复杂曲面透明件数控加工固定方法研究
2021-05-21靳永强徐飞飞刘其广
靳永强,徐飞飞,刘其广
(北京航空材料研究院,北京 100095)
1 概述
随着航空产业的发展,航空透明件外形越来越趋向于复杂曲面,给透明件的生产制造增加了难度[1]。航空透明件作为飞机的主要零件,其成形完成后的边缘加工,原来主要采用手动工具切割、人工打磨的方式进行,该方法效率较低,并且加工精度不高。21世纪初,中国加入WTO后,受国外先进制造技术的冲击,国内开始陆续兴起数控加工技术的使用[2]。
现阶段,数控机床已经在各行各业大量应用,其本身可以具有较高的精度。但是制件在机床上的定位和固定方法,会直接影响制件的加工精度和加工效率。本文针对透明件数控加工过程中的定位和固定方法进行了研究,通过对固定方式,密封圈的选择和工装结构参数优化等方面的研究,提高了透明件固定的可靠性和快捷性,提高了加工效率。
2 问题描述
透明件在加工过程中需要专门的夹具夹持后,才可方便的加工。加工夹具的结构形式对加工效率和加工质量有较大的影响。飞机透明件主要采用有机玻璃制造,大多具有复杂曲率不规则外形的特点。有机玻璃材料成型后会存在一定程度的回弹,成形后边缘会存在与理论外形无规律的偏差,造成加工过程中透明件的可靠固定具有一定的难度。
3 定位和固定方法
加工工装的作用为托起和固定制件,辅助机床对透明件进行有效加工。加工工装根据透明件的成形工艺,可设计为凸模或凹模。加工工装主要是解决制件准确定位和可靠固定的问题。
3.1 定位方式
透明件和加工工装的定位准确性,对透明件的加工质量直接的影响,如定位不准确会造成边缘台阶厚度不均匀,轮廓边界偏离理论曲面等问题。现在常用的定位方式包含销定位和基准线定位两种方式。本文对上述两种定位方式进行了研究。
销定位具有定位准确,实施方便的优点。但是由于航空用有机玻璃相对金属为脆性材料,试验过程中采用手持电动工具手工打孔时,部分制件出现了孔壁及边缘产生裂纹、崩边等损伤(特别是定向有机玻璃,更容易产生上述问题),如裂纹扩展可能造成透明件的报废。
基准线定位的方式,通过在成形和加工工装的相同位置预留基准线。该方法具有划线简单方便,不损伤制件的优点,但定位精度受操作人员和划线工具的影响。
3.2 固定方式
复杂曲率透明件虽然在成形后边缘会存在与理论外形无规律的偏差(以下简称贴模度偏差),但在小范围内外形变化不大的特点。针对透明件的外形特点,本文设计了弓形夹夹持、边缘粘接和真空吸附三种固定方式进行研究。
3.2.1 弓形夹夹持
在工装周边设计夹持位置,弓形夹均匀分布在透明件的四周,夹持示意图如图1所示。经验证,弓形夹夹紧后可以基本消除透明件和工装的贴模偏差,在加工过程中该夹持方式可有效固定透明件。但是弓形夹会占据部分边缘位置,造成周边轮廓不能一次加工完成。
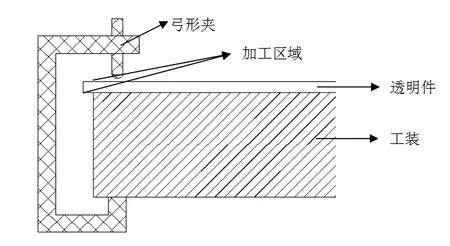
图1 弓形夹夹持示意图
3.2.2 边缘粘接
在工装周边预留粘接区域,通过边缘粘接的方式固定透明件,如图2所示。采用边缘粘接的方式固定制件,可快速实现透明件的固定,并且透明件的贴模公差对粘接固定无影响,但边缘粘接的方式不能消除透明件和加工工装的贴模偏差。
本方案中对粘接胶的要求较高,要求粘接胶能够同时粘接金属工装和有机玻璃透明件,并且加工完成后可以很方便的清理粘接胶。
由于该方法不能消除透明件和加工工装制件的贴模间隙,如存在图2所示的上表面加工区域,贴模度的公差将直接影响加工精度。因此该方法只适用于加工贴模度较好的透明件,或者曲率变化平缓的透明件边缘轮廓,因此使用该方法具有较大的局限性。
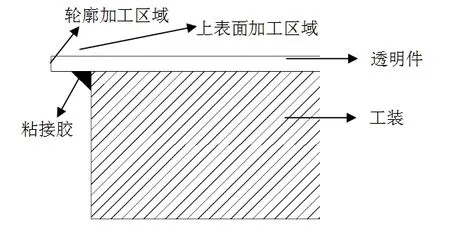
图2 粘接固定示意图
3.2.3 真空吸附固定
真空吸附的固定方式,现已大量使用平面玻璃的加工过程。该方式具有固定快速,对加工区域不产生影响,加工完成后清理快速的优点,并且真空吸附力更加有利于透明件和工装的贴合。但该方式对形面的贴合度要求较高,如贴合间隙过大,常常会出现难以固定或吸附不稳定的情况。
密封圈的选择是解决贴模偏差的有效补充。本文选用了不同结构的密封圈,研究了密封圈结构,对透明件贴模偏差的补偿性能。
普通密封圈一般都为“O”型圈,放置到密封槽后凸出的高度基本相同。本文首先采用普通的“O”型圈,对复杂曲率透明件进行吸附稳定性试验。经验证,制件很难吸附固定在加工工装上。造成该问题的原因可能为复杂曲率透明件本身刚性不足,吸附过程中只有部分区域与密封圈贴合。
针对普通“O”型圈的问题,经调研本文选用了充气式的密封圈,此密封圈吸附过程中具有较大的弥补贴模偏差的能力,并且在自然状态下可收缩在凹陷的槽内,有利于检查透明件各个区域与工装的贴模偏差。充气式密封圈的典型结构和参数表1所示。

表1 充气式密封圈典型结构
本文采用厚度在4mm~10mm范围内的有机玻璃透明件进行吸附试验。在工装周边放入上述4种充气式密封圈进行试验,经验证上述密封圈结构均可实现透明件的吸附固定。但是,1号和2号密封圈吸附较薄厚度的透明件过程中,需要在透明件吸附区域施加较大的压力,才能够吸附固定。对比四种密封圈的结构,1和2号密封圈的宽度较宽,且接触面区域较大,其截面构型更适合于外形偏差较大、具有较高刚度的制件。3号和4号密封圈,密封接触面的面积较小,更有利于接触制件形成密封区域,对刚度较低的透明件更有优势。
因此选择合适的密封圈后,采用真空吸附的方式可以有效固定透明件,并且真空吸附的压力可以有效减小透明件的贴模度偏差。
4 固定稳定性分析
刀具在切削制件过程中会产生一定的切削力。如制件不能有效克服切削力,会造成加工过程中制件移动,从而影响加工质量。吸附区域越大,更有利于加工稳定。但定位区域增大后,其贴模度变化相对更大,不利于制件的吸附固定。并且吸附屈原变大也可能引起制件变形的风险。
透明件吸附定位后真空度一般可达到10000Pa一下。真空区域产生的压力大于0.9个大气压产生的摩擦力。研究表明铝合金材料采用较好的切削参数,高速切削其切削力约200-400N[3]。
参考切削力经验公式;

式中 B—铣削宽度,CP—工件材料对切削力影响系数,K—刀具前角对切削力的影响系数,K1—切削速度对切削力的影响系数,fz—每齿进给量,z—刀具齿数。参考金属的切削的影响系数(取值80),经计算其切削力小于100N。
根据压力和摩擦力的换算。摩擦力大于切削力即可满足固定制件的要求。

其中S1=C×(d1×2);
F为摩擦力;μ=0.2为摩擦系数;P为压力差;S1为密封圈贴合面积;S2真空吸附区面积;d1为密封圈贴合宽度,d2为真空吸附区宽度。C为密封圈周长。
根据公式2计算,推荐真空吸附区域在密封圈接触面积的3~6倍,一般可满足透明件吸附固定的可靠性要求。根据上述结论,设计透明件加工工装进行验证,采用表1中的3号密封圈可有效吸附固定透明件。加工过程中制件状态稳定,加工的要素能够满足技术指标要求。
5 结论
(1)透明件和工装的定位,采用基准线定位的方式,更有利于透明件的制造。
(2)经过多种固定方式的对比,真空吸附的固定方式,工艺性较高,效率更高。
(3)对比多种密封圈结构,选择出了适宜固定透明件的密封圈结构。
(4)提出了推荐的真空吸附区域参数。
(5)对提升复杂曲面透明件的制造效率,具有一定的指导意义。
