不锈钢表面抛光质量的影响因素和改善措施
2021-05-26周光明
周光明
(山西太钢不锈钢股份有限公司不锈冷轧厂,山西 太原030003)
不锈钢材料易获取,价格相对低廉,具有良好的可加工性、耐蚀性和装饰性。据统计不锈钢装饰行业已经占到整个不锈钢深加工行业的50%,而不锈钢应用在装饰行业就需要对钢板表面进行镜面加工,以获得成品镜面8K不锈钢。不锈钢镜面板对表面粗糙度和光泽度的要求非常高,其粗糙度值Ra要小于0.04μm,而60°表面光泽度值要大于550 Gu。
化学机械抛光(Chemical Mechanical Polishing,简称CMP)技术被认为是目前应用最广泛的加工平面型无表面损伤层的超精密加工技术方式。CMP加工方式可以通过给抛光头施加一定的压力压向抛光钢板表面,高速旋转的抛光头对静止的钢板做抛光运动,由于抛光头和钢板中间存在的微米级抛光液研磨与腐蚀的共同作用,使被加工钢板获得光泽的表面[1-3]。
化学机械抛光过程中影响表面质量的因素很多,要获得无表面缺陷、光泽度高和粗糙度低的加工表面,就需要对抛光过程中易产生的表面缺陷和过程参数进行控制[4-5]。本文通过对生产实践中抛光缺陷产生的原因进行分析,并通过技术改进解决和提升了抛光后的钢板表面质量。
1 影响不锈钢抛光板表面质量的因素
产生不锈钢冷轧BA板抛光质量差的主要原因为成品表面存在磨头花和暗纹,表面光泽度不够,表面粗糙度高等。这些缺陷使得产品表面无法达到不锈钢抛光板8K标准,缺陷严重者甚至会直接产生废品。缺陷的产生原因主要有抛光机的结构布置、抛光工艺参数设置和抛光液成分等的影响。
1.1 抛光机的结构布置
厂内抛光机的基本组成如图1所示,通过施加一定的抛光载荷,使加工钢板被高速旋转的多个抛光头进行磨抛。抛光头在磨抛中绕轴做旋转运动,利用抛光液循环注入系统保证抛光头接触到的钢板表面湿润程度均匀。随着抛光头的高速旋转,抛光液被带入钢板表面与抛光头之间的磨抛区域,完成整个化学机械抛光过程。
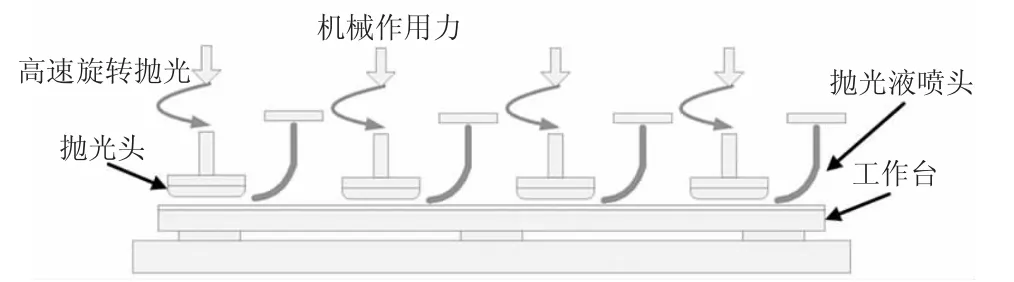
图1 CMP示意图
整个抛光过程是抛光头、抛光液和不锈钢板在做磨抛相对运动,对各部分的平整度和稳定性要求都非常高。在抛光头对钢板的抛光运动过程中,由于抛光液的润滑作用有限,在高速旋转的抛光头摩擦钢板表面过程中,抛光机平台的不平整会使抛光头和钢板局部点无抛光液润滑散热而直接接触,会产生抛光后钢板表面的磨头花,严重的会产生划痕缺陷。除了对抛光平台的平整度要求非常高以外,所使用抛光头的材料类型也会影响磨后的钢板表面质量。
抛光头根据柔软程度来区分可以分为硬质和软质两种。硬质抛光头可以较好地保证工件表面的平面度,并且能够提高抛光效率,但其对抛光平台的平整度要求很高;软质抛光头由于材料的缓冲作用能够降低抛光头对钢板的摩擦硬作用力,从而可以获得加工变质层和表面粗糙度值都很小的抛光表面,并且对抛光平台的平整度要求也相对低一些。
1.2 抛光机工艺参数设置
抛光过程中的抛光头转速、抛光头压力、抛光液流量、抛光时间这四个因素是影响抛光成品表面的重要因子。抛光头压力的大小和所用的抛光头材质和被加工材料硬度有关。随着抛光头压力的增大,抛光过程中机械作用增加,摩擦力增加,使化学抛光液的温度和活性增加,去除率增加,表面粗糙度不断下降。但过大的压力会减小不锈钢板与抛光头间抛光液的传输速率,使抛光液起不到很好的散热作用,并出现抛光划痕和磨头花等抛光缺陷。所以抛光过程中要根据抛光机使用的抛头材料调整抛光压力,增加抛光液注入速度,以提高抛光液的散热和润滑作用。
同样,当抛光头转速过高时,暂时存储在抛光头与不锈钢板间的抛光液的动能会加速增大,过大的离心力会使部分抛光液在研磨前被甩出,使化学作用相对减弱,使不锈钢表面出现明显的划痕缺陷。在合适的抛光头压力、抛光头转速和抛光液流量下,根据不锈钢原料表面的粗糙程度,通过延长抛光时间使表面粗糙度和光泽度得到提升。
1.3 抛光液成分
抛光液在抛光过程起到了润滑的作用,也能够降低不锈钢表面的温度,抛光不锈钢8K使用较柔软的抛光材料降低机械摩擦作用,通过抛光液中细微磨削颗粒与钢板表面的粗糙凸起部分磨削来降低表面的粗糙程度。抛光液中磨削颗粒的目数会直接影响不锈钢表面的粗糙程度,同时由于选择的抛光头材料在摩擦过程中产生损耗,循环使用的抛光液中存在的损耗杂质会降低抛光液的润滑作用,也会造成抛光划痕等表面缺陷。
2 改善冷轧BA板抛光表面质量的措施
根据厂区当前设备使用情况以及影响冷轧抛光BA板抛光质量的因素,采取了以下改善措施。
2.1 抛光设备改进
抛光头材料的选择会直接影响抛光后的表面质量,厂内当前抛光机平台主要由胶垫、胶板和机架组成,这种布置方式使不锈钢板在平台上的平整贴服度和稳定性较差,使用抛光羊毛轮等较硬质材料会使钢板产生明显的磨头花和划痕缺陷。在对抛光材料进行改进后使用中等硬度海绵和2 mm厚度极软羊毛毡组合抛光,降低抛光对不锈钢板表面的冲击力,提高抛光液的降温作用,解决了不锈钢抛光后表面的抛光缺陷。
厂内之前抛光钢板时未做固定装置,钢板在抛光液的浸泡之下极易和平台发生搓动,从而产生抛光划痕,通过利用工件固定装置(见图2),对不锈钢钢板进行位置固定,并通过改进磨抛平台胶垫平整度来提高放置于平台上不锈钢板的稳定性。
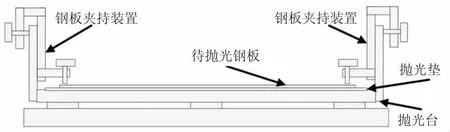
图2 不锈钢板位置固定装置
2.2 抛光液系统改造
抛光液系统在抛光过程中起到润滑、腐蚀和磨削的作用,厂内之前抛光液循环系统采用液体自流方式注液,抛光液注入速度和位置受限使不锈钢板抛光表面不能够及时降温和润滑,只有通过延长抛光时间来达到钢板光泽度和粗糙度的要求,并且过程中极易产生磨头花等缺陷。
通过改进抛光液注入系统(见图3)提高抛光液的流动速度,增加对抛光材料的去除量提高钢板表面质量。抛光液使用10 000目极细氧化铝粉状颗粒对钢板表面进行摩擦,增加抛光液循环系统过滤装置,提前过滤抛光磨损材料和钢板表面残留物,避免过滤物对钢板表面产生次生摩擦缺陷。
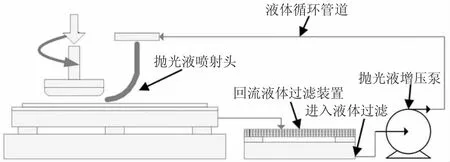
图3 抛光机循环过滤系统
2.3 改进抛光工艺
下页表1为对不锈钢抛光工艺改进前后的工艺参数。从表1可知,通过试验控制抛头压力,由6×105Pa降低到3.1~3.4×105Pa之间,抛头频率由30 Hz降低至25 Hz,抛头横向、纵向移动速度由30 Hz分别提高至80 Hz和45 Hz。
通过研究抛光头材质与抛光压力的关系,调整抛光头压力发挥抛光液作用,提高不锈钢表面光泽度,降低钢板表面粗糙度。优化抛头转速和连续移动速度,利用抛光头与抛光液高速的协同作用提高钢板的表面质量和生产效率。
3 结果分析与讨论
通过粗糙度仪和光泽度仪对工艺改进前后的产品光泽度和粗糙度进行了测量,所得结果如下页表2和下页表3所示。从表2和表3中可以看出,经过工艺改进以后,BA板光泽度有很大的提升,430抛光后的光泽度从之前的652~918 Gu提高到1 100~1 200 Gu,304抛光后的光泽度从之前的629~920 Gu提高到1 040~1 240 Gu。由于提高了抛光机架的移动速度,对不同抛光头材料使用不同的抛光时间,使抛光时间由原来的120~150 min减少至60~90 min,从而缩短了抛光时间提高了生产效率。通过抛光设备和工艺的改进,也使钢板表面的细腻程度有了大幅的提升。
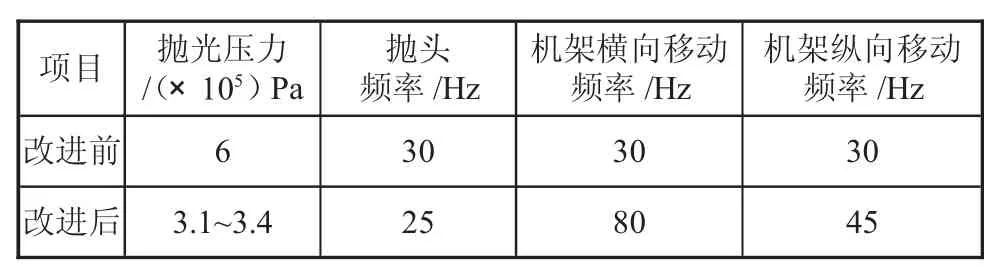
表1 冷轧BA板抛光工艺参数优化
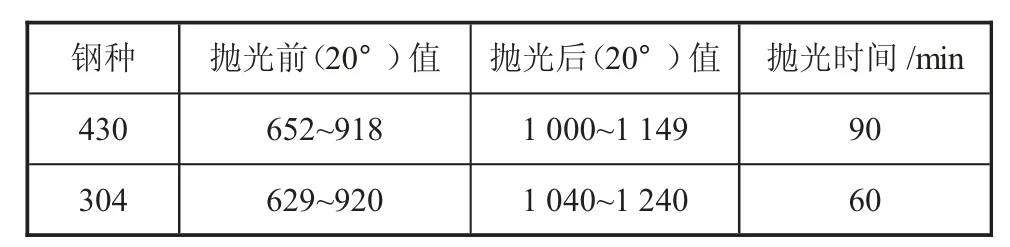
表2 抛光BA板前后光泽度比较
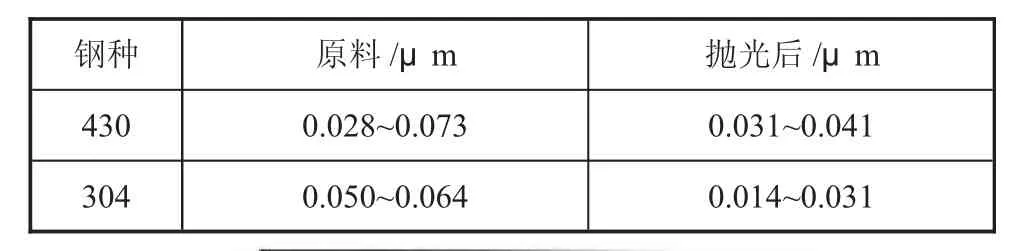
表3 抛光BA板前后粗糙度值比较

图4 抛光前钢板表面情况
图5 抛光后钢板表面情况
4 结论
通过对冷轧BA板抛光料抛光头材料和平台稳定性的改进、抛光液循环系统和过滤系统的改造、抛光过程工艺参数的控制和改善,使冷轧BA抛光板的成品质量得到了提升,解决了磨头花和划痕等抛光缺陷。抛光后的钢板表面光泽度和粗糙度达到不锈钢8K板质量要求,最终抛光产品质量得到了提升,使抛光机能够在企业实验和检验过程中发挥重要的作用。
