油莎豆白酒发酵工艺优化及其品质指标检测
2021-06-04张天爽
李 意,张天爽,赵 华
(天津科技大学 生物工程学院,天津 300457)
油莎豆中油脂含量丰富,是目前报道中产油量最高的植物油料之一,可以代替植物油使用[1-3];又因为油莎豆油脂的润滑性能比较好,所以还可以用来生产生物柴油以及高级的润滑油[4-5]。油莎豆不仅含有丰富的油脂还富含淀粉、糖以及蛋白质和各种维生素等,所以也是一种优质、高产且综合利用前景广阔的经济食用作物[6-8]。
油莎豆饼是由油莎豆榨油后的残渣压缩而制成的,其淀粉含量高达24.63%~36.77%[9],与小麦、玉米、土豆等相似[10]。榨油后残留的油莎豆饼的二次利用是目前现在企业所关注的方向[11]。因为油莎豆饼含有丰富的淀粉[12],所以可以将油莎豆饼提取并应用于食品加工行业中,还可以将油莎豆饼发酵制作成食品原料后剩余的残渣饲喂家畜[13]。此外,油莎豆饼还可用于酿酒行业中,其出酒率皆很可观[14]。虽然油莎豆饼的淀粉含量比较高,但是高粱的淀粉含量高达74.24%[15],所以和传统的优质酿酒原料高粱相比,其淀粉含量还是不太高。在油莎豆饼中混入高梁作为酿酒原料酿造油莎豆白酒,不仅可以提高对油莎豆的利用率,也能延长油莎豆的产业链。
本研究以油莎豆饼和高粱为原料,分别采用固态和液态发酵工艺制备油莎豆白酒,探究并选择合适的发酵工艺。在此基础上,采用单因素试验考察发酵温度、糖化酶添加量以及活性干酵母添加量对油莎豆白酒发酵及理化指标的影响,并以总酯含量为考察指标,采用正交试验对其发酵工艺进行优化,确定油莎豆白酒发酵的最佳发酵工艺条件。在此优化条件下进行发酵,测其理化指标和香气成分,确保优化后的发酵工艺更有利于高效生产优质的白酒。同时在发酵过程中实时监测酒醅的发酵指标,以期使整个发酵过程可以朝着正确的方向进行,从而达到优质、高产、低耗的目的。
1 材料与方法
1.1 材料与试剂
油莎豆饼:北京三礼豚科技有限公司;活性干酵母ADY:湖北宜昌安琪酵母股份有限公司;高温液化酶(1.5×105U/mL)、糖化酶(1×105U/g):诺维信(中国)生物技术有限公司。
1.2 仪器与设备
DH-101型电热恒温鼓风干燥箱:天津市中环实验电炉有限公司;高速中药粉碎机:天津华鑫仪器厂;FL-2Y型远红外封闭电炉:上海力辰邦西仪器科技有限公司;7890B型气相色谱质谱联用(gas chromatography-mass spectrometry,GC-MS)仪、HP-INNOWAX色谱柱(30 m×320 μm×0.25 μm):美国安捷伦科技有限公司。
1.3 方法
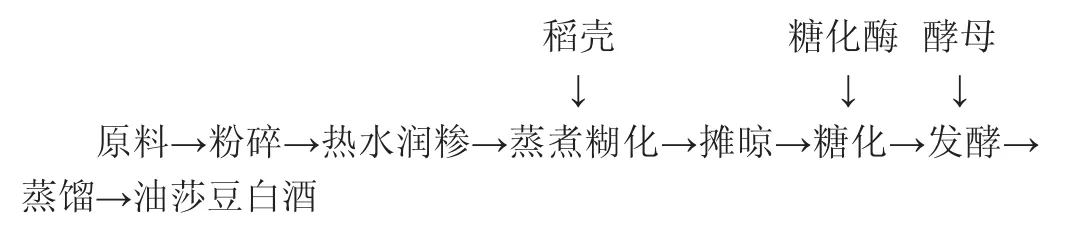
1.3.1 油莎豆白酒发酵工艺流程及操作要点
(1)油莎豆白酒固态发酵工艺流程
操作要点:
①原料处理:将油莎豆饼块用不锈钢粉碎机粉碎后得油莎豆饼粉,过40目筛备用。以质量比为1∶3的高粱与油莎豆饼作为原料。
②蒸煮糊化:以料水比1.0∶0.6(g∶mL)向原料中加入温水,搅拌均匀。称取15%(按原料计)的稻壳与原料在105 ℃条件下蒸煮100 min。
③糖化:原料蒸熟后,出锅摊晾30 min左右,冷却到60 ℃,加入180 U/g(按原料计)的糖化酶进行糖化。
④酵母活化:在4%的葡萄糖溶液中加入1‰(按原料计)的活性干酵母,然后在25 ℃恒温箱中活化0.5 h。
⑤发酵、蒸馏:糖化一段时间后,加入活化后的活性干酵母,均匀搅拌,分装入坛进行发酵,25 ℃条件下发酵14 d,发酵结束后进行蒸馏,得到油莎豆白酒。
(2)油莎豆白酒液态发酵工艺流程

操作要点:
①原料预处理及液化:以质量比为1∶3的高粱与油莎豆饼为原料,以料水比1∶3的比例加入温水以及液化酶8 U/g(按原料计),搅拌均匀,105 ℃高温液化100 min。
②糖化:将发酵醪液冷却到60 ℃,加入180 U/g(按原料计)糖化酶进行糖化。
③酵母活化:在4%的葡萄糖溶液中加入1‰(按原料计)的活性干酵母,然后在25 ℃恒温箱中活化0.5 h。
④接种:待发酵醪液冷却到30 ℃,将活化好的活性干酵母加入到发酵醪液中。
⑤发酵、蒸馏:将发酵醪液用纱布封口,然后放置到25 ℃的恒温培养箱中发酵5 d,发酵结束后进行蒸馏,得到油莎豆白酒。
1.3.2 油莎豆白酒固态发酵工艺优化
根据上述固态发酵工艺流程,分别考察发酵温度(20℃、25 ℃、30 ℃、35 ℃和40 ℃)、糖化酶添加量(120 U/g、140 U/g、160 U/g、180 U/g和200 U/g)、活性干酵母添加量(1‰、2‰、3‰、4‰和5‰)对油莎豆白酒理化指标的影响。
在单因素试验的基础上,以总酯含量(Y)为评价指标,以发酵温度(A)、糖化酶添加量(B)、活性干酵母添加量(C)为考察指标,进行3因素3水平的正交试验,确定油莎豆白酒最优固态发酵工艺。
1.3.3 酒醅分析
对于不同发酵阶段过程中的酒醅中的淀粉含量、还原糖含量、酸度以及酒精度进行了检测与测定,并且对发酵过程中的酒醅的温度进行了监测。
1.3.4 检测及分析方法
酸度(以乙酸计):采用中和滴定法测定[16];酒精度:酒醅蒸馏后,用酒度计和温度计测量其酒精度与温度,然后换算成在20 ℃时的酒精度[17];总酸含量:参照文献[18]的方法进行测定;总酯含量:参照文献[19]的方法进行测定;淀粉含量:先用盐酸水解法,将淀粉用盐酸水解成单糖,然后再用斐林试剂法测定水解后的具有还原性的单糖的含量即为淀粉的含量[20];温度:参照GB/T 22184—2008《谷物和豆类散存粮食温度测定指南》测定酒醅的温度[21];还原糖含量:采用斐林试剂法[22];乙酸乙酯:采用气相色谱法测定[23-26];出酒率=实际产酒数量/总投粮数量×100%[27]。
2 结果与分析
2.1 发酵工艺对油莎豆白酒的影响
2.1.1 发酵工艺对油莎豆白酒发酵指标的影响
采用固态及液态发酵工艺制备油莎豆白酒,监测其发酵过程中酒精度、酸度变化以及淀粉和还原糖的消耗情况,结果见表1。
由表1可知,在不同的发酵工艺下,通过固态发酵法得到的酒样酒精度(7.80%vol)略高于液态发酵(7.40%vol),剩余的淀粉含量(2.50%)和还原糖含量(0.46%)略低于液态发酵,酸度(3.32 mmol/10 g)则远高于液态发酵,这主要是因为固态发酵环境可以加快酵母的繁殖速度,提高了其对淀粉和还原糖的利用率。
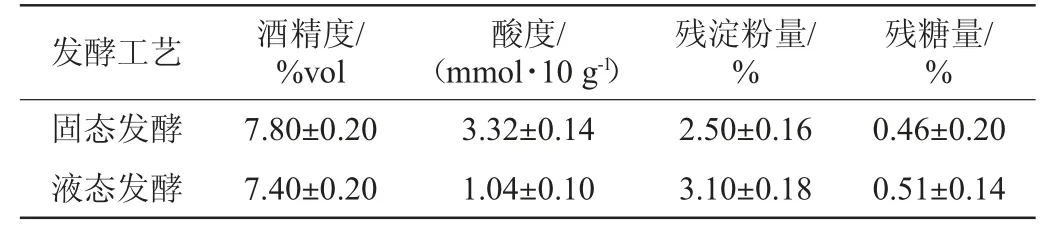
表1 发酵工艺对油莎豆白酒发酵指标的影响Table 1 Effect of fermentation process on fermentation indexes of Cyperus esculentus L. Baijiu
2.1.2 发酵工艺对油莎豆白酒理化指标的影响
两种发酵工艺得到的酒样的理化指标见表2。

表2 发酵工艺对油莎豆白酒理化指标的影响Table 2 Effect of fermentation process on physicochemical indexes of Cyperus esculentus L. Baijiu g/L
由表2可知,通过固态发酵法得到的油莎豆白酒中乙酸乙酯(1.09 g/L)、总酸(0.94 g/L)和总酯含量(2.38 g/L)高于液态发酵,故确定油莎豆白酒最佳发酵工艺为固态发酵工艺。
2.2 油莎豆白酒固态发酵工艺条件优化
2.2.1 发酵温度对油莎豆白酒发酵的影响
不同发酵温度对油莎豆白酒发酵及理化指标的影响分别见表3、表4。
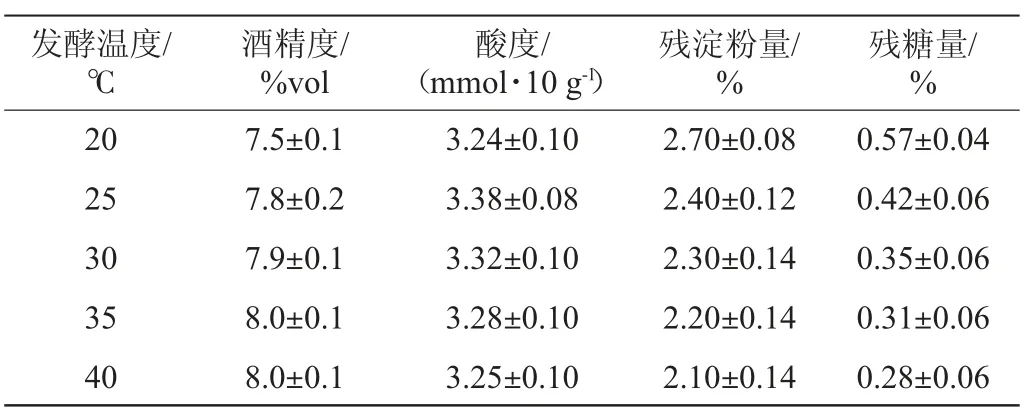
表3 发酵温度对油莎豆白酒发酵指标的影响Table 3 Effect of fermentation temperature on fermentation indexes of Cyperus esculentus L. Baijiu

表4 发酵温度对油莎豆白酒理化指标的影响Table 4 Effect of fermentation temperature on physicochemical indexes of Cyperus esculentus L. Baijiu
由表3可知,发酵温度对油莎豆白酒的酒精度无明显影响。随着发酵温度的升高,淀粉和还原糖的含量均有不同程度的下降,酸度则呈先上升后下降的趋势。这主要是因为较高的温度有利于酵母菌的生长,加快了对原料淀粉和底物糖的消耗速度,有利于产酸,如果温度过高,则抑制产酸。
由表4可知,随着发酵温度的升高,油莎豆白酒中的总酸、总酯含量分别先上升后下降,与酸度变化相近,产生这一现象说明提高温度有利于酸、酯类物质的生成,但过高的温度一方面会加速酸、酯类物质的挥发,另一方面使产酸、酯酵母出现早衰情况,从而导致总酸、总酯的含量减少。综上,选择25 ℃为最优发酵温度。
2.2.2 糖化酶添加量对油莎豆白酒发酵的影响
不同糖化酶添加量对油莎豆白酒发酵及理化指标的影响分别见表5、表6。

表5 糖化酶添加量对油莎豆酒发酵指标的影响Table 5 Effect of glucoamylase addition on fermentation indexes of Cyperus esculentus L. Baijiu
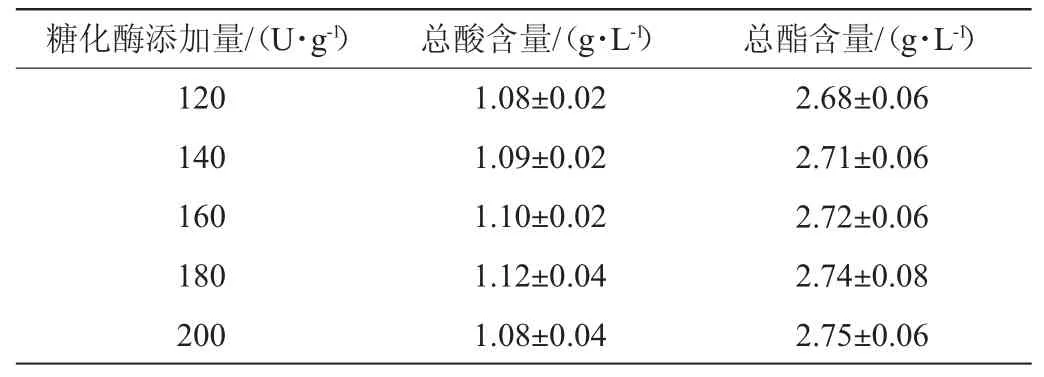
表6 糖化酶添加量对油莎豆酒理化指标的影响Table 6 Effect of glucoamylase addition on physicochemical indexes of Cyperus esculentus L. Baijiu
由表5可知,不同的糖化酶添加量对发酵醪的酸度无明显影响,淀粉含量和还原糖含量随着糖化酶添加量的增加而下降。这主要是因为糖化酶可以快速增加物料中的糖分,并在酵母的作用下,提高淀粉和还原糖的利用率。由于对淀粉和还原糖的利用率提高,酒精度随着糖化酶添加量的增加而上升。
由表6可知,不同的糖化酶添加量对蒸馏酒液的总酸、总酯含量无明显影响,因为糖化酶对产酸产酯酵母没有催化作用。综上,虽然无法提高总酯含量,但对于降低杂醇油含量有一定的作用[28-29],故选择200 U/g为最优糖化酶添加量。
2.2.3 活性干酵母添加量对油莎豆白酒发酵的影响
不同活性干酵母添加量对油莎豆白酒发酵及理化指标的影响分别见表7、表8。
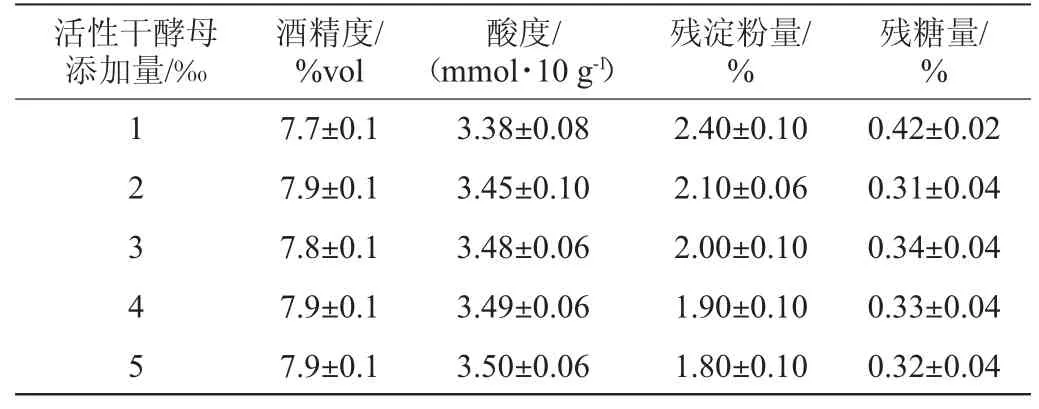
表7 活性干酵母添加量对油莎豆酒发酵指标的影响Table 7 Effect of active dry yeasts addition on fermentation indexes of Cyperus esculentus L. Baijiu

表8 活性干酵母添加量对油莎豆酒理化指标的影响Table 8 Effect of active dry yeast addition on physicochemical indexes of Cyperus esculentus L. Baijiu
由表7可知,随着活性干酵母添加量的增加,酒精度有略微的提升。活性干酵母的添加量从1‰增加到2‰时,淀粉含量和还原糖含量均会下降,酸度则会上升,再增加活性干酵母添加量则不会有明显变化。这主要是因为活性干酵母含量的增加,会加强对淀粉和还原糖的利用率,酵母代谢旺盛,酒醅酸度上升。
由表8可知,随着活性干酵母添加量的增加,总酸、总酯含量下降明显。添加活性干酵母可以加快发酵周期,但如果过量,会导致发酵周期过快,总酸、总酯的含量还未达到预期,发酵就已结束,从而使酒味香气不足。综上,选择1‰作为最优的活性干酵母添加量。
2.2.4 油莎豆白酒固态发酵工艺优化正交试验
在单因素试验的基础上,以总酯含量[30-31]为考察指标,选取影响油莎豆白酒总酯含量的3个主要因素:发酵温度(A)、糖化酶添加量(B)、活性干酵母添加量(C),进行3因素3水平的正交试验,正交试验因素与水平见表9,正交试验结果见表10。

表9 油莎豆白酒发酵工艺优化正交试验因素与水平Table 9 Factors and levels of orthogonal experiments for fermentation process optimization of Cyperus esculentus L. Baijiu

表10 油莎豆白酒发酵工艺优化正交试验结果与分析Table 10 Results and analysis of orthogonal experiments for fermentation process optimization of Cyperus esculentus L. Baijiu
由表10可知,根据极差分析可知,各因素对油莎豆白酒总酯含量影响的主次顺序为A>C>B,即发酵温度是影响油莎豆白酒发酵过程产总酯效果的最主要因素,活性干酵母添加量为次要因素,影响最小的是糖化酶添加量。正交试验的最优组合为A1B1C2,即发酵温度23 ℃,糖化酶添加量190 U/g,活性干酵母添加量1‰。由于理论上的最优组合不在设计的9组正交试验中,而9组正交试验中总酯含量最高的为A1B1C1,故对两组不同的发酵条件进行验证性试验。
2.2.5 油莎豆白酒发酵工艺优化正交试验的验证
分别采用A1B1C1和A1B1C2组合的发酵条件进行油莎豆白酒发酵试验,每个组合做2个平行试验。试验结果表明,两个组合的总酯含量分别为2.96 g/L、2.98 g/L,结果差异不大,考虑到出酒率和酒质[32],故选择A1B1C1为最优组合。
2.3 油莎豆白酒理化指标的检测
按照上述优化后的固态发酵工艺得到油莎豆白酒,其酒精度为9.2%vol,总酸含量为1.45 g/L,总酯含量为2.96 g/L,乙酸乙酯含量为2.42 g/L,出酒率为41%。结果表明,优化后的发酵工艺更有利于高效生产优质的白酒。
2.4 油莎豆白酒发酵过程中酒醅发酵指标的监测
白酒酒醅检测是白酒生产过程中监测日常生产的重要环节,也是白酒生产能否顺利完成的保障。酒醅各项指标影响着后期出酒的产量和质量,因此需要对酒醅在发酵过程中成分的动态变化进行分析研究。本实验对酒精含量、酒醅的发酵温度以及酒醅中剩余淀粉的含量的变化进行检测分析,结果见图1~图3,使研究结果可以有效地指导白酒日常生产实践,从而有效地控制白酒的质量和产量。
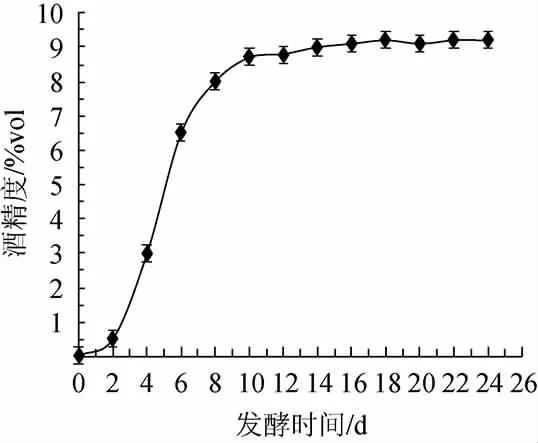
图1 油莎豆白酒发酵过程中酒醅酒精度的变化Fig.1 Changes of alcohol content in fermented grains during fermentation process of Cyperus esculentus L. Baijiu
2.4.1 油莎豆白酒发酵过程中酒醅中酒精度的变化
由图1可知,随着油莎豆白酒的发酵,酒精含量呈先升高后趋于稳定的趋势,尤其是在油莎豆白酒发酵的前期,酒精含量的增加尤为迅速。这主要是因为在油莎豆白酒发酵前期,酒醅中的营养物质比较充足,而且酒醅的微生物代谢繁殖速率快,待缸中出现厌氧状态,酵母菌开始进行酒精发酵。随着油莎豆白酒发酵的进行,酵母菌的酒精发酵随之进行,还原糖越来越少,故酒精发酵速率也逐渐降低,最后酒精挥发与生成速率持平,酒精含量趋于稳定。发酵结束后,测得油莎豆白酒的最高酒精含量为9.2%vol。
2.4.2 油莎豆白酒发酵过程中酒醅温度的变化
酒醅的温度与入缸时的温度、环境的温度以及微生物的代谢速率都有密切关系。通过油莎豆白酒发酵过程中酒醅温度的变化得知油莎豆白酒的发酵状况,控制酒醅的温度以及入缸时的温度控制有利于提高出酒率,增加白酒的香气成分[33-34]。油莎豆白酒发酵过程中酒醅温度的变化见图2。
由图2可知,随着油莎豆白酒的发酵,发酵温度呈现出先上升后下降的趋势。在发酵前期,酒醅中营养成分的含量比较丰富的,而且微生物的新陈代谢较快,生长繁殖迅速,这一过程会释放大量的能量,使酒醅温度迅速上升,油莎豆饼的酒醅温度在第6天达到峰值(27.9 ℃)。而后随着营养物质的减少,微生物代谢繁殖减缓,酒醅的发酵温度则缓慢降低,最后趋于平稳。

图2 油莎豆白酒发酵过程中酒醅温度的变化Fig.2 Changes of fermented grains temperature during fermentation process of Cyperus esculentus L. Baijiu
2.4.3 油莎豆白酒发酵过程中酒醅中残留淀粉含量的变化
淀粉的含量对微生物的新陈代谢及白酒的发酵过程有重大影响。入缸时酒醅的淀粉含量过低,会导致最后的出酒率降低;含量过高,会造成白酒在发酵过程中酒醅的黏度过大和产酸较高等不良影响[35-36]。油莎豆白酒发酵过程中酒醅中残留淀粉含量的变化见图3。
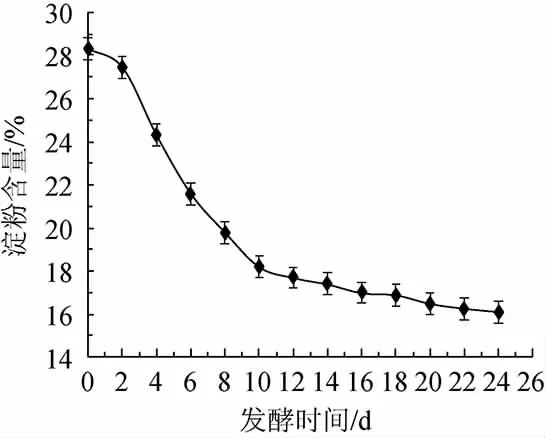
图3 油莎豆白酒发酵过程中酒醅淀粉含量的变化Fig.3 Changes of starch content in fermented grains during fermentation process of Cyperus esculentus L. Baijiu
由图3可知,随着油莎豆白酒的发酵,淀粉的含量持续下降,尤其是在发酵的前期淀粉的含量下降相对来说比较快,这是因为发酵前期,初始淀粉含量高,酵母菌的繁殖代谢加快,所以原料中所含的淀粉含量急速降低。在油莎豆白酒的发酵后期,剩余淀粉大多不可分解成葡萄糖,且后期的酵母菌的活性也降低,发酵后期的微生物主要开始产酸、产酯等香味物质,这样对淀粉的利用就减少了,从而降低了酵母菌对淀粉的消耗量,使得油莎豆白酒发酵后期的酒醅中的所含的淀粉保持在一个稳定的阶段。在油莎豆白酒的发酵结束后,测定出酒醅中消耗了12.21%的淀粉。
油莎豆饼不仅脂肪含量低,淀粉含量高,而且由于其是油莎豆榨油后的副产物,利用油莎豆饼生产白酒可以延长油莎豆的产业链,提高油莎豆的经济价值。
3 结论
油莎豆白酒的最佳发酵工艺为固态发酵,最佳发酵工艺条件为发酵温度23 ℃,糖化酶添加量190 U/g、活性干酵母添加量0.5‰,在此优化条件下,油莎豆白酒的酒精度为7.8%vol,总酯含量为2.96 g/L,总酸含量为1.45 g/L,乙酸乙酯含量为2.42 g/L,出酒率达到41%。油莎豆白酒发酵过程中,酒精含量逐渐升高,最后趋于平缓,发酵结束后,酒精度达9.2%vol;发酵温度先上升后下降,第6天时酒醅温度达到峰值(27.9 ℃);剩余淀粉含量逐渐下降,发酵结束后,淀粉消耗12.21%。利用油莎豆饼制备白酒,既提升了油莎豆的经济价值,也提高了油莎豆的利用率,通过对油莎豆白酒发酵工艺的优化,为油莎豆及其他高淀粉油料作物制备白酒提供了系统的试验数据支持。
