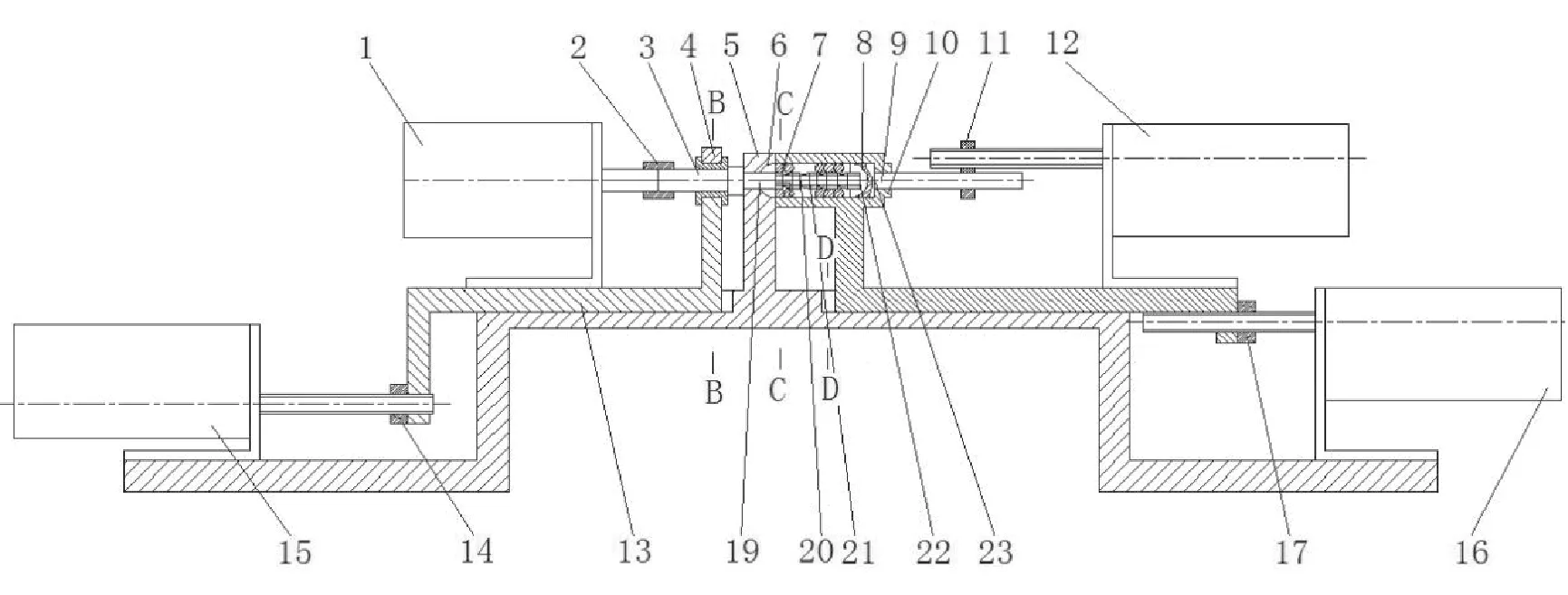
图1 整体结构图
3 自动缠绕设备结构设计
3.1 进料机构
如图2所示,进料机构由成型缸左端的进料口、上进料滚轮、下进料滚轮、第二旋转电机(进料电机M5)和进料槽组成,上进料滚轮装在进料槽的侧壁上,与第二旋转电机通过第四联轴器联接,下进料滚轮装在进料槽的底部轴孔内。

图2 进料机构剖视图(C-C剖视图)
3.2 卷绕机构
卷绕机构由第一旋转电机(缠绕电机M1)、联轴器、卷料轴、压盖、卷料轴支架、第三联轴器、第三直线电机(缠绕推进电机M2)和成型缸组成。成型缸的内腔为圆柱形空腔;为了将石斛段卷入成型缸,需要给石斛段轴向和周向2个方向的力,由于螺旋推进机构具有这个特性,为了增加摩擦,将石斛卷入成型缸,将卷料轴的右端成型段圆柱上切出4个轴向凹槽和周向左旋螺旋[5]凹槽,卷料轴三维模型如图3所示;卷料轴左端与第一旋转电机通过联轴器联接;卷料轴支架通过第三联轴器与第三直线电机联接;卷料轴支架下部设置有燕尾形导轨二,与机架的左上部的左燕尾槽配合。
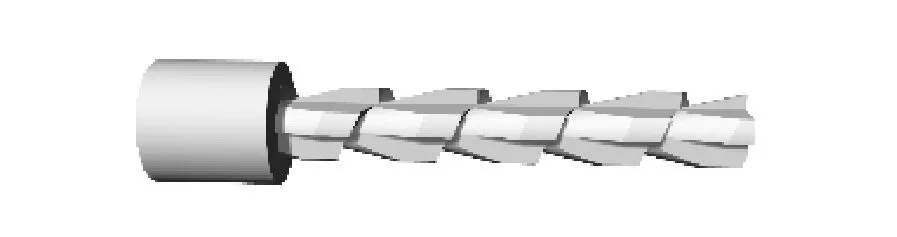
图3 卷料轴三维模型
3.3 压紧机构
压紧机构由压紧杆、第一联轴器、第一直线电机(活塞电机M3)和机架上部的立面体组成;立面体上部的通孔的右部设置有第二半圆球形凹槽,压紧杆的左端挖出第一半圆球形凹槽,如图4所示。压紧杆通过第一联轴器与第一直线电机连接。

图4 2个半圆球形凹槽示意图
3.4 出料机构
出料机构由第二直线电机(卸料电机M4)、第二联轴器和成型缸组成;成型缸下部设置有燕尾形导轨一,与机架的右上部的右燕尾槽配合;成型缸通过第二联轴器与第二直线电机联接。
4 电气控制系统
控制系统采用单片机控制,采用STM32小系统核心板作为系统核心板,12/24V/7A160W双路直流电机驱动板模块作为电机驱动模块,直线电机采用JGY37-545直流减速电机马达(微型12 V/24 V全金属齿轮加长螺纹螺杆M6),旋转电机采用信达37直流微型减速电机(12 V/24 V齿轮慢速大力矩10 W可正反转小马达),微动开关采用PBS-11行程开关,进料检测光电开关采用M3激光对射传感器。
5 自动缠绕设备工作流程
工作流程共有7个步骤:1)开机后,各电机、运动零件复位。2)将已经软化处理并按一定长度切断后的石斛茎放入进料槽内,一端送进上进料滚轮和下进料滚轮中间。3)卷料轴在第一旋转电机带动下开始转动;同时,第二旋转电机开始转动,将石斛条送向成型缸的进料口;当激光对射传感器检测到石斛段的进入后,第三直线电机开始转动,带动卷料轴支架向右移动,卷料轴将石斛条卷入成型缸,形成石斛卷;此步卷料轴的右端从位置一到位置四,触到微动开关,第一旋转电机和第二旋转电机停止转动。4)第三直线电机开始反向转动,卷料轴从成型缸中向左退出;同时,第一直线电机开始转动,使压紧杆向左移动;卷料轴的右端退至位置一处时,触到微动开关,第三直线电机停止转动;压紧杆左端的圆柱形压紧块的右端面从位置五到位置二时,触到微动开关,第一直线电机停止转动。5)停止3 s,以压紧石斛卷。6)第二直线电机开始转动,带动成型缸向右移动,使成型缸10的左端从位置一移到位置三,触到微动开关,第二直线电机停止转动;此时枫斗已经成型,第一直线电机开始反向转动,压紧杆向右移动,压紧杆左端的圆柱形压紧块的右端面从位置五到位置二;枫斗自动掉落。7)第二直线电机开始反向转动,成型缸向左移动,成型缸的左端面从位置三移到机架上的立面体的右侧面接触,触到微动开关,至此完成1个循环,制成1个枫斗。工作流程图(图中扭料电机M6在该机型中不需要),如图5所示。
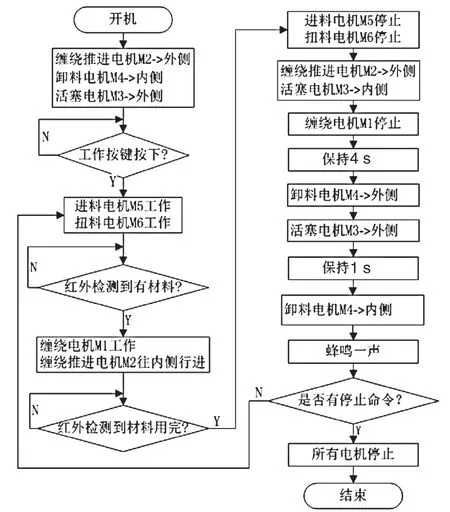
图5 工作流程图
6 样机制作
样机制作的主要任务是控制系统调试,复杂零件的制作,复杂零件主要有卷料轴和成型缸。
6.1 SLS金属3D打印
由于卷料轴的形状复杂,普通的机械制作工艺难于加工。先用SLA光固化3D打印验证其形状的正确性。再用SLS金属3D打印制作真实零件。
6.2 分解零件结构制作法
为了节约成本方便制作,将成型缸拆分为缸体和进料槽2个部分制作,如图6所示。分别加工后再通过紧定螺钉将其装配固定为一体,材料采用铝合金,如图7所示。1)设备适用范围大,对于直径在2 mm~5 mm的石斛段均能成功卷制。2)整机成本较低,适用于大型工厂,也适用于家庭作坊。便于推广应用。3)设备的机械结构和控制系统均是开源的,为后期从鲜石斛条到成品枫斗的加工流水线开发提供了重要的关键环节。

图6 成型缸分解制作

图7 组装后结构
7 结论
通过样机试制,制作的枫斗呈橄榄形,并经权威机构鉴定。1)设备5 s生产1个枫斗,制作的枫斗保持了石斛的营养成分,符合行业标准[6]。2)由于进料机构对石斛段进行了一定力的压制,使枫斗在泡制时有效成分的析出量比手工制作的高出约5%。3)设备适用范围大,对于直径在2 mm~5 mm的石斛段均能成功卷制。4)整机成本较低,适用于大型工厂,也适用于家庭作坊,便于推广应用。5)设备的机械结构和控制系统均是开源的,为后期从鲜石斛条到成品枫斗的加工流水线开发提供了重要的关键环节。