风力发电机架用S275NL钢焊接及变形控制研究
2021-05-27宋小东
宋小东
德阳东汽电站机械制造有限公司 四川德阳 618200
1 序言
目前,世界环境日益恶化,风能作为取之不尽、用之不竭的清洁能源之一,利用风力发电成为各国备受关注的焦点,风电的装机容量也随之逐年增长。机架作为风电机组承受力的主要零部件,不仅要承受风电机组自身的重力,而且更重要的是还要承受外部各种极端恶劣天气的侵蚀及复杂可变风力的袭击。因此,对机架的制造要求非常高。德阳东汽电站机械制造有限公司主要承制陆用风电机架,风机主要安装在高海拔、低温环境,因此风电机架主材选用耐低温的S275NL低合金结构钢,载荷集中的前机架使用厚30~80mm钢板,机架焊后整体平面度要求<5mm[1]。机架由前机架和后机架组成,其中前机架结构复杂,焊缝坡口大,不仅对焊接的要求较高,而且操作难度也较大。前机架所有焊缝均为全熔透焊缝,焊后要求UT+MT达到NB/T 47013—2015《承压设备无损检测》中Ⅰ级合格。为了保证机架焊接接头的质量和性能,本文对机架的焊接工艺进行了研究,并对机架焊接变形的原因进行了分析,确定了防止焊接变形的方法。
2 焊接工艺
2.1 母材性能
S275NL属于低合金结构钢,钢板在低温(0~ -40℃)条件下有良好的冲击性能,能够满足机架在-40℃下冲击吸收能量≥27J的设计要求。钢板要求正火处理,且超声波检测Ⅱ级合格,即经过正火处理后,超声波检测钢板内部要求无夹杂物、无裂纹。该品种对成品厚度≥40mm的钢板选用Z向钢板。其化学成分和力学性能分别见表1、表2。

表1 S275NL低合金结构钢化学成分(质量分数) (%)

表2 S275NL低合金结构钢力学性能
根据设计图样要求并结合生产作业情况,采用富氩气体(80%Ar+20%CO2)保护电弧焊,氩弧焊用于后机架薄壁件的焊接和补焊。为了保证焊缝与母材具有相同的力学性能,选用锦泰JM-55Ⅱ焊丝。
2.2 焊接性分析
S275NL钢板的碳当量:

根据计算可知钢板的碳当量约为0.48%,大于0.45%,可见S275NL钢焊接性能较差,焊接时容易出现热影响区淬硬倾向,产生冷裂纹,因此需要在焊接时制定严格的工艺措施。机架主体材料厚为30~80mm,要求焊前进行100~150℃预热;焊接时避免热输入量过大,要求焊接电流≤280A;并严格控制焊缝层间温度≤170℃;焊后整体进行(620±20)℃去应力退火。
2.3 焊接参数
根据上述分析,采用GMAW工艺,保护气体为80%Ar+20%CO2,直流正接,焊接参数见表3。

表3 焊接参数
采用上述焊接参数进行工艺评定,结果符合判定要求,焊缝外观成形美观,目视检查无气孔、焊瘤、咬边及裂纹等缺陷;按NB/T 47013—2015《承压设备无损检测》进行MT+UT检测,Ⅰ级合格;试样力学性能试验结果合格。拉伸试样断于母材,断裂部位具有明显的缩颈现象,抗拉强度均高于母材。弯曲试样在弯心直径d=3t的压头下[2],冷弯180°均合格,所有冲击试样在-40℃的条件下满足冲击吸收能量≥27J要求。
3 机架焊接变形的控制
3.1 机架焊接变形的原因
机架焊接后对整体平面度要求极高,焊接变形会导致加工余量不足、后期安装电气设备不平稳等问题,可直接造成经济损失以及安全隐患。风电机架是由30~80mm厚主体材料组成的结构件(见图1),由于焊缝较多且机构复杂[3],钢板尺寸大,规格不统一,焊接热输入量大,因此容易产生由局部高温加热而造成焊接应力集中引起的变形。造成机架焊接变形的原因多且复杂,主要有焊接应力和工艺制定不合理等因素。
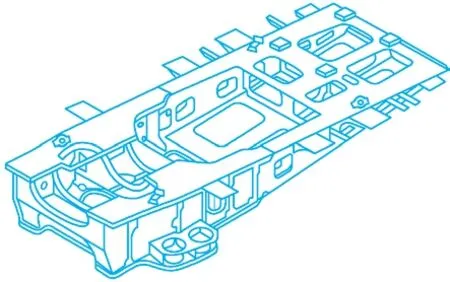
图1 风电机架结构
(1)焊接应力 焊接应力是风机焊接变形的主要根源。由于机架结构复杂,焊接量大,焊缝分布集中,且每条焊缝焊接受热不均匀,因此易产生复杂的焊接应力和焊接变形[3]。
(2)工艺制订不合理 焊接工艺的制订是机架装焊的重点和难点,焊接工艺对焊接变形有着至关重要的影响。如:焊接设备和焊接方法的选择,焊接电流、电弧电压的选定,焊缝层间温度的控制,焊接顺序及焊位的安排,以及工装夹具的选用等。
3.2 机架焊接变形种类
(1)收缩变形 机架零部件使用钢板厚度大,坡口和焊脚大,焊接量大,热输入量也随之增大,以及受热不均匀等原因造成机架收缩变形。
(2)角变形 机架的主要焊接接头为搭接接头和T形接头,角焊缝较大(角焊缝25mm左右),因此角变形也是机架焊接变形的原因之一。
(3)弯曲变形 机架局部位置焊接加热到熔化温度,焊缝与母材之间形成了很大的温度阶梯,冷却过程中不同方向收缩引起的弯曲变形。
(4)扭曲变形 焊缝分布不均,焊接顺序安排不当引起的变形[4]。
(5)其他变形 冷却后焊件由残余应力引起的变形。
3.3 控制焊接变形的方法
根据机架焊缝结构和可能产生变形的分析,拟采用如下控制措施。
1)预留焊缝收缩余量。为降低焊缝拘束度,适当增加与机架纵横向加强筋板相接焊缝的间隙,以抵消部分收缩引起的变形。
2)在焊接参数要求范围内,尽可能使用小电流焊接,严格控制层间温度,减少热输入量。
3)机架上下板变形,主要是由角变形引起的,可以采用反变形的方法控制。
4)采用对称焊接。机架焊缝接头主要是由双面坡口形成的T形接头,可以选择采用对称焊控制变形,根据机架结构对称的特点,也可以组织成对的焊工进行对称焊接。
5)根据机架结构和焊缝分布情况,安排合理的焊接顺序。机架上下板相接焊缝较长,可以采用分段退焊的方法避免变形;前机架较短的焊缝,可以采用分中对称的方法减小变形;后机架中板或较薄的钢板,可以选择分中分段退焊的方法减小变形。
6)前机架坡口较大的焊缝,可以选择用圆头小锤敲击焊缝释放焊接应力的方法控制变形。需注意的是,一般不对打底层及表面焊缝进行锤击,其余焊道焊完应该立即锤击。
7)增强前机架纵横筋板之间焊接工艺拉筋的刚度,以防止焊接变形。
4 结束语
风电机架通过采用本文所述焊接参数和控制焊接变形的方法,不但保证了机架的焊缝质量和几何尺寸,而且大幅提高了生产效率,一次验收合格率高,外形美观,得到了广大用户的好评。