多工位电液束加工技术
2021-05-29
(中国航空制造技术研究院,北京 100024)
电液束加工是在金属型管电极小孔加工基础上发展起来的一种小孔加工方法[1–2]。其基本原理如图1所示,酸基溶液经毛细玻璃管喷射形成液束流,工件和毛细玻璃管中的金属电极分别与直流电源正、负极接通,在电场的作用下,液束被阴极化,阳极金属工件被“溶解”去除,从而实现小孔的成形[3–4]。在电液束加工时,其电流密度远远大于普通电化学加工稳定状态下的电流密度,属于电化学与化学加工复合作用的一种高能加工[5]。由于其具有的电化学冷加工特性,与普遍应用的热加工手段如激光、电火花等制孔方法相比,电液束小孔加工的品质更高,加工的气膜孔不存在重熔层、微裂纹、热影响区,叶片制孔后不需要后续处理,技术优势显著[6]。气膜孔的加工质量直接关系到叶片的安全可靠性[7],因此,在美国、英国、德国、俄国等先进国家受到了足够的重视。
英、美、俄等对气膜孔加工工艺和设备一直进行持续不断的深入研究,从工艺技术、加工设备、在线检测、自动物料库、自动化控制等多个方面进行不断的升级和更新。电液束加工工艺在美国GE、德国MTU、英国ELE等公司实现了长期的稳定应用。近年来荷兰、俄罗斯、印度等国也广泛开展该项技术的研究[8]。近年来国内开始对电液束加工方法进行重点评估,对于航空发动机、燃气轮机的导向叶片深孔加工部位,在图纸上明确指定采用电液束加工工艺。
中国航空制造技术研究院自20世纪80年代开始进行电液束加工工艺研究。对电液束加工小孔的重要参数包括加工电压、电流,酸溶液成分、浓度、温度、压力,进给速度,玻璃管电极形状、尺寸及玻璃管电极导电体布置等进行了充分探索,并针对加工参数对加工结果的影响进行了系统的测试分析。试验证明,电液束加工保证了加工小孔表面无热影响造成的缺陷,因而在多个型号的高推比发动机单晶材料工作叶片气膜孔加工中得到应用[9]。
除了涡轮叶片气膜孔的尺寸精度、表面质量要求,涡轮叶片气膜孔的形状对冷却效果的影响至关重要[10–11]。在涡轮叶片气膜冷却技术的应用中,发动机设计师希望用尽可能少的冷气量来达到一定的冷却性能要求。因此,对气膜孔的尺寸形貌以及质量稳定性均提出了更高要求。一是在涡轮叶片气膜孔的孔径一致性、坐标位置角度的精确性、孔形孔貌保证上明确量化。叶片的气膜孔由等角度、等间距排列渐渐演变为多角度、不等间距的排列[12–14]。二是要求孔形规则,出入口圆滑,不能出现缺陷而导致应力集中,影响叶片的疲劳性能。这对电液束加工过程中的主要参数如电极进给速度、电压、溶液组分浓度与温度、输液压力等的控制提出了更为严苛的要求。同时,叶片表面小孔数量与分布密度进一步提高,加工量大,加工效率已成为新机研制中重点关注的因素。航空发动机涡轮叶片上通常分布有数百个气膜孔,海量的小孔需要较高的加工效率才能满足生产要求。目前,单点、单工位的电液束加工工艺很难满足日益增长的型号研制需求。因此,国内外均将叶片气膜孔的加工效率和质量提到了一个同等高度进行考虑。
目前,先进航空发动机高压涡轮工作叶片采用单晶铸造材料,具有高温强度高、组织稳定及铸造工艺性能好等优点[15–17],其在制孔中严禁出现热影响区以防止出现再结晶[18]。电液束冷加工方法已成为首选工艺。高推比航空发动机涡轮叶片海量、密集小孔的加工效率已成为新型发动机生产面临的严峻问题。依靠单点、单工位电液束加工工艺,需要大量的设备及操作人员才能满足发动机新型号研制需求。进入量产后,更需投入大量的人力与装备,因而引出了对多工位电液束技术的需求。采用多工位加工,实现集中控制,是大幅提升电液束加工效率的有效途径。
多工位电液束加工系统设计
1 多工位布局
多工位电液束加工布局上考虑了加工单元并列排布的方案,如图2所示。
多工位电液束加工系统主要由加工主机单元、控制系统、工件传输系统、集中供液系统等组成。
加工工位有3个,每个工位均设计有X、Y、Z直线运动及B、C旋转运动五轴;各工位均为单独的工作箱,彼此之间无干涉; 3个工位集中控制;集中供液系统分为3路向3个工位提供加工溶液; 3个工位在自动加工时由一个6轴机器人进行工件装卸、运转,采用站台式的连续传输形式,工件的流转路径如图3所示。加工程序由储存区1发起,叶片传送至工位1,完成当前工位加工后,流转至储存区2,待工位2空闲时,再转至工位2,完成当前工位加工后,流转至储存区3,待工位3空闲时,再转至工位3,以此类推进行交叉循环。系统自动记录、判断工位加工状态。每个叶片全部小孔加工完成后,均流转至成品区,即完成区。
2 设备设计

图1 电液束加工原理Fig.1 Mechanism of electro stream machining
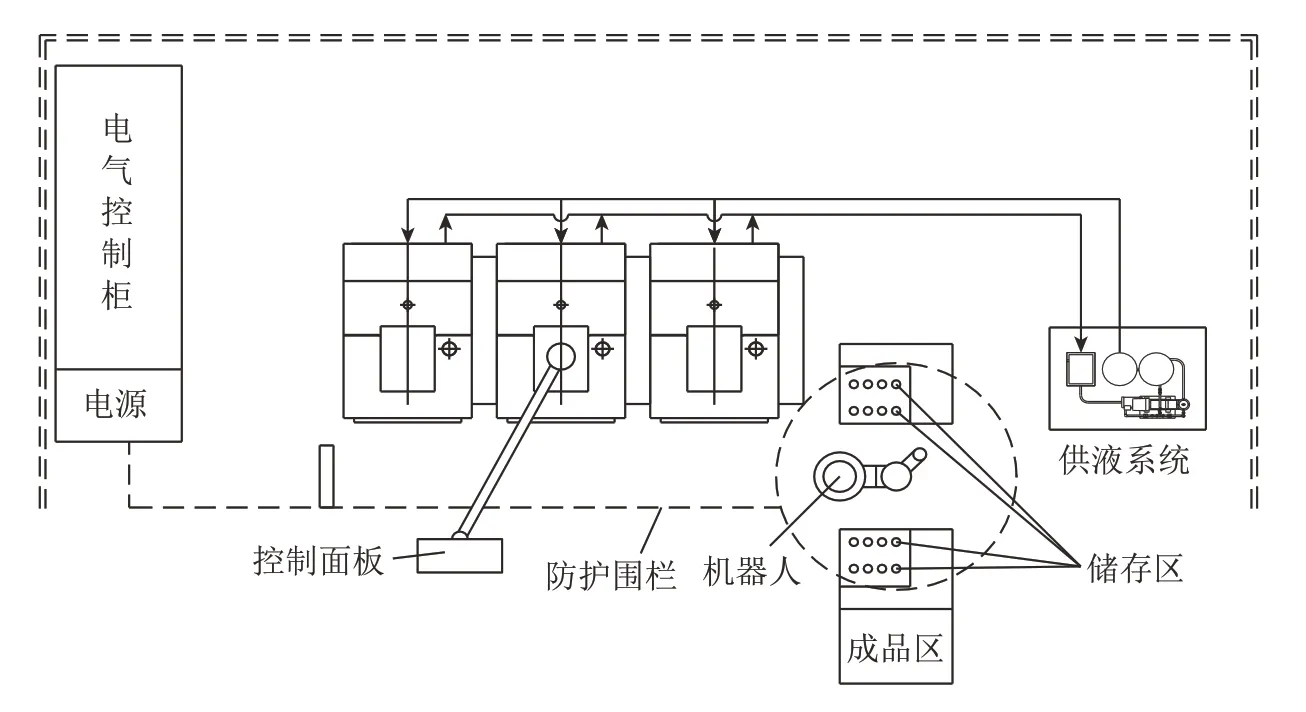
图2 多工位设备布局示意图Fig.2 Multi-station equipment layouts
电液束加工设备较为特殊,要在酸性环境下同时实现酸液的输送、电源电压的施加以及多个加工轴的进给,这对设备部件的耐蚀防护和对操作者的安全保护提出了比一般电化学加工设备更高的要求。其设计的难点有以下4点。(1)运行环境较为恶劣:电液束加工采用酸性溶液,在加工过程中,除了与溶液接触的工作区、管路外,还有少量的酸雾,对设备的腐蚀性较大。(2)需要控制的元素较多:电液束加工属于电化学加工领域,需要控制的主要参数有加工电压、溶液压力、溶液温度、进给速度等,主要附属设备有输液系统、电源、风机等。(3)安全性操作性要求高:相比普通电解加工,电液束加工的电压较高,且工作环境为酸性,加工过程中不能接触工作区;操作时,需对制孔过程的参数稳定性、制孔过程进行监控,主要包括:参数监控(电压、电流、溶液压力、溶液温度、溶液pH值等),状态监控(小孔穿透、电极破损、电极堵塞等),外部设备监控(输液系统、过滤有效性、电源运行等)。(4)多工位加工的工位协调:多工位加工时,不同工位制孔的对象不同,需要工件在工位间的流转,实现自动化物流。
主机设计如图4所示。机床设计了3个加工单元,形成3个工位。控制面板可以游动于3个工位位置前面。物料架位于主机右侧,工件周转容量为8个,由机器人将叶片在3个工位和物料架间完成自动流转。

图3 工件传输顺序Fig.3 Sequence of workpiece transfer
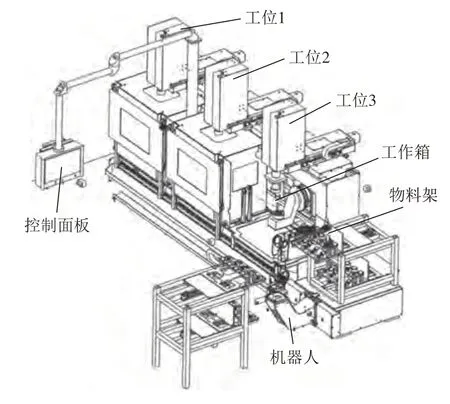
图4 多工位工作区模型Fig.4 Multi-station workspace model
每个加工单元上均设计有X、Y、Z直线轴与B、C两个旋转轴,直线轴行程分别为X轴260mm、Y轴200mm、Z轴200mm,B轴、C轴旋转范围分别为±90°、360°。叶片通过夹具固定于C转台,C轴可以实现叶片小孔加工时角的调整,C转台通过转臂与B转台连接,B轴运动可以实现叶片角的调整,如图5所示。

图5 加工轴设计Fig.5 Design of processing axis
电液束加工时,加工电极沿X、Y方向进行位置坐标调整,加工小孔通过α、β两个方向的角度变化实现两个角度的调整功能。在加工时,为了避免重力对液束的影响,电极须沿垂直Z方向进给。加工电源为直流电源,输出额定电压300V,输出额定电流3×5A。
控制箱采用悬臂吊挂方式,3个工位的操作集成到一个控制面板。在机床和机器人活动区域,设置围栏,并在围栏内布置一对安全光幕,如图6所示,有人进入正在工作中的机器人活动区域,机器人会立即停止运动。防护栏的安全门设置安全限位开关,门打开时,机器人也会立即停止运动。机器人停止不影响各个工位的正常加工。在防护栏、机器人控制箱以及机床操作箱上均布有急停按钮,无论是机器人系统故障,还是主机床故障,按下急停按钮,整个设备都能停止运动,以保障人员安全。
设备控制由机床控制系统与工件传输系统两部分组成。机床控制系统采用工控机作为核心单元,具有多工位、多坐标逻辑顺序控制、自动对刀、加工后自动换位等功能;进给轴采用交流伺服驱动,控制内容包括电液参数、工件位置角度、进给速度等。工件传输系统负责工件的识别、流转以及自动装夹。机器人工件系统与机床控制系统之间通过以太网(EtherNet)接口通讯,实现的主要功能有以下方面。(1)自动加工功能:根据工艺输入各轴加工起、终点坐标以及Z轴加工深度、加工总孔数等参数后自动加工[19]。加工开始后,电极进行自动对刀,对刀后退回初始间隙,自动接通电源(可设定延时)开始进给。小孔加工穿透信号发出或到达预设行程后,自动停止进给并关断电源(可设定延时),Z轴返回,换位加工下一个小孔。加工过程中可实现进给暂停与恢复。加工至某一段最后一个小孔后,自动停止进给并关断电源(可设定延时),Z轴返回至设定位置,该段加工结束。加工孔的过程中,X、Y位置以及B、C轴的角度按程序进行自动调整,并根据孔通信号以及行程控制实现自动换位。(2)监控功能:对加工电压、加工电流、溶液压力等信号进行实时监控,对参数的异常情况及时做出报警或暂停加工等反应。(3)日志功能:对重要加工参数(加工电压、加工电流、溶液压力、溶液温度)进行记录。(4)故障处理功能:遇到突发情况(电极损坏,电气故障等),有问题的工位停止,其他工位保持现有状态。问题工位恢复后,经确认,工件调度系统程序可以断点续传。如果某个工位的故障较严重,需要一段时间才能修复,调度系统可以操作绕过该故障工位。(5)安全防护功能:具备多重安全互锁控制,例如加工电源启动前必须启动供液系统,启动供液系统前必须关闭工作箱门等。工件调度运行时,如遇到人员闯入警戒区域,则调度系统立即停止动作。人员离开后,调度系统才可以继续动作。
输液系统实现多工位集中供液。电液束加工采用酸性溶液,对设备及溶液传输系统要求很高。多工位集成式供液系统由酸液容器、耐酸高压泵、稳压装置、调节阀、精密耐酸过滤器等组成。具备的主要功能如下。(1)循环供液功能:可按设定的供液压力为电液束加工设备连续供液,运行中保持预先设定的压力值。具备低液位报警功能,保证循环供液过程中禁止出现溶液箱抽空或回流液箱溢出故障。(2)稳压控制功能:采用脉冲计量泵,为保证供液压力的稳定性,配备了脉冲消减装置进行稳压控制,消除压力波纹。(3)精密过滤功能:电液束加工电极前段非常细小,所以必须实现精密过滤,同时考虑过滤装置寿命,过滤精度不大于5μm。(4)温控功能:具备溶液加热及冷却功能,可设定温度范围20~40℃。
图7为多工位电液束加工设备安装现场。
多工位电液束加工关键技术
1 叶片定位与自动检测技术
叶片通过工装安装到机床夹盘上时,由于叶片榫头与叶片叶身存在偏差,夹盘的转轴也与叶片的积叠轴存在误差,若采用理论程序进行孔的加工,则会导致孔的位置和孔轴线与设计不符,造成零件报废。在国外的电火花制孔设备中,实现了对叶片的在线五坐标检测,通过检测结果,对叶片的各个孔的加工位置进行了最优的调整,最大程度拟合理论状态。但在电液束的加工环境中,酸液和酸雾的环境使在线检测的装置无法进行布置,因此采用了测量机和多工位主机隔离放置的方案,即将叶身型面测量和气膜孔加工两种工艺进行了分离,不同于一工位一机的传统思路,采用一台测量机服务于多设备、多工位的方法。测量机主体具备X、Y、Z直线轴和B、C轴旋转功能,布局与加工单元完全一致,如图8所示。测量机台面采用天然花岗岩材料,热膨胀系数低,稳定低形变,导轨采用全闭式空气轴承。测量软件包括测量模块和自动检测模块。检测装置的五坐标全部测量运算功能由控制系统、专用测头、分析软件、专用计算机实现。

图6 安全围栏设计Fig.6 Design of safety fence

图7 多工位电液束加工设备Fig.7 Multi-station equipment of electro stream machining
为了保证测量数据能够在多工位主机上实现准确还原,测量机和多工位主机必须采用几何尺寸、精度等级完全一致的B、C双轴转台,如图9所示。通过检测、调试等手段来保证B、C双轴转台的一致性。为保证叶片夹具的装夹精度,采用几何尺寸、精度等级均一致的精密定位夹头。精密定位夹头轴线和C轴轴线重合、角向位置一致,保证叶片及夹具在测量机和多工位主机上安装后位置的一致性。

图8 五坐标测量机Fig.8 Five–axis measuring machines
自动检测定位步骤如图10所示。叶片通过定位基准座安装于测量机上;测量机通过对涡轮叶片的叶身的检测,获取真实叶身型面的数据,并根据理论数模进行误差分析,计算出每个孔的坐标各矢向误差值;如果计算结果超出了设定的允差值,则需要增加叶身测量点进行再测量(再超过允差将不予处理),通过拟合运算,得出叶片5个坐标轴原点修正数据;利用CAM软件对基于理论数据的加工程序进行改编,最后转换为Z向进给加工数据,生成新的加工程序。
相比叶片机床在线检测定位技术,电液束加工的检测定位采用的是将型面测量和气膜孔加工两种工艺进行分离的布置方式,有效解决了电液束加工酸性环境下标准测头腐蚀的难题。测量机和多工位加工单元采用了几何尺寸、精度等级一致的双轴转台和精密定位夹头,实现了叶片及夹具异地数据的精确还原,取得了与在线测量同样的效果。一台测量机通过数据通信服务于多台设备,大大节省了硬件成本。通过叶片气膜孔加工验证,调整后程序的加工位置明显好于理论程序的加工位置,孔位置偏差从理论程序的0.5mm提高到调整后程序的0.03~0.2mm。
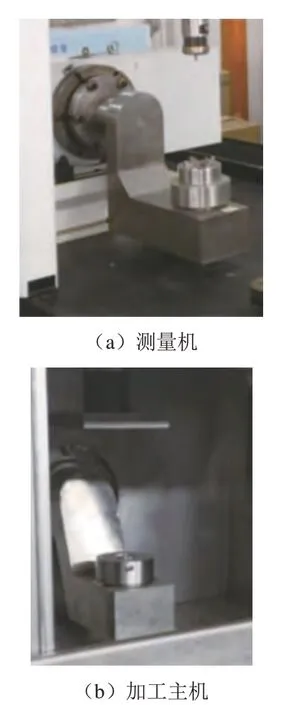
图9 测量机和加工设备的B、C转台Fig.9 B、C rotary table of machining and measuring equipment
2 加工初始间隙自动确定技术
电液束加工采用的毛细玻璃管透明、薄脆、强度差,不能采用光学、触碰、超声检测等方法进行位置的侦测,因此电液束小孔加工过程中,电极的起始位置,包括电极与叶片表面的初始间隙是定位技术中的一项难题。电液束加工的初始位置与初始间隙水平、小孔中心位置、加工入口的形貌直接相关。其中初始间隙与加工入口的扩口状态呈近似正比线性关系。如初始间隙过大,则会出现较大的扩口,呈喇叭口形状,而初始间隙过小,则会因为工作进给开始而来不及“切削”造成电极与工件的触碰[20]。往往只能通过人工检测加工初始间隙,人工调整电极的位置坐标,然后手工输入加工起始位置坐标,启动程序加工。
在多工位电液束加工技术研究中,根据电液束加工环境的特点,提出了换位“对刀”技术,即采用与玻璃管电极具有固定的位置关系的“影子”探针置换实现对刀的方法,解决了初始间隙的确定难题。探针布置如图11所示。

图10 叶片检测定位步骤Fig.10 Detection and positioning steps of blade
初始间隙的自动确定过程如图12所示。(1)毛细玻璃管电极固定于电极密封头上,金属探针固定于连接架上,输液导电密封头与连接架均与电液束加工机床阴极安装板连接,毛细玻璃管电极与金属探针形成固定的X、Y方向位置关系,X、Y坐标差值分别为Δx、Δy。金属探针通过调整螺母调节上下位置,使金属探针端部与毛细玻璃管电极端部Z向位置相等。(2)启动小孔加工程序后,机床阴极安装板沿X、Y方向分别运动使金属探针与基准块的X、Y向两面触碰,获取触碰信号后记录当前坐标为(x0,y0)。(3)金属探针沿X、Y反向运动距离分别为(x1–x0)、(y1–y0),使探针端部位于小孔中心(x1,y1)位置。(4)金属探针沿Z方向自动接近工件,获取其与叶片表面接触的信号;出现接触信号后,系统记录坐标触碰位置1(x1,y1,z1),并自动将Z坐标值减去设定的加工初始间隙δ(z2=z1–δ),作为位置2(x1,y1,z2),然后将位置2数值自动赋值至加工程序,确定起始加工位置。(5)机床阴极安装板退回启动位置,X、Y分别移动Δx、Δy,使毛细玻璃管电极置换到金属探针位置(x1,y1)。至此,玻璃管电极的定位和初始间隙控制过程完成。(6)玻璃管电极前端自动到达位置2(x1,y1,z2),按自动设定的初始加工间隙开始加工。
采用加工初始间隙自动控制,加工小孔的扩口尺寸在0.54 ~ 0.57mm之间,一致性误差为0.03mm。可以看出,初始间隙的控制方法对保证小孔入口形貌的一致性起到了关键性的作用。加工出的小孔入口一致性好,效果显著。小孔入口见图13。
试验表明,采用与玻璃管相对位置固定的金属探针,通过真实对刀后,根据坐标差实现玻璃管电极的自动定位,位置精确,调整快捷,对刀数据直接写入加工程序,准确控制每个孔起始加工位置,大幅提升了入口形貌一致性。自动对刀技术是电液束实现全自动化加工的关键之一。
3 加工穿透检测技术
电液束加工叶片气膜冷却孔时,小孔出口形状较为特殊,因工作叶片气膜孔多为与叶片表面夹角很小的斜孔,小孔穿透瞬间,局部通透后还需要沿孔壁继续加工余下的“半孔”,此时加工状态非常复杂,如果处理不当极易造成出口过大或者产生缩口,严重时会出现孔边台阶、凹坑等形貌,影响小孔品质。但如果加工穿透后未能及时停止,长时间的继续加工,也会因电液束作用导致出现蚀痕、蚀坑等对壁击伤缺陷。在目前现有装备条件下,电液束制孔过程中只能依靠人工判断小孔的盲通,并由人工干预删除程序进给余程,效率低,劳动强度大。因此,能否在小孔加工穿透后及时实现换位加工,也是电液束制孔质量控制和实现自动化加工的关键[21]。实现穿透检测,首先是检测信号源的选取。对于电化学小孔加工的盲通状态检测,必须提取加工过程中最为突出且重复性为100%的特征作为信号源。电液束加工在小孔穿透的瞬间,状态变化剧烈,理论上加工电流会有一个明显的突变,这在常规的电化学加工控制中具有实际的意义。但是在电液束实际加工过程中,电流信号在变化复杂的叶片内腔环境下受到了诸多因素的干扰,与加工过程中的电流波动无法准确甄别。单纯的电流信号检测误报量大,基本不可行[22]。在电液束加工时,玻璃管进入工件金属体后,加工溶液自盲孔间隙中返回,会形成返液现象并持续,在小孔穿透瞬间,返液现象消失。返液的隐现现象在加工中的重复率为100%,因此在研究中通过对加工返液现象的监测实现对加工穿透的检测。为此,根据液束变化与孔通之间鲜明关系的特点,小孔加工穿透检测技术采用了图像监测加工返液状态的方案,即通过液束图像的变化信号判断孔通与否。在多工位电液束加工设备的每个工位,均安装了图像采集装置。监控原理如图14所示。图像采集装置通过前端数字摄像头采集监视环境的液束图像信息,运算器通过阈值计算,根据图像阈值大小,判定当前返液区的状态。例如,阈值小于一设定值,如符合则判定孔通(图15)。孔通信号发送至机床控制系统,控制机床主轴执行电极换位动作。

图13 孔口形貌良好的气膜孔Fig.13 Gas holes with good orifice morphology
结论
(1)针对电液束加工的工艺特点,研究设计了基于叶身测量的叶片自适应定位系统,通过与加工工位同等规格的五坐标测量机进行叶片型面的测量,解决了腐蚀环境下实现精密测量的难题。测量机和加工机采用了几何尺寸、精度等级均一致的双轴转台和精密定位夹头,实现了叶片及夹具异地数据的精确还原,只用一台测量机利用数据通信同时服务于多台加工设备,为生产建线提供了参照模式。
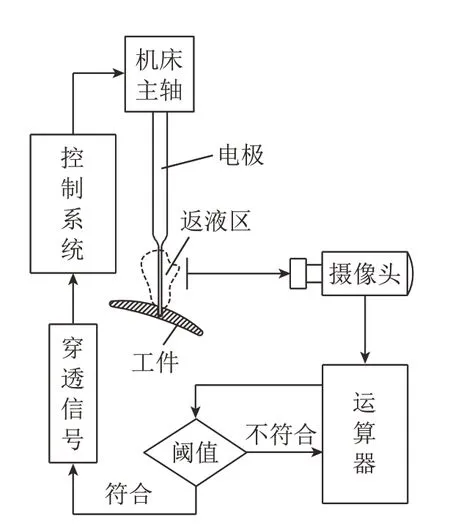
图14 穿透监控原理Fig.14 Principle of penetration monitoring
(2)针对电液束加工毛细玻璃管电极绝缘、薄脆易损,不能直接触碰工件获取位置,只能采取手工控制加工初始间隙的技术难题,研究出了利用“影子”探针进行自动位置检测,然后按坐标差自动切换位置的毛细玻璃管间接定位方法,实现了毛细玻璃管电极位置与加工初始间隙的自动化精确控制,替代人工操作,为电液束加工技术的工程化提供了重要的技术支撑。
(3)利用返液图像传感技术,实现了电液束加工穿透的监控,可在酸碱腐蚀环境下工作,工作可靠、没有误报,响应速度快,信号传输没有迟滞,装置简单、运维成本低。在避免了工件内腔非加工部位损伤的同时,降低了操作者的劳动强度。
多工位电液束全自动加工大幅提高了加工效率,保证了叶片气膜孔的加工质量及质量稳定性,有力推进了先进航空发动机涡轮叶片高品质气膜冷却孔加工技术的工程化进程,缩短了与先进国家高品质制孔技术的差距。

图15 穿透前后返液的变化Fig.15 Images before and after penetration
