汽车行李箱面板模压成型模具设计及其成型工艺参数优化研究
2021-06-03唐凌霄
唐凌霄
(安徽中鼎动力有限公司,安徽 宣城 241000)
模压成型工艺具有模具结构简单、生产效率高、产品尺寸精度高等优点,是汽车内饰件主要加工方法之一,国内外学者对塑料件的注塑成形性能,以及影响成型过程的各种因素做了大量的理论实验,但对塑料件的模压成型研究不多,导致汽车内饰件模压成型模具设计水平落后,成型工艺参数基本由经验制定,无法保障内饰产品的质量,且容易造成人力物力浪费。因此如何解决以上问题成为内饰行业的首要任务。文献[1]利用Moldflow 注射成型分析功能,完成了模具动模部分的结构分析并得到了合理的结构方案,并将获得的温度和压力结果导入ANSYS 中,运用ANSYS 模拟模具的加热过程,分析模具的应力应变状况,但并未深入研究最佳压力和温度组合,不能获得最佳的成型工艺参数,并且未进行正交试验,数据不能进一步验证。文献[2]进行了正交试验,分析了成型温度、成型压力、保压时间和冷却速率四个工艺参数对板材性能的影响,确定最佳的成型工艺参数,但是并未分析加热时间对模压成型的影响,并且没有对得到的工艺参数进行进一步优化。文献[3]为求得PEEK 最佳的成型工艺参数,设计完成了正交试验,工艺参数为加热温度及加热时间,分别取三个水平,虽然作者进行了正交试验,但是并未考虑压力和保压时间对模压成型的影响。本文设计了模压成型模具,设计并完成了正交试验并对试验结果进行极差分析,求得评价指标最优时对应的工艺的参数组合。
1 汽车行李箱面板模压成型模具设计
通过分析了行李箱面板模压成型过程的受力状态,计算得到了模压压力,以及对行李箱面板零件的收缩率和模具分模面的分析,完成了模压模具的凹凸模、料框、导向机构和模架的设计。
1.1 汽车行李箱面板模压成型总体结构方案
行李箱面板从模具中取出后,在冷却到室温的过程中,由于材料热胀冷缩的特性,行李箱面板的实际尺寸会略有回缩。
根据生产总结,行李箱面板收缩率为1%。根据模具要求创建行李箱面板凹、凸模实体,该实体长1305mm、宽648mm、高239mm。由分型面分割凹凸模实体,并将分型面上下移动25mm 切割凹凸模实体得到厚度为25mm的凹凸模。
为防止在成型过程中片材发生失稳起皱,在模具中设置了料针及料框。料针穿透片材,将四周固定,从而避免了片材起皱的问题。并且设计了模具料框来配合料针的使用,料框上下对齐,防止片材从料针上滑出,也能够有效分散片材的水平力,如图1。
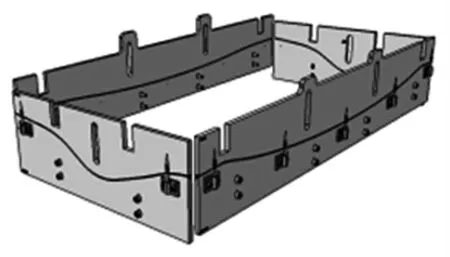
图1 行李箱面板料框
行李箱面板模具的导向机构包括导柱及导套,导向机构能够使合模过程精准无误,减少合模过程中的模具侧压力,防止模具受到损坏,延长模具使用寿命。本文零件较大,精度要求高,因此选择四根导柱,如图2。
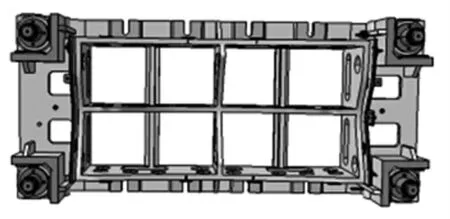
图2 行李箱面板导柱布置
1.2 汽车行李箱面板模压成型模压力计算
过去是由经验公式得到的模压压力,行李箱面板模压成型压力计算公式[1]为:

式中:PZ-垂直方向压力,MPa;PX-水平方向压力,MPa;X-面板长度尺寸,mm;Z-面板高度尺寸,mm;n-幂律指数。
行李箱面板长度X=1305mm,高度Z=239mm,取n=1,PX=2kPa,由式(1)得出行李箱面板模压成型模压压力为11MPa。
1.3 汽车行李箱面板模具冷却系统研究
模具材料为金属,冷却方式为水冷,将冷却水循环于模内预设的冷却水道即可进行冷却。冷却水道分布在加强筋之间,通过铆钉固定在凹凸模表面。冷却水道离行李箱面板表面较近,能够很好地实现冷却,如图3。

图3 模架冷却水道分布
由冷却水流量与水道直径的关系,可确定冷却水道直径d=16mm。冷却水道的间距l 为1.7d≤l≤3d。孔的大小根据模具或模具型腔大小而定。由于产品尺寸较大,冷却水道间距设定为3d,即48mm,圆整后为50mm。
2 汽车行李箱面板模压成型正交试验研究
本文正交试验水平因素达到四个,在多个重要因素同时变化的条件下,最有效的设计方法就是正交试验。要完成正交试验,需要确定行李箱面板模压工艺参数,确定水平因素及评价指标,试验完成后对试验数据进行极差分析,求得评价指标最优时对应的工艺的参数组合。
2.1 汽车行李箱面板模压成型正交试验条件
(1)试验设备
本次行李箱面板模压成型正交试验针刺PET+PP 复合材料。
行李箱面板烘箱有效尺寸:深1900* 宽2530* 高500mm,温度范围:10~300℃,设备加热功率:36kW,箱体外部1.2mm 冷轧板,内胆采用1.2mm304 不锈钢板,耐火性能好,隔音较好。行李箱面板模压成型模具本体采用45#铸钢,重量为两吨,使用寿命可达30 万套。冷却方式为水冷,水管间距80mm,模温小于8~10℃。模具进压机方式为叉车叉脚方式。固定方式为压机台面压板槽固定,压板槽宽度:30mm,间隔:300mm,偶数排列。
行李箱面板模压成型压机采用YMG32-315 四柱液压机。
(2)试验过程
首先将原材料放进烘箱进行加热,加热结束后的原材料放入模压模具中,用料针将材料固定并保压。达到保压时间后,取出成品,并去除飞边,放在半成品区冷却至室温,反复操作,直至得到16 组正交试验表。
2.2 汽车行李箱面板模压成型水平因素
影响模压成型的主要水平因素为加热温度、加热时间、模压压力和保压时间。查阅相关文献资料并结合实际生产情况,四个因素水平的取值如表1 所示。
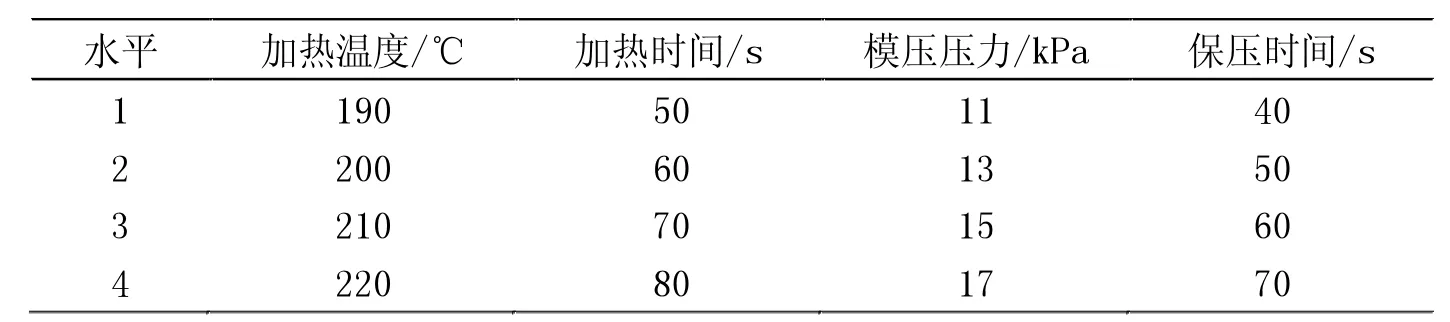
表1 正交试验的因素水平表
2.3 汽车行李箱面板模压成型正交实验评价指标
行李箱面板产品的主要缺陷为开裂、起皱、收缩。由于这三个缺陷测量难度较大,且无法量化表示。本文分别用最大变薄率、最大增厚率及收缩率进行代替。
由于正交试验有三个评价指标,无法同时使三个指标都达到最优,因此,可以采用综合加权评分法,获得综合评价指标最优的产品。
2.4 正交试验方案设计及结果
行李箱面板的正交试验方案和三个评价指标的测量结果如表2。
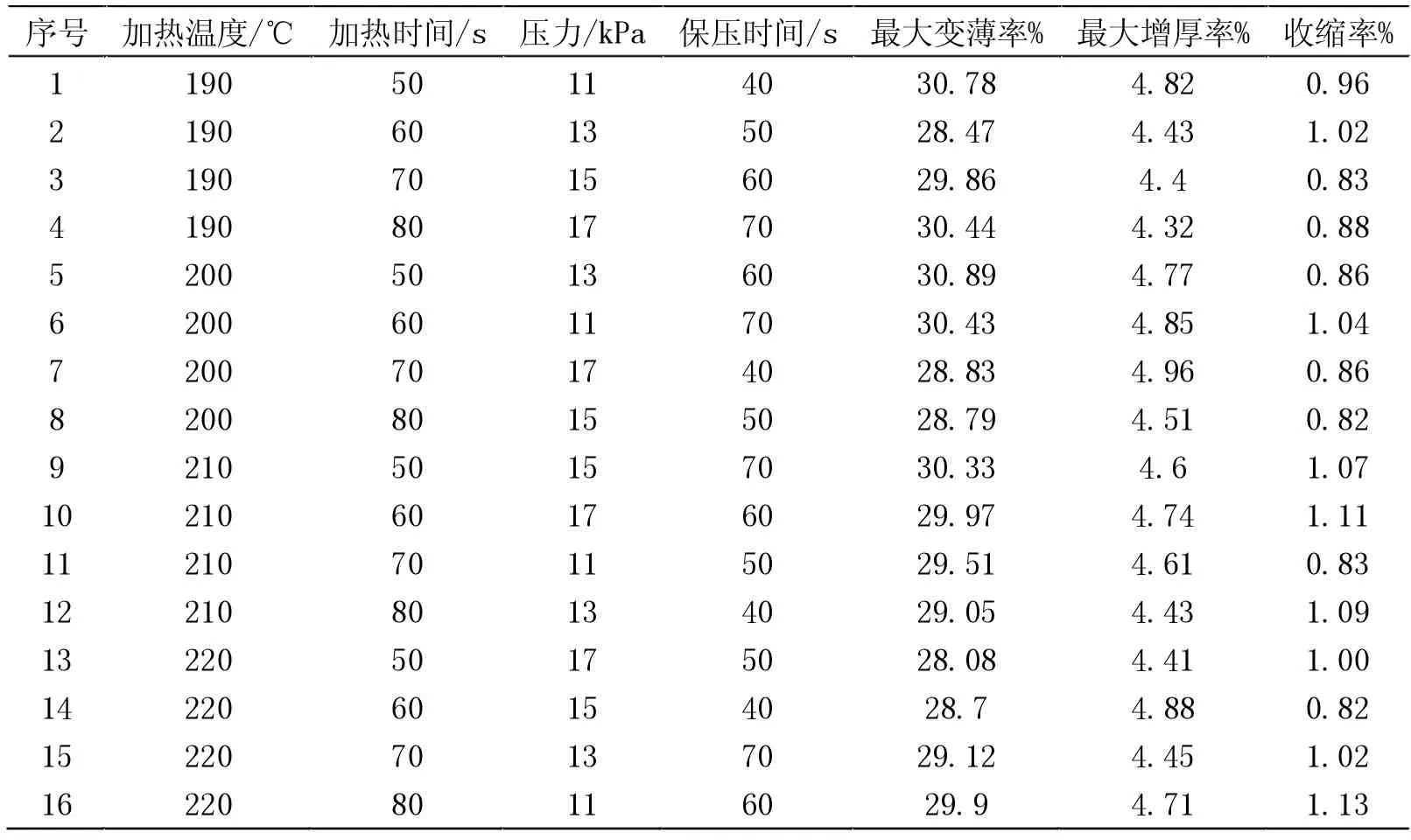
表2 行李箱面板模压成型正交试验方案和结果
2.5 正交实验结果分析
采用综合评分法对汽车行李箱面板模压成型试验结果进行分析,并对正交试验结果进行极差分析,得到了各因素对评价指标的影响程度,以及评价指标最优时对应的工艺参数组合。其16 组试验结果评分如表3。
根据综合评分法的结果可知第8 组评分最高,即第8 组评价指标最优,对应的工艺参数组合为A2B4C3D2。当加热温度为200℃,加热时间为70s,保压压力为11kPa,保压时间为40s 时,最大收缩率为28.0880%、最大增厚率为44.3264%、收缩率为0.8901%。
3 结论
(1)对行李箱面板模压成型过程的受力情况进行了分析,确定行李箱面板零件的收缩率、模具的分模,完成了凹凸模设计,设计出了行李箱面板的模压成型模具,对行李箱面板模压成型进行热分析,设计了模具冷却系统。
(2)确定设计并完成了正交实验,并利用综合评分法对正交试验结果进行了分析,得到评价指标的最优时的工艺参数组合。
(3)对试验结果进行数据处理分析,得到制件模压成型最佳工艺参数组合。

表3 行李箱面板模压成型正交试验综合评分结果
