桥梁工程建设中的钢筋直螺纹机械连接技术
2021-05-21吕先明
吕先明
(中铁十九局集团第二工程有限公司,辽宁辽阳 111000)
0 引言
钢筋机械连接是随着工程建设水平逐步提升而衍生出的新型技术,其兼具套筒挤压和锥螺纹连接的各项应用优势,具有接头强度高、施工便捷、安全可靠等特性,在现代工程中取得广泛的应用。
1 工程概况
某桥梁工程总长2856 m,主桥采取74.6 m+6×120 m+74.6 m预应力混凝土变截面刚构连续组合箱型梁桥,并设有南岸引桥和北岸引桥。桥梁工程建设中,各类粗钢筋均采取直螺纹接头连接的方式。主桥施工中,基础部分采用钻孔灌注桩高桩承台结构,承台主筋材料为Φ32 mmⅡ级螺纹钢,为直螺纹连接形式。引桥基础结构形式为Φ1.8 m 钻孔灌注桩,以Φ25 mmⅡ级螺纹钢为基础材料,直螺纹接头总量约25 000 个。
2 钢筋直螺纹机械连接技术的应用优势
(1)强度高。连接接头通常具有较高的强度,在具备此特点后,能够给连接作业创设良好条件,从而提高连接精度。
(2)施工便捷。直螺纹机械连接的方式对现场作业条件未提出特定的要求,在钢筋堆放密集区或是狭窄区域均能够快速完成连接作业,且各类配件及钢丝头均根据施工需求提前预制成型,给钢筋机械连接创设了良好条件。
(3)使用范围广。无论钢筋连接的方向如何,或是各钢筋的直径存在何种变化,均可快速将钢筋连接到位。
(4)环保效益显著。钢筋连接期间无明显的环境污染问题,材料得到充分的利用。
(5)稳定性强。自然因素以及人为因素对钢筋直螺纹机械连接作业的干扰相对较小。
直螺纹机械连接是现阶段工程建设领域较为主流的螺纹连接方式[1],其工作思路在于先将钢筋端部墩粗,经切削处理后使其呈直螺纹状,若无误则通过套筒实行钢筋对接。相比于钢筋原截面的面积,经墩粗、切削处理后,所得钢筋的净截面的面积相对较大,接头强度显著高于母材强度。通过应用钢筋直螺纹的方式,可有效保证接头质量,同时施工较为便捷,适用范围较广,综合应用效果良好[2-3]。
3 钢筋直螺纹机械连接技术的应用要点
3.1 准备工作
配套1 台墩粗机和1 台套丝机,规划钢筋加工场地,于该处完成各钢筋丝头的加工作业。墩粗机安装时应检测其夹具中心线的位置,该部分必须与套丝机主轴中心线维持相同的高度,且必须与待加工钢筋的中心线重合。各连接套筒的各项指标均要满足要求,需附带出厂合格证等相关具有质量证明性质的资料。
墩粗直螺纹的技术细节较多,对工艺水平提出较高的要求,因此参与作业的人员必须经过技术培训,落实持证上岗制度。根据经验,每班操作人员以6~8 名为宜,油泵及钢筋墩粗由1~2人完成,套丝机由1 人操作,剩余人员负责现场钢筋搬运、质检等相关工作。
3.2 钢筋下料
以砂轮切割机为主要设备,根据设计要求合理下料,严格控制钢筋切割端面的位置,切割面与钢筋轴线垂直,端面偏角应≤4°,若不满足要求则需及时调整切割机工作状态。
3.3 钢筋端部墩粗
钢筋墩粗所用设备为墩头机,具体涉及到对中、夹紧、墩头等工序,操作前应保证墩粗机退回零位,将待处理的钢筋从前端插入。各批次钢筋均需要经过墩粗试验,以所得的墩粗量为基本依据,合理调整墩粗压力和缩短量的最终值,保证施工工艺的合理性。
3.4 切削直螺纹
以钢筋螺纹套丝机为主要设备,合理切斜直螺纹,正常工况下单台设备每班加工的丝头总量可达到400~600 个。按照要求合理加工直螺纹接头后,需随即配套保护套。钢筋笼主筋的两端分别设置标准型丝头和加长型丝头,以便后续施工中能够根据需求及时接长钢筋笼。严格控制螺纹加工长度,具体要求见表1。

表1 螺纹加工长度mm
3.5 钢筋连接
钢筋连接前需做好准备工作,全面检查钢筋的规格,分析其是否与套筒形成相配套的关系;检查螺纹丝扣,不可存在缺陷、附着杂物等异常状况。根据接头的类型采取相适应的连接方式。
(1)标准型丝头接头。设置好连接套筒后,将其中的一端钢筋拧至被连接钢筋上,利用小管钳拧紧,以保证稳定性;通过2根钢筋对顶紧固,严格控制好套筒两端丝扣的外露量,不宜超过1 个完整扣。此方法主要被应用于承台钢筋连接中。
(2)加长型丝头接头。根据要求选择合适规格的套筒,将其拧至加长丝头钢筋的一侧,再将套筒拧回至标准丝头一侧,利用管钳紧固。此方法主要被应用于钢筋笼主筋连接中。
3.6 质量检验
(1)端头墩粗。钢筋端头经过墩粗处理后,需全面检查其外观质量,允许存在少量的纵向裂缝,但存在任何横向裂纹时均被视为不合格。
(2)丝头。直螺纹连接全流程中,丝头加工质量的控制为重点环节,必须保证丝头的质量达到设计要求,具体的检查项目、方法及标准见表2。
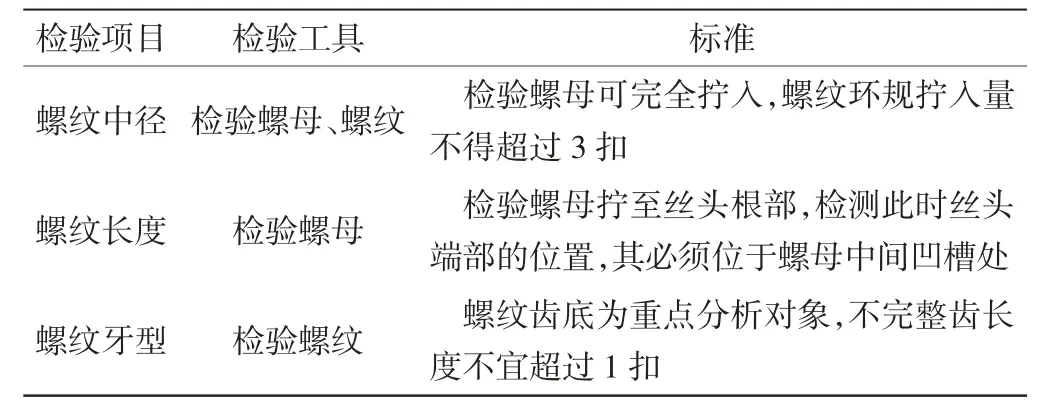
表2 丝头质量检验控制
(3)刀具。装刀或调刀时均要详细检查前5 个丝头,后续按照10%自检,施工完成后质检人员按5%抽检,期间的各项数据均要得到完整的记录。丝头满足要求后,在其一端戴上塑料保护帽,再选择同规格的套筒,将其稳定在另一端。若丝头质量不满足要求,需及时标记,将该部分切除后再重新制作。
(4)接头抽检。按照每500 个一批的方式依次组织抽检作业,各批次检测数量以3 个为宜。以检验结果为依据,若接头存在质量问题,需及时处理到位。
(5)工艺性检验。以JGJ 107—2016《钢筋机械连接通用技术规程》为主要依据,在加工连接前组织检验,根据需求配备相应设备、量具等相关工具,在各类规格的钢筋中分别选取3 根试件,经静力拉伸试验后分析结果,若满足要求即可投入使用。
(6)经济效益分析。在施工速度及人工消耗方面:与搭接焊相比直螺纹连接速度提高3~5 倍,人工消耗降低40%~50%。在材料消耗方面:直螺纹连接更加节约钢材,成本降低率达10%~30%。钢筋连接接头产生的综合效益计算(均按信息价定额价与实际施工成本价计算):本工程应用直螺纹连接技术与传统的钢筋搭接相比,经测平均每个接头节约成本约4 元,共节约成本10 万元(2.5 万个接头,4 元/个)。
4 直螺纹钢筋机械连接作业注意事项
4.1 施工方案
以现场情况为准,编制科学的施工方案,保证接头性能等级、材料品质、接头截面面积、质量验收标准等方面均符合规范。
4.2 保护措施
钢筋直螺纹机械连接时需采取接地保护措施,以便给作业人员的安全提供保障。若施工期间存在异常状况,需及时暂停作业,关闭总电源开关,明确具体故障类型及成因,采取针对性的处理措施。
4.3 拐筋和防护
丝头加工过程中若遇到拐筋,则必须优先加工丝头,在此基础上进行钢筋弯曲。若未按照该流程有序操作,则容易损坏设备。钢筋搬运期间需加强防护,不可出现碰坏丝头等异常状况;若丝头不满足质量要求,则必须重新切断滚丝。
4.4 混凝土保护层
钢筋连接套施工中应充分考虑到混凝土保护层的厚度情况,具体可参照GB 50010—2010《混凝土结构设计规范》的相关规定,应满足保护层最小厚度的相关要求,且理论上至少需达到15 mm,否则难以发挥出有效的防护作用。连接套筒安装时,要求横向净距至少达到25 mm。
4.5 力矩扳手
钢筋连接时,钢筋规格与连接套筒规格应一致,并检查丝头和套筒的丝扣是否洁净、无损。现场连接时使用力矩扳手安装拧紧。连接前,应检查力矩扳手显示力矩值和钢筋型号是否与现场实际相对应,连接时钢筋应对正轴线。两把力矩扳手配合使用,一把力矩扳手固定一端,另一把扳手旋进,直至力矩扳手达到调定的力矩值并发出响声。
4.6 验收
连接完毕后随手画上油漆标记,以防有的钢筋接头漏拧。拧紧后套筒两侧外露的完整丝扣不得超过1 丝。施工时注意安装的接头百分率不得超过规范规定要求,对已拧紧的接头要做好标记。力学性能检验按JGJ 107—2016《钢筋机械连接通用技术规程》的规定,同一批材料的同等级、同型式、同规格接头,以500 个接头为一个验收批,不足500 个也作为一个验收批,现场随机截取不少于3 个接头试件进行抗拉强度试验。Ⅰ级接头抗拉强度应大于钢筋实际抗拉强度或1.1倍钢筋抗拉强度标准值,Ⅱ级接头抗拉强度应大于钢筋抗拉强度标准值。
5 结束语
钢筋直螺纹机械连接技术在现代化的桥梁工程建设领域取得广泛应用,作为一种新型形式,其具有强度高、施工便捷、适用范围广等优点。相较于搭接焊,通过应用钢筋直螺纹机械连接技术不仅能提升施工效率3~5 倍,人工消耗降低40%~50%,而且节约钢材。该工艺能有效保证钢筋接头的质量,构建稳定的结构框架体系,给桥梁其它环节的施工奠定良好基础。但钢筋直螺纹机械连接技术的应用要点较多,施工单位必须依据规范将各项工作落实到位,充分发挥出该项技术的优势。
