一种AGC缸更换方式在热轧粗轧机的应用
2021-05-21于树禄解代军付巴特
于树禄,王 力,解代军,付巴特
(河钢唐钢不锈钢有限责任公司 设备科,河北 唐山 063105)
目前在钢铁冶金行业,各大钢铁企业竞争非常之激烈,如何能够在非常残酷的竞争中取得市场的一席之地,企业降低成本,提高生产效率是关键因素,作为热轧生产工艺,生产时间就是效率,如何减少停机时间,是每位热轧人思考的问题,例如:缩短检修时间,减少故障时间,提高生产节奏等,针对设备管理,如何缩短检修、抢时间是摆着我们面前的一大核心问题,针对热轧生产线主体关键设备的检修、抢修方案决定停机时间的长短,从而在很大程度上影响产线作业率,有压力就有动力,我们秉着没有做不到只有想不到的理念,从产线的关键设备方面深挖潜力,充分解放思想,找出产线的痛点,进行改善创新,向创新要效益。针对热轧生产线,粗轧机AGC缸共2个,分操作侧、传动侧各一个,如果单独更换传动侧AGC缸只能在大修时间完成,在更换时,只能通过操作侧、传动侧一起拆装,更换时间至少需要48小时,大大影响了生产效率,并且一旦在生产过程中传动侧AGC缸出现问题,只能停机至少48小时进行更换,如果停机48小时就是特大型事故,影响产量至少在2万吨以上,如果有计划性更换,该项目无法在日常的定修(16小时以内)完成,很大程度的制约了产线的效率,如何实现传动侧AGC缸单独更换的问题急需要我们解决。
1 粗轧机的功能及设备结构
粗轧机及在热轧生产线扮演着重要的角色,热钢坯首先通过粗轧机进行轧制,由厚度约200mm轧制为中间坯35mm左右,为精轧机的轧制提供合格的坯料,粗轧机整个垂直系由压下装置、AGC缸、上支撑辊装置、支承辊平衡装置、上工作辊装置、下工作辊装置、下支承辊装置、下阶梯垫调整装置及轧机牌坊组成。如(图1)所示:
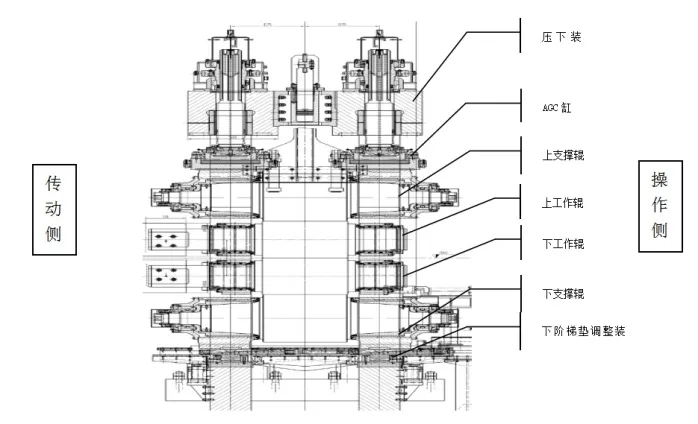
图1 粗轧机内部结构图
AGC更换工具,如下(图2)
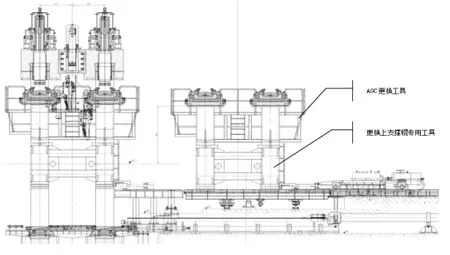
图2 AGC更换工具示意图
2 AGC缸更换步骤
拉工作辊→拉下支撑辊→安装上支撑辊专用工具→抽上支撑辊→上支撑辊吊走→安装AGC专用工具→AGC专用工具到位→拆卸两侧AGC缸→拉出AGC缸→安装新AGC缸到专用工具→AGC推到位→安装两侧新AGC缸→AGC缸专用工具移出轧机→AGC专用工具吊走→安装上支撑辊→上支撑辊更换专用工具移出吊走→装工作辊→起车模拟→轧钢。
3 新的更换方式
在原有的AGC更换工具的基础上,打调180°安装到支撑辊更换工具鞍座上,并将原操作侧的与AGC接触的升降支座向传动侧方向移位1.5米的位置并进行固定,用换辊小车将其推到与传动侧AGC正对的位置,用支座进行顶起到与传动侧AGC缸接触,在操作侧的原AGC缸支座上放置1件AGC缸备件做为配重使用,然后进行拆卸传动测AGC缸,AGC缸与压下装置完全脱开后,移动换辊小车往传动侧方向约1.5米的位置,用天车将AGC缸由传动侧直接吊出,用相反的步骤进行安装传动侧AGC缸,安装完毕后,具体步骤见下方简图。
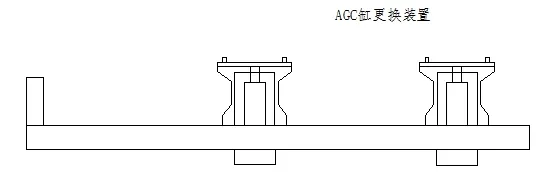
图3 改造前的AGC 缸更换装置

图4 改造前更换AGC示意图

图5 改造后的AGC更换装置
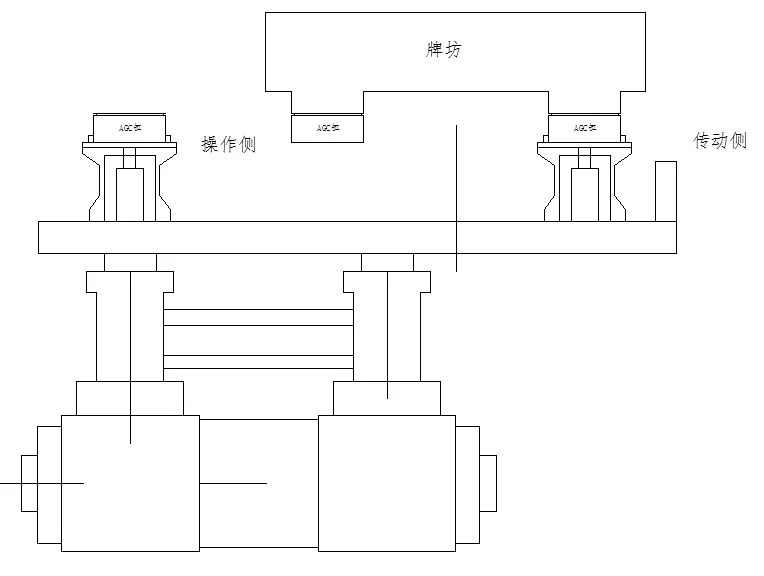
图6 改造后更换传动侧AGC缸拆卸位简图

图7 改造后更换传动侧AGC缸吊出位简图
4 风险评估(力矩计算)
1个AGC缸的重量为9.8T。
由上图,F1=F2=9800Kg*10=98kN。
力矩M1=F1*2.756=270kn.m。
力矩M2=F2*1.5=147kn.m。
由上式可知支点1处放置1件AGC缸做为配重,M1>M2。
故该方案可行,不会导致装置偏载发生倾倒。
5 结语
通过对AGC缸更换装置进行改造后,简单的一个小改造可以解决现场大问题,用逆向思维的方法,将原设计的AGC缸更换装置反方向使用,并对AGC缸支撑座位置进行向外移动1.5米距离,在操作侧另一个支撑座上放置一件备件作为配重,这样可以使整个更换装置移动到传动测,将传动测AGC缸由粗轧机传动侧直接吊出,在原有的更换方案中缩短了将近1半的时间,并且在现场进行了实践,验证了该方案可行实用。
