静轴肩搅拌摩擦焊在轨道车辆车体上的工程应用研究
2021-05-27廖文洁张璟瑜赖鸥刘永强
廖文洁,张璟瑜,赖鸥,刘永强
1.大功率交流传动电力机车系统集成国家重点实验室 湖南株洲 412001
2.中车株洲电力机车有限公司 湖南株洲 412001
1 序言
随着高速动车组和城市轨道车辆的快速发展,由大断面铝合金双层型材组焊而成的整体承载筒形结构已然成为最新一代车体结构,在轨道交通领域中广泛应用[1]。1991年由英国焊接研究所(TWI)发明的搅拌摩擦焊(简称FSW)作为一种绿色、革命性的固相连接技术,经过技术迭代率先在欧洲和日本应用于轨道车辆铝合金车体上[2-4]。近10年间,国内将FSW技术替代电弧熔化焊应用在一部分车体部件上,主要采用传统的单轴肩FSW[5],通常称为常规FSW。常规FSW主要产热来自旋转轴肩与焊件之间的摩擦[6],导致局部发生强烈的热-力循环作用,焊接载荷大,焊接接头的应变状态相对不均匀。实际工程应用中,可以观察到明显的飞边和表面弧纹,焊缝有效厚度减薄,焊后有一定变形仍需要调校。静轴肩搅拌摩擦焊(简称SSFSW)是由TWI在2004年提出的一种FSW新型改良技术,与常规FSW工作原理主要区别是增加一个分离的外部轴肩,焊接时相对静止,不与搅拌针一起旋转。试验观察到SSFSW焊缝表面平整光滑,没有飞边的产生而导致的材料损失,焊缝厚度几乎与工件等厚[7]。
如果将SSFSW实现工程应用,首先,根据其优势,分析可以在车体中哪些结构上应用,这将直接影响到生产企业的产能分配、工艺布局和设备投入。其次,与常规FSW一样,SSFSW搅拌工具与工件刚性接触,无填充金属,相对于电弧与工件的柔性接触,对工件装配精度十分敏感,是制约其工程化应用的瓶颈问题,因此探明SSFSW工件装配容限十分重要。
2 车体结构应用分析
轨道车辆铝合金车体结构一般是由侧墙、端墙、车顶和底架组成的双层薄壁筒形整体承载结构。某车型的车体由大量双层型材拼焊而成,结构上焊缝特征为长、直、多,焊缝厚度一般在4mm左右,接头形式可设计为对搭,接如图1、图2所示。这种双层中空型材拼焊结构在轨道车辆车体上广泛应用,单节车焊接量占比可达70%以上,且有一半处于车体的外表面。
对于这类车体焊接结构采用SSFSW具有以下优势。
1)图3是两种焊接方式焊缝表面成形对比。SSFSW焊缝表面光滑平整,无明显飞边和弧纹,几乎无焊缝减薄,可以有效地防止焊缝减薄导致接头性能的降低,降低表面腐蚀敏感性和焊脚应力集中。对于制造过程来说,可最大程度地免除焊缝修整打磨工作。另外,一般采用千叶片打磨焊缝作为车体喷涂油漆前的整形,打磨面积大,会在铝合金表面造成不规整的斑纹,因此若引进SSFSW,则可以免除打磨工序,给车体白车身免涂装带来可能。
2)减少缺陷,提高接头质量。静止轴肩对工件表面施加顶锻力能有效地抑制塑化材料从转动的搅拌针两侧挤出,防止孔洞、疏松等缺陷的形成,强化搅拌区的内部金属流动,接头对称性好,热机影响区和热影响区范围显著减小[8]。另外,对于搭接接头,由于约束了材料向上流动趋势,可减弱Hook缺陷(钩状缺陷)的产生。
3)由于SSFSW仅内部搅拌针转动,热输入主要来自搅拌针主导的材料流动,过程峰值温度低,热输入可控制得均匀,引起变形相对小,一定程度上减少矫形调平时间。
4)焊接载荷小,可允许更高的旋转速度来提高热输入,间接可提高焊接速度,提速空间相对常规FSW更大,从而提高生产效率。
此外,车体结构上存在一些结构采用常规FSW是无法实现的。
首先是曲面结构,如动车组车头的铝合金曲面板焊接。常规FSW需要工件表面为平面来与旋转轴肩接触,无法应用于非平面或曲率过大的曲面。SSFSW由于外部轴肩不旋转,搅拌头轴肩直径小可以相对适应曲率较大的曲面。
其次是车体结构中广泛存在T形接头或角接结构,常规FSW难以实现,而SSFSW通过改变静止轴肩的形状是可以实现的[9]。
总之,采用SSFSW可突破常规FSW的应用范围,给车体结构应用带来更多可能。
要实现以上车体部件的SSFSW,不同于实验室小试件研究,实际车体部件在制造和装配上都存在误差。尤其对于车体双层中空型材,由于其采用铝合金挤压工艺,除了本身断面上的制造误差,长度方向上的扭拧等都会影响装配精度,结构上也难以通过留足裕量再加工的方法来弥补,因此探明其工件装配容限是实现车体结构SSFSW工程应用的重要方向。
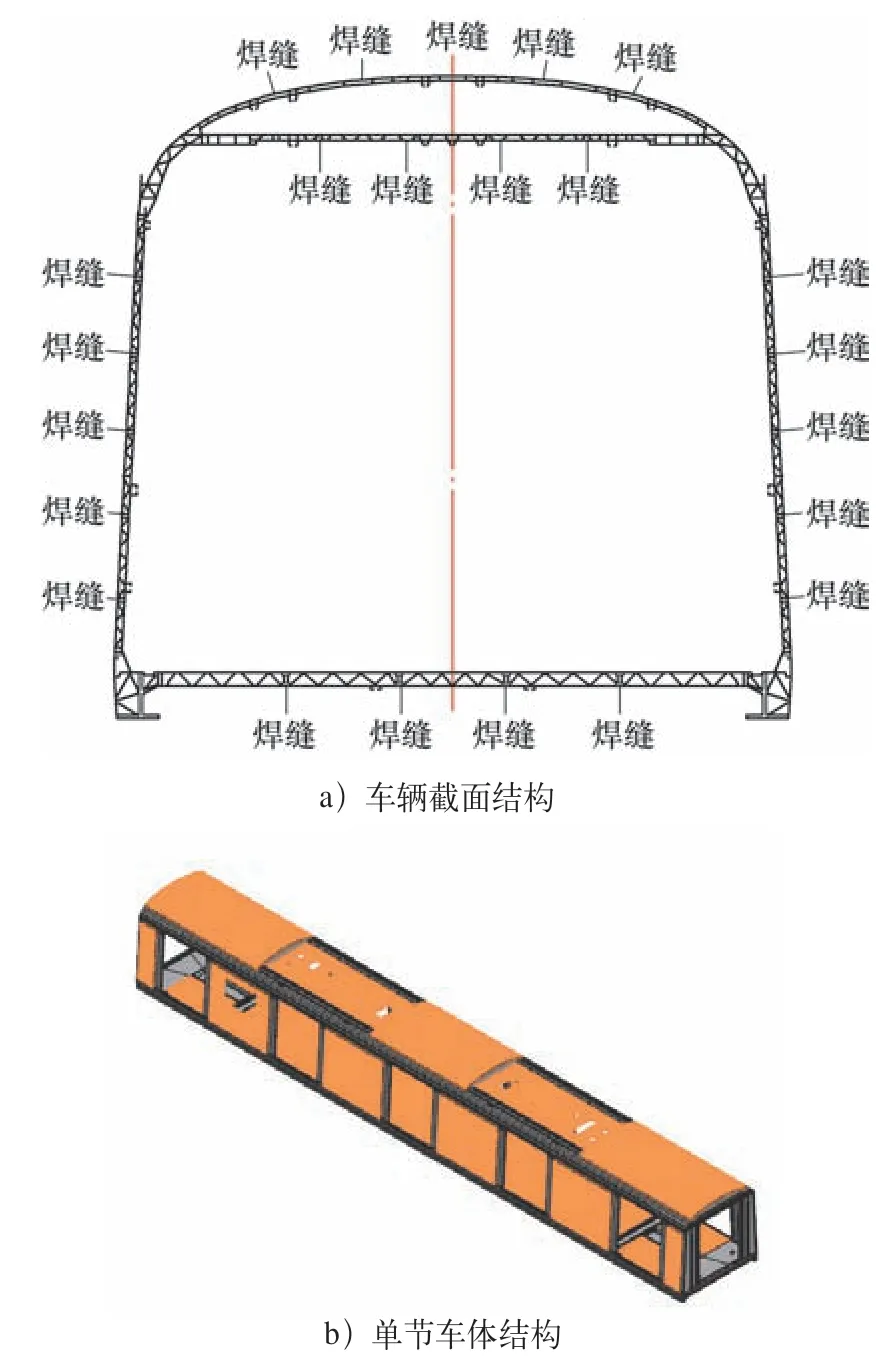
图1 某车型双层型材结构

图2 双层型材结构焊后横断面

图3 SSFSW与常规FSW焊缝表面成形对比
3 工件装配影响分析
3.1 试验材料及焊接参数
试验采用母材为6005A-T6双层中空挤压型材,试验型材接头横截面如图4所示,由接头1和接头2组成对搭接形式,焊缝厚度为4mm,型材长度约600mm。焊接设备包括动龙门搅拌摩擦焊设备、专用静轴肩刀柄、专用搅拌头(锥形螺纹)以及型材焊接工装夹具等。试验之前对母材进行拉伸性能测试,抗拉强度均值为305MPa,屈服强度均值为277MPa。通过正交试验法选定优化的焊接参数与搅拌头,焊接过程如图5所示,主要焊接参数见表1。

图4 试验型材接头横截面

图5 焊接过程

表1 SSFSW焊接参数
3.2 装配间隙容限试验研究
在两个型材装配末端插入间隙楔块,人为制造焊缝装配间隙,利用千分尺测量焊缝中特定数值间隙的位置并进行标识,如图6所示。利用试验优化的焊接参数与搅拌头进行焊接。
通过外观检查、射线检测接头宏观形貌方式评判焊接质量,选取焊接质量较好的区域,采用拉伸试验机及弯曲试验机分别测试其拉伸及弯曲性能,进一步评定。主要参考ISO 25239-4:2020《搅拌摩擦焊-铝合金:焊接工艺规程及评定》和ISO 25239-5:2020《搅拌摩擦焊-铝合金:质量检验要求》,结合企业标准,通过综合评测,探明采用SSFSW时工件装配的间隙容限。
(1)外观检查 从左到右,焊缝装配间隙从0~1.1mm越来越大,在0.8~0.9mm间隙位置焊缝表面开始出现明显痕迹,焊缝表面不平滑(见图7),在这之后,越来越明显,焊缝表面有未焊合趋势。在此区域之前对焊件进行进一步检测。

图6 装配间隙容限试验

图7 外观检查结果
(2)X射线检测 为了便于观察,根据I S O 17636:2013要求,去掉型材内部筋条,将型材加工成试板,对焊缝位置进行X射线检测,以检查焊缝内部质量。参考ISO 10675-2:2017,X射线检测结果显示(见图8),焊缝内部从间隙0.7mm附近开始出现焊缝不连续,可能含有疏松、隧道等缺陷。
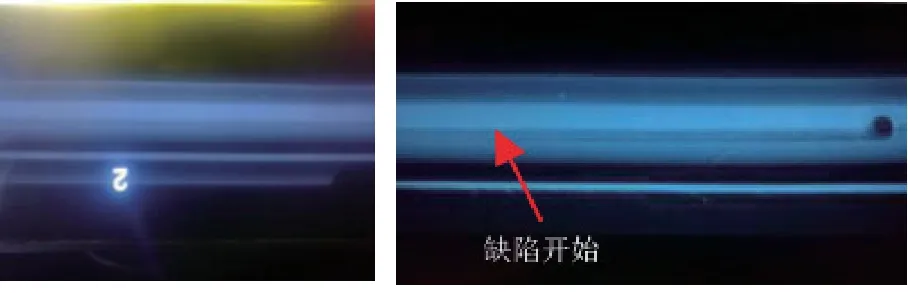
图8 X射线检测结果
(3)金相检验 观察焊缝内部的成形质量,检测是否存在未焊透、弱连接等X射线不易检测到缺陷。金相检验结果显示(见图9a),一个典型的FSW焊缝接头形貌,焊缝区上宽下窄,呈“浴盆”形,并在焊缝中心形成同心圆环状结构,右侧为后退侧(RS),左侧为前进侧(AS),分为焊核区(Weld Nugget)、热机影响区(TMAZ)、热影响区(HAZ)和轴肩影响区(SAZ),RS和AS区域比较对称,TMAZ和HAZ相对常规FSW中范围较窄。焊缝中部形成了S形曲线,这在常规FSW也存在,其机理尚无明确定断,可能为断续的氧化物组成。焊缝底部AS侧可以观察到工件搭接位置,但搭接接头典型Hook缺欠并不明显,比常规FSW好。随着装配间隙的增大,S形曲线更为明显;在装配间隙为0.6mm以后,搅拌头主导的材料流动补给不足,首先在焊缝底部产生局部疏松(红圈标记),装配间隙越大底部组织混浊区域也越大;在间隙为0.9mm时,可以明显观察到焊缝表面出现不连续,没有SSFSW焊缝表面特有的“镜面”效果,并出现了一定减薄(见图9)。
图9 不同装配间隙焊缝横截面组织
(4)拉伸性能测试 按照ISO 4136:2012,从0.1~0.8mm各个装配间隙位置对焊接接头横向拉伸取样,测试母材的抗拉强度、屈服强度及伸长率,抗拉强度-装配间隙曲线如图10所示。抗拉强度最大出现在间隙0.5mm处,为258.09MPa,对比母材接头强度系数达84.6%。到装配间隙0.6mm以后接头抗拉强度出现大幅度下降,为194.98MPa,接头强度系数63.9%。0.1~0.6mm装配间隙强度浮动不大,其中装配间隙0.2mm时抗拉强度下降为228.10MPa,接头强度系数为74.8%。由于试验材料有限,取样较少,但能反映出装配间隙越大,对接头强度越不利,随着焊缝疏松、弱连接、未焊合缺陷增多,会导致接头强度大幅降低。
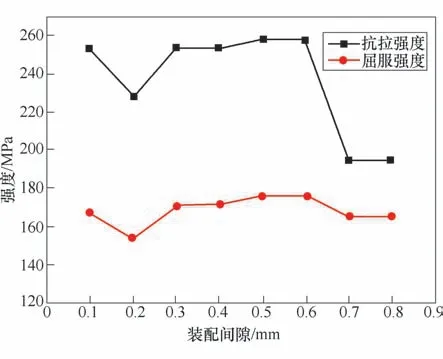
图10 抗拉强度-装配间隙曲线
(5)弯曲性能测试 按照ISO 5173:2009从0.1~0.8mm各个装配间隙试验取样进行弯曲试验,弯曲速率为2mm/min,压轮直径为10mm。试验结果显示,180°正弯和背弯均无裂纹。
装配间隙容限对SSFSW接头质量影响测试结果见表2。

表2 装配间隙容限对SSFSW接头质量影响
3.3 错边容限试验研究
与装配间隙容限试验一样,人为干预使工件表面接头位置产生错边,利用同一试验优化的焊接参数与搅拌头进行焊接(见图11)。对型材焊缝一侧表面进行机械加工,加工面厚度从0~1mm过渡加工成缓坡,宽度大于静轴肩半径即可。在这里定义,前进侧错边x即为前进侧表面比后退侧低x,后退侧错边x即为后退侧表面比前进侧低x。
对试件进行外观检查、射线检测、接头金相、拉伸试验和弯曲试验综合评价。焊缝表面在前进侧错边0.3~0.4mm、后退侧错边0.5~0.6mm之间出现明显缺陷;X射线检测结果显示,焊缝内部缺陷出现位置与表面成形情况相似;金相检测结果显示,从前进侧错边为0.6mm开始出现明显缺陷,随着错边量增加,焊缝表面的孔洞、隧道缺陷越发明显,而当错边量在后退侧时,组织没有出现明显缺陷,S形曲线比前进侧错边更加明显。分别对0.1~0.6mm错边量取样进行力学性能检测,在拉伸性能方面,抗拉强度和屈服强度两条曲线(见图12)趋势相同,抗拉强度最大值均出现在错边量0.4mm,即在后退侧错边0.4mm,抗拉强度为264.20MPa,接头强度系数为86.6%。在错边量<0.5mm时均没有出现大幅度变动,当错边量>0.5mm后,有下降趋势,前进侧错边0.6mm时抗拉强度为213.92MPa,接头强度系数为70.1%,另外后退侧错边0.6mm的拉伸性能有明显下降,可能和试样制备有关。180°弯曲测试正弯和背弯均无裂纹。
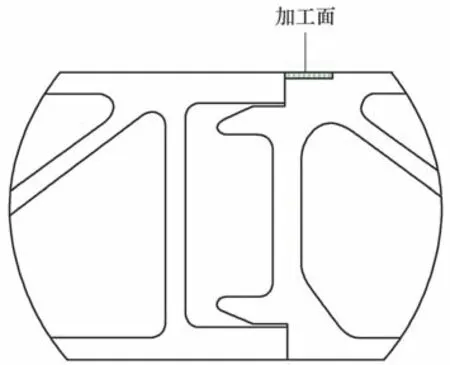
图11 错边容限试验
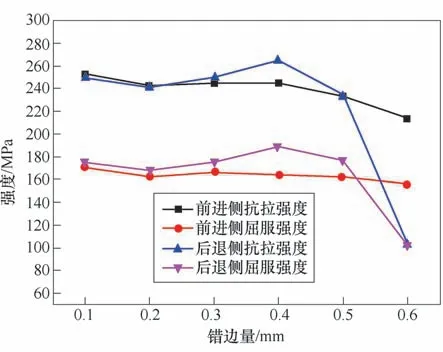
图12 抗拉强度-错边间隙曲线
错边容限各项结果见表3和表4。
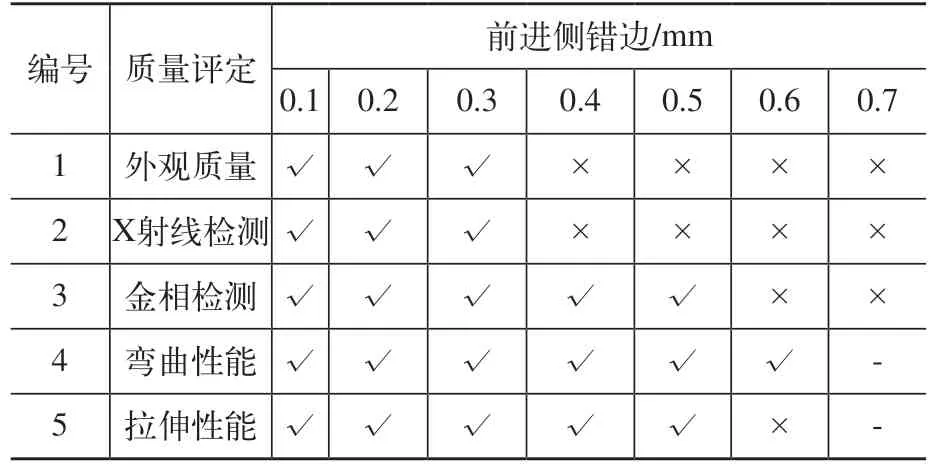
表3 前进侧错边对SSFSW接头质量的影响
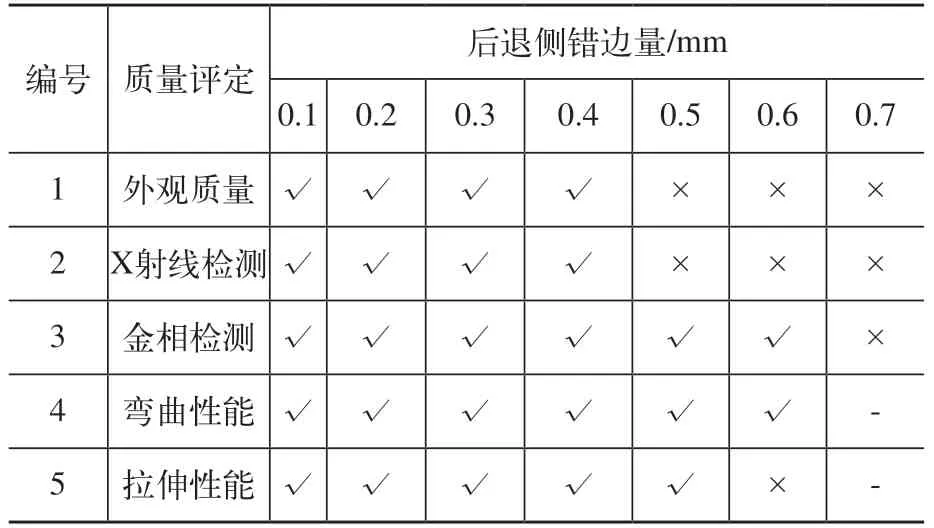
表4 后退侧错边对SSFSW接头质量的影响
4 小结及建议
1)S S F S W具有焊缝表面平齐光滑等技术优势,在轨道车辆铝合金车体的双层型材结构焊接,以及曲面结构、T形和角接结构焊接中具有一定的市场应用前景。
2)作为一种无填充金属、搅拌头与工件刚性接触的固相连接技术,对工件装配精度要求苛刻。针对双层型材结构,为保证焊缝质量,根据试验验证结果,在工程应用中建议将装配间隙控制在0.5mm以下,前进侧错边控制在0.3mm以下,后退侧错边控制在0.4mm以下。
5 结束语
此次试验初次尝试全新的SSFSW技术应用于双层型材上,在搅拌头选型、焊接参数、型材取样存在一些不足,还具有较大的提升空间。SSFSW作为绿色环保、自动化程度高、表面成形效果显著的固相连接技术,其经济性和环保性受到企业青睐。由于应用经验不足,缺乏统计数据支撑;基础试验不充分,未能系统掌握缺陷与性能的关系;材料加工制造水平不足等问题,是实现工程化应用要努力研究的方向。