绿色再制造应用于轴流式止回阀的计算分析
2021-06-02王舒余晓明刘亚杰
王舒,余晓明,刘亚杰
(200093上海市 上海理工大学 能源与动力工程学院)
0 引言
绿色再制造可最大限度提高废旧产品的使用价值,是发展建设循环经济和节约资源型社会的必然要求[1]。绿色再制造作为促进经济循环发展、提高资源利用效率的有效途径,被认为是实现环境友好型的必然要求[2-3]。
在绿色再制造技术的应用研究上,吴萍[4]等对陶瓷涂层的研究,结果表明,该陶瓷涂层具有很好的耐磨、耐高温和耐腐蚀的性能,能形成很好的保护层,延长设备的使用寿命;张石坚[5]采用高分子陶瓷涂层对转桨式发电机组的转轮室内部气蚀造成严重侵蚀的内流表面进行修复,试验发现该方法可在确保被修复的气蚀区域的强度和精度符合运行条件的基础上,有效提高转轮室表面的光滑度,降低发电机组内部的水力损失。
在止回阀的流场分析研究上,Veenstra[6]等介绍了一种用于驱动吸附式压缩机的止回阀的研制过程。该止回阀采用的金属密封使其满足在50 K的工作温度下,可以承受非常低的回流率;Botros[7]等通过分析止回阀在工作状态下的内部组件运动情况,发现当最小流量下的最大水动力小于弹簧的力时,阀瓣不能被完全打开,这种情况下,流体的运动会对内部组件造成较大冲击,同时会导致阀瓣发生振动;An Hailing[8]等基于数值模拟的方法对阀芯的3种不同结构进行分析,进而得出阀体内部3种结构下的流体静压分布情况;杜强[9]等通过对比不同工况下止回阀的模拟计算结果和试验结果,验证了在工程应用中CFD模拟的可靠性,也为对防水锤球形止回阀的优化提供数据支持。
本文的主要内容是对止回阀在100%开度、不同体积流量和不同的内流表面粗糙度状况(并对比使用绿色再制造技术对轴流式止回阀表面进行高分子超滑陶瓷(EB203)涂层工艺技术处理)进行了数值模拟与结果分析,能够为企业节能降耗技术改造提供计算参考。
1 轴流式止回阀工作原理及其结构特点
图1为轴流式止回阀的结构示意图。作用在阀瓣上的流体静压力及流体冲量共同决定着阀门的开启和关闭[10]。由于阀瓣和阀座间的距离较短,故阀门在很短的时间内就可以达到完全关闭状态,这在一定程度上防止了流体介质的倒流现象,减弱了流体倒流对转动设备产生的不利影响,进而保护上游设备与管道的安全运行[10-11]。

图1 轴流式止回阀结构Fig.1 Structure of axial flow check valve
2 模型建立与网格划分
为稳定轴流式止回阀进出口处的流场压力分布,对其进出口端分别增加阀门5倍公称直径长度管道和10倍公称直径长度管道。图2为轴流式止回阀的三维模型。
图2 轴流式止回阀的三维模型Fig.2 3D model of axial flow check valve
本文选择等效沙粒粗糙度模型对轴流式止回阀进行不同粗糙度下的数值模拟分析[12]。等效沙粒模型是假设用紧密排列在光滑壁面上的半径相等的小球来模拟真实壁面的粗糙情况。如图3所示为等效沙粒粗糙度模型,图中的KS为等效沙粒粗糙度高度。

图3 等效沙粒粗糙度模型Fig.3 Equivalent sand roughness model
由于在轴流式止回阀的开启与关闭过程中,阀内实际工作介质(如多相流等)对阀瓣的侵蚀作用较大,且根据轴流式止回阀的内流表面的侵蚀和磨损状况来看,阀瓣的侵蚀和磨损程度相较于其他内流表面来说往往更为严重,为了使模拟的结果更加接近实际情况,针对轴流式止回阀关键部件被严重侵蚀和磨损造成其内流表面粗糙度大幅增加的程度,进行如表1所示的3种不同的侵蚀和磨损状况下的粗糙度设置:
表1 不同的侵蚀和磨损状况下的粗糙度设置Tab.1 Roughness settings under different erosion and wear conditions
在对轴流式止回阀进行网格划分时,对轴流式止回阀的阀瓣区域进行网格加密处理,并运用ICEM-CFD的网格光顺功能对其进行网格质量的优化处理。轴流式止回阀计算流域的网格如图4所示,网格单元数为3 922 771,节点数为599 474,整体网格质量不低于0.3,且其中质量超过0.7的网格数量高达90%以上,整体网格质量较好。
图4 轴流式止回阀网格图Fig.4 Grid diagram of axial flow check valve
3 控制方程与边界条件设置
由于本文所分析的轴流式止回阀案例中的流体为不可压缩流体,则流体密度ρ为定值,ux,uy,uz分别为速度矢量u在X,Y,Z方向的分量。质量守恒方程又名连续性方程,其表达式为

依据动量守恒定律的含义,可导出其在X,Z,Y方向的动量守恒方程
式中:p——流体微元体的压强;fx,fy,fz——单位质量力在X,Y,Z方向上的分量,若质量力只有重力,且Z轴为垂直向上,则fx=fy=0,fz=-g。τxx,τxy,τxz——由分子粘性作用而产生的作用在微元体表面上的粘性应力τ 的分量。
广义内摩擦定律(本构方程):

式中:μ——动力粘度;λ——第二粘度。将式(3)代入式(2)可得

Fluent求解过程中,工作介质为不可压缩的液态水,计算模型选用标准的k-ε 湍流模型,速度与压力耦合方法为SIMPLE算法,采用速度进口和压力出口作为进口与出口边界条件[13]。
4 轴流式止回阀的流场分析
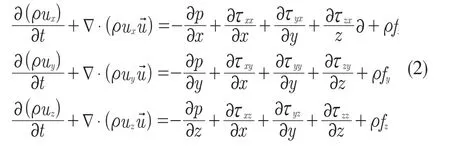
图5—图7分别为轴流式止回阀在100%开度,体积流量为570 m3/h,受到侵蚀和磨损状况1工况下的中心截面的压力云图、速度云图和速度矢量图。
由图5的压力云图可见,轴流式止回阀内部的压力呈轴对称分布。整体来讲,流体沿着轴流式止回阀流道的方向压力呈现有规律的均匀变化,在进出口管道区域压力均呈现出逐渐减小的趋势;在阀瓣和阀体间所组成的喉部区域及阀座区域,由于过流面积的变化,压力呈现出先减小后增加的过程;在阀瓣的顶部,由于流体的冲击作用,压力逐渐增加并达到最大值,形成局部高压区域。

图5 中心截面压力云图Fig.5 Pressure cloud map of center section
由图6的速度云图和图7的速度矢量图可见,速度呈对称分布,流体在流道的喉部区域及阀座区域,流体的速度变化较为剧烈,且最大流速出现在阀座底部区域,这是由于此处的过流面积最小,而体积流量为定值,所以此处的速度达到最大值;在阀瓣的顶部区域,流体出现了滞止的情况;在内流道过流面积突变的位置,如轴流式止回阀喉部靠近阀体区域、导流罩内部区域、阀杆底部及阀体的出口部位,流体出现了回流及二次流的情况,这进一步增加了流体的局部压力损失。
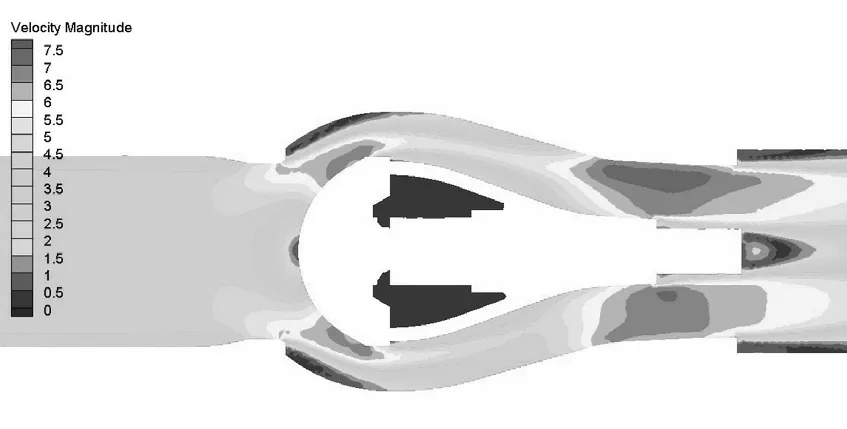
图6 中心截面速度云图Fig.6 Velocity cloud of center section
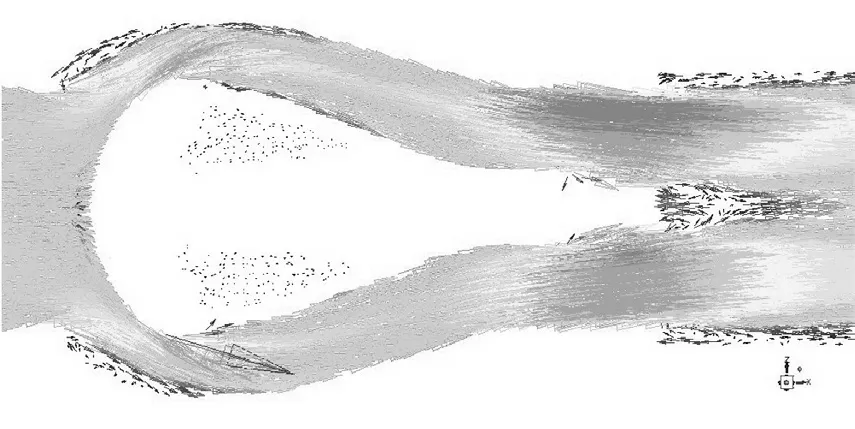
图7 中心截面速度矢量图Fig.7 Velocity vector diagram of center section
5 绿色再制造技术改造前后的止回阀流场分析
对100%开度、不同体积流量(100,200,300,400,500,570 m3/h)和不同侵蚀和磨损(侵蚀和磨损状况1~3与应用EB203涂层修复)的轴流式止回阀进行稳态数值模拟分析,计算出来的进出口压力损失结果如表2所示。

表2 100%开度、不同流量和不同侵蚀和磨损状况下的进出口压力损失Tab.2 Pressure losses at inlet and outlet under 100% opening,different flow rates and different erosion and wear conditions
为了便于与经绿色再制造技术处理后的止回阀进行比较,将不同受侵蚀和磨损状况下的压力损失值与经过高分子超滑陶瓷(EB203)涂层处理后的压力损失值进行差处理,所得到的压力损失差作为表征,经绿色再制造后降低进出口压力损失的能力。如图8所示以压力损失差为纵坐标,作出“流量——压力损失差值”曲线图。
图8 不同粗糙度状况与绿色再制造后的“流量—压力损失差”曲线Fig.8 "Flow-pressure loss difference" curve of different roughness and green remanufacturing
由图8可见,在开度和流量相同的情况下,压力损失差值随着粗糙度的增加而变大,表明粗糙度越大的内流表面的压力损失越大。在开度和侵蚀和磨损状况相同的情况下,压力损失差值随着流量的增加而变大。因此对内流表面被侵蚀和磨损严重的轴流式止回阀,通过运用绿色再制造工艺技术,在一定程度上可以降低轴流式止回阀进出口的压力损失。
6 结论
(1)流体在过流面积突变的位置速度变化剧烈;在阀瓣的顶部区域产生流体滞止的情况;在止回阀喉部区域、导流罩内部区域、阀杆的底部区域及止回阀的出口处,流体出现漩涡及二次流;在同一开度与磨损状况下,由于流体流动过程中对内流表面的冲击作用,进出口的压力损失随着流量的增加而变大。
(2)通过对被侵蚀和磨损的轴流式止回阀内流表面应用绿色再制造表面高分子超滑陶瓷(EB203)涂层工艺技术处理,可以延长其使用寿命并具有一定程度的节能降耗效果。