超声波探伤技术在钢结构无损检测中的应用
2021-05-24曹国梁
曹国梁
(惠州市大禹工程质量检测中心有限公司,广东 惠州 516001)
0 引 言
在钢闸门焊接施工完成后,一般需要对其焊缝质量进行检测,主要目标在于发现焊缝质量缺陷、采取防腐、加固等补救措施。超声波探伤是一种无损检测技术,检测结果精准、对钢结构影响较小,因此被广泛应用于钢闸门焊缝质量检测中。超声波探伤主要有水浸探伤及脉冲反射两种方式,均能检测钢闸门焊缝内外部的质量缺陷,可帮助检测人员对缺陷进行精准定位、了解缺陷类型。
1 T型焊缝常见的质量缺陷
T型焊缝是水利工程钢结构中常用的焊缝类型,其由腹板及翼缘板组成,分为组合焊缝及角缝两种类型。按照焊缝的位置、承受压力的形式、强度设计方式等可对T型焊缝进行分级。通常情况下,水利工程钢结构中的T型焊缝大多被列为重要焊缝。T型焊缝施工工艺较为复杂、施工难度较高,如果施工人员施工水平较低,或没有按照技术标准进行施焊作业则极有可能造成焊缝缺陷。
T型焊缝常见的质量缺陷包括:焊接熔合不良,如未焊透、未熔合,形成的原因可能为焊接规范不正确(电压、电流、预热等)、焊接操作不正确(如坡口角过小、钝边之间缝隙过小等);焊接裂纹,如热裂纹、冷裂纹;焊接孔洞,如气孔、缩孔。其中气孔缺陷形成的主要原因在于焊接过程中保护气未在熔池结晶环节处,而是残留在焊缝金属中;焊接夹杂物,如夹珠、夹钨。其中夹珠质量缺陷是指焊接后焊缝中有氧化物、硫化物等非金属杂质残留。夹钨质量缺陷是指在采用钨极惰性气体保护焊工艺是,焊缝中有钨粒残留。
2 超声波探伤技术的应用方式
2.1 工程概况
西沥水贝排涝站位于永良围上,具有灌溉、内涝排洪等综合性作用。由于该排涝站建设时间久远,部分位置出现严重渗漏、拦污栅变形移位等问题,存在较大的安全隐患,同时,该排涝站建设期间闸体、闸基础等施工技术较为落后,导致排涝站无法全面满足该区域防洪排涝需求。为此,决定对该排涝站进行拆除重建。排涝站的出口闸室钢闸门安装采用预装拼接工艺,在拼装定位、尺寸检查合格后对钢闸门进行焊接加固,施焊原则为:由中间到四周对称退步,焊缝为T型。除此之外,该工程要求钢闸门焊接后首先需要对其外观进行检查,外观合格后严格按照NB/T35045-2014规范要求对钢闸门焊缝进行超声波无损探伤检测。
2.2 钢闸门焊缝超声波探伤
根据NB/T35045-2014规范要求,结合上述T型焊缝常见的质量缺陷,该工程钢闸门无损检测中采用如图1所示的超声波探伤技术。
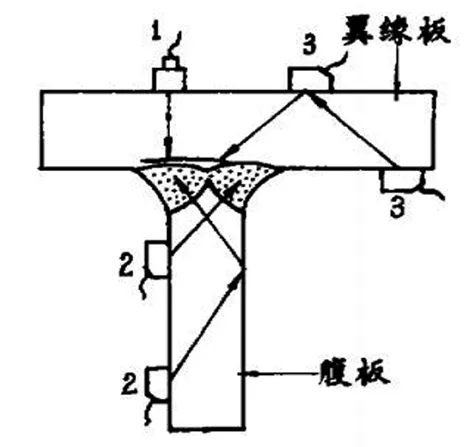
图1 钢闸门焊缝超声波探伤方式示意图
1)如图1所示,在两处探头2位置采用直探头在翼缘板外侧进行检测,主要用于检测腹板与翼缘板间焊缝是否存在焊接熔和不良的缺陷;翼缘板侧焊缝是否存在焊接裂纹缺陷。在对该两处位置进行超声波探伤时,可选用2.5MHz的探头频率、2.5P10的直探头。同时,要按照翼缘板的厚度确定探头晶片的尺寸,在保证有效穿透的基础上尽量选择小尺寸晶片,以减小近场区长度。除此之外,在超声波探伤过程中需要明确区分底波和缺陷波,以保证无损检测结果的精准性、可靠性。
2)在探头1位置采用斜探头对腹板进行1、2次波检测,主要用于检测腹板与翼缘板之间的焊缝是否存在焊接熔和不良(未焊透、未熔合)等质量缺陷。需要注意的是,在采用斜探头进行超声波探伤时,其频率需要保持在2.5MHz至5.0MHz之间,并且按照腹板的厚度精准选择斜探头的K值。表1为探头K值的选择参照。

表1 按照腹板厚度选择斜探头K值的参照表
除此之外,如果腹板与翼缘板焊缝存在未焊透的缺陷,单纯依靠一个探头K值只能确定缺陷的位置与探测面垂直,为确定缺陷的精准位置还需要另选一个K值进行检测,以提升超声波探伤对焊缝质量缺陷的灵敏度。
3)在探头3位置采用斜探头进行探伤,对于翼缘板的外侧采用1次波检测,对于翼缘板的内侧则采用2次波检测。相对而言,对翼缘板外侧进行1次波探伤的精确度优于内侧探伤,并且能够发现翼缘板与腹板焊缝的横向、纵向等质量缺陷。但是应用该超声波探伤方法时,首先需要标注出腹板的中心线以及焊缝的位置。
上述3种超声波探伤方法一般不单独使用,在该工程钢闸门焊缝质量检测中将第2种及第3种探伤方式联用,实践结果表明联合超声波探伤技术下焊缝质量缺陷检出率较高。
2.4 超声波探伤结果评定
超声波探伤结果的评定需要依据《钢焊缝手工超声波探伤方法和探伤结果分级标准》(GB/T 11345-2013)对焊缝质量进行分级。通过梳理相关文献发现,当前对于水利工程钢闸门焊缝质量的要求并非为全熔透,而是通过设计焊角高度使焊缝中心位置全熔透,以保证钢闸门能够满足实际应用需求。为此,该工程对钢闸门焊缝质量进行检测后,监理单位表示其基本满足设计要求,其质量可按照合格处理。
3 影响超声波探伤无损检测结果的因素及应对措施
影响超声波探伤无损检测结果的因素可分为人为因素及非人为因素两大类,其中人为因素主要包括检测人员的技能、专业素养、职业态度及责任感等,为避免人为因素影响检测结果,应选择专业技能基础扎实、接受过系统性培训、对材料、焊接工艺及接缝槽类型等有一定了解的检测人员。非人为因素主要包括耦合剂材料、工作温度及焊缝余高。对于耦合剂材料一般可选用化学浆糊,但检测后需要及时清理,避免对钢结构造成负面影响;当室温与工作温度不一致时需要在工作温度下完成DCA曲线制作;为避免因焊缝余高造成误判,监测人员需要依据焊缝的外形调整探头角度,在必要时还需要打磨焊缝。
4 结 语
超声波探伤技术在钢结构无损检测中具有广泛的应用前景,其具有精度高、操作简单、对钢结构影响较小的优势。文章以西沥水贝排涝站改造工程为例,简要介绍了该工程中钢闸门焊缝质量的超声波探伤方法以及应用注意事项,并分析了影响超声波探伤检测结果精准性的人为因素与非人为因素,具有一定的参考意义。