气门锥面跳动超差原因分析及解决办法
2021-05-19周雅智
周雅智
湖南天雁机械有限责任公司 湖南衡阳 421005
1 序言
在气门等零件车磨锥面,以及车外圆、端面时,经常会出现跳动超差问题。本文从测量、工装和工艺等方面找到原因,并且有针对性地提出解决方案。
2 加工中存在的问题
某气门车锥面的工艺尺寸要求如图1所示。车锥面后锥面径向和轴向圆跳动矢量和常超过0.03mm,可达0.15mm甚至更大。
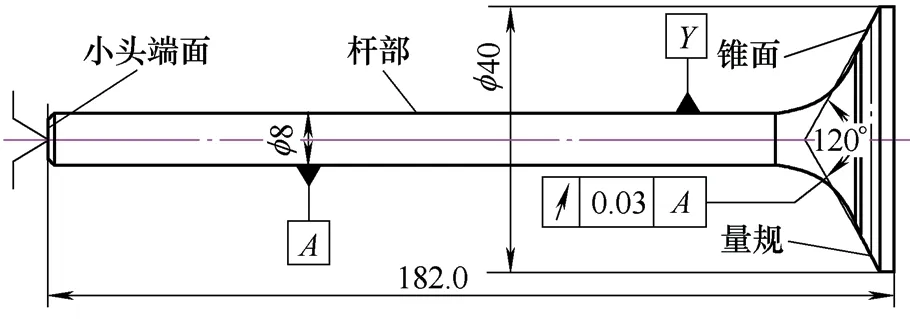
图1 气门车锥面工艺尺寸要求
3 加工工艺过程及检测
气门车磨锥面工艺过程:杆料镦锻成形→热处理→校直→切总长(切磨小头端面)→粗磨杆部→车锥面。
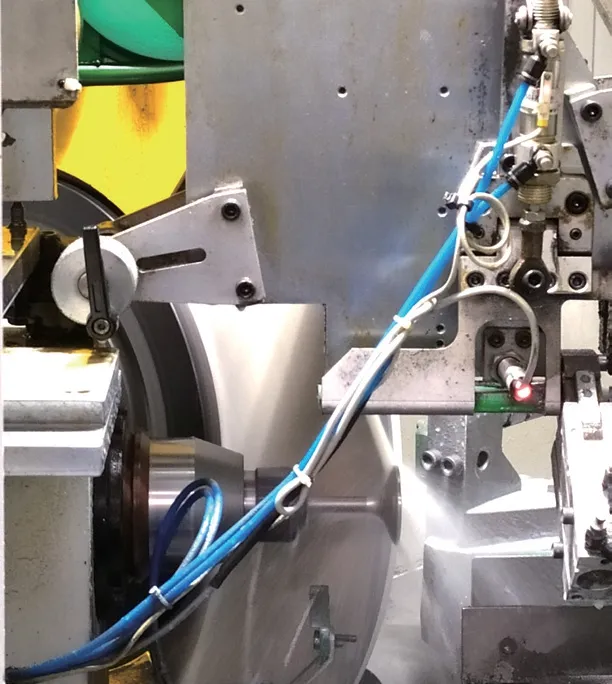
校直就是校杆部直线度以及锥面对杆部的径向和轴向圆跳动;切总长时以杆部为基准切磨小头,保证杆部与小头端面间的垂直度(小头端面对杆部的轴向圆跳动);用无心磨床粗磨杆部,保证一定的直线度和圆柱度;车锥面时气门按图2所示装夹,图3所示为车锥面用单头弹簧夹头。

图2 气门车锥面装夹

图3 气门车锥面用弹簧夹头
锥面径向和轴向圆跳动矢量和的检测如图4所示。测量时千分表测头垂直压住锥面中心(长交点线位置),左手压住杆部,右手转动盘部并使气门顶住顶尖。
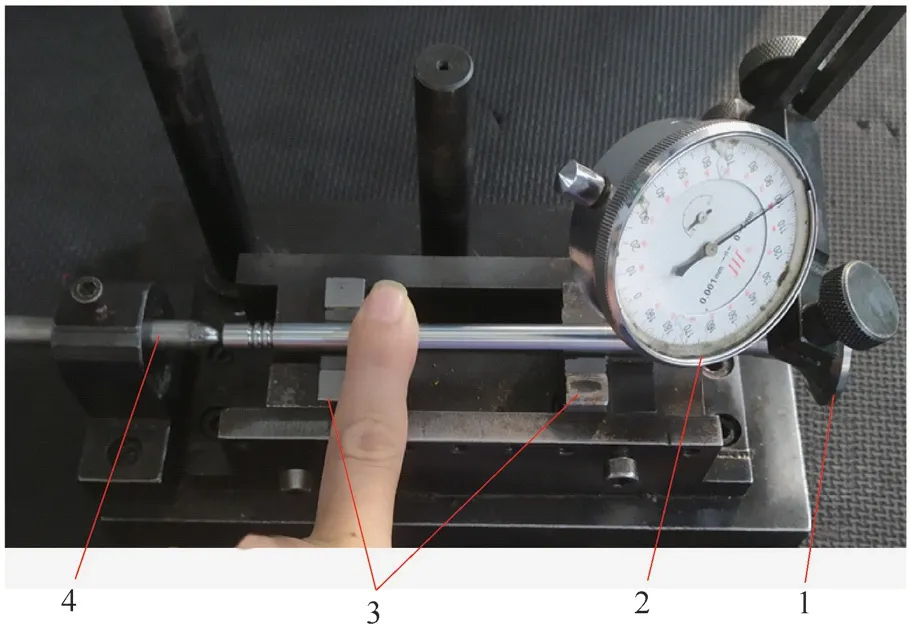
图4 气门锥面径向和轴向圆跳动矢量和的检测
4 锥面跳动原因分析
影响锥面跳动的主要因素有锥面测量误差、锥面车磨加工工艺过程和毛坯质量。
4.1 锥面测量误差
在锥面跳动的检测中,可能引起测量误差的主要原因有以下几点:①V形块定心是否良好,即转动气门时气门轴线是否产生径向移动。②气门轴向定位是否可靠,主要是顶尖是否完全固定。③千分表安装及表身状况是否良好,如千分表的安装角度是否正确,千分表的测头是否松动等。④气门自身精度是否引起测量误差,主要是转动时是否会产生轴线径向和轴向移动等。
经检查发现,实际上产生误差的主要原因是气门在转动过程中会产生轴向位移。设气门轴向移动量为a,千分表测头移动量为δ(测头垂直于气门锥面),半锥角为α,则δ=asinα。图1中α=120°/2=60°。
由于检具顶尖的中心高和V形块高度都不能进行调整,若不同杆径的气门都使用同一检具,在气门锥面径向和轴向圆跳动矢量和检测时,将导致顶尖偏离被检气门的中心轴线,即气门转动时,顶尖与气门杆端面接触点不固定,其移动路径是一个圆。由于气门小端面与轴线不垂直,转动过程中气门就产生了轴向移动。设气门杆直径为D,偏移量为d(直径),垂直度(小头端面轴向圆跳动)为v,则移动量a=vd/D。
由于工艺的原因,v值常可达到0.1mm。以气门杆直径D=12mm、偏移量d=4mm、半锥角α=60°为例,a=vd/D=0.1×4/12 ≈ 0.033(mm),δ=asinα=0.033×0.866 ≈ 0. 03(mm)。
显然,当顶尖偏离气门轴线时,小头端面垂直度对锥面跳动的检测影响很大。特别是当δ与实际径向和轴向圆跳动矢量和相抵消时,可能使本来不合格的气门被检测成合格气门。
4.2 工装和工艺对锥面跳动的影响
从气门锥面的加工方法、所用工装和加工过程等几方面来分析可能引起锥面跳动超差的原因。在数控车床上用装在液压卡盘上的弹簧夹头夹住杆部车锥面(见图2、图3)。首先排除加工方法和设备的问题。车完锥面后,不松夹头就进行锥面径向和轴向圆跳动矢量和检测,没有出现超差,并且径向和轴向圆跳动矢量和都在0.01mm以下,说明设备和加工方法没有问题。然而,对未松夹头时检测合格的气门,取下后拿到检具上来检测,发现很多气门不合格。据此推测可能是由于夹具本身旋转轴线与夹紧后的工件(杆部直线度合格)杆部外圆轴线不重合导致了径向圆跳动超差。为此,使用标准气门夹在夹头上检查锥面径向和轴向圆跳动矢量和时,发现跳动超差,证明了之前的推测是正确的。进一步检查分析表明,问题在于夹具本身,即夹头夹紧部分轴线与夹具体安装后的旋转轴线不能重合。
在解决了上述问题后,有时还会出现锥面径向和轴向圆跳动矢量和超差的情况。比较图2和图4可以发现,气门在加工时基准轴线的确定和检测时基准轴线的确定不一样,且差别较大。加工时,弹簧夹头只夹紧了靠近气门盘端面很短的一段杆部,并由这一小段杆部确定加工基准轴线。检测时,杆部在两V形块上的支撑点形成检测轴线。加工时,气门的夹紧位置不在两V形块之间。当气门加工和检测的两轴线不能重合时,就必然导致检测结果与加工结果不一致,从而引起径向圆跳动超差。分析认为,造成气门轴线不重合的主要原因是车锥面的前道工序粗磨杆部时,其直线度严重超差。
5 解决办法
针对测量时气门的轴向移动,可采取以下两种办法:①将检具的顶尖设计成上下可调,使用时把顶尖对准气门轴线,可以保证偏移量d在0.2mm以内。②测量前磨小端面,使其严格垂直于杆部,保证杆端面垂直度v为0.05m m。这样δ将减小到0.001mm(当α=60°时),从而对锥面径向和轴向圆跳动矢量和测量的影响可忽略。
对于夹具问题,有两种解决办法:①将夹具做成轴线可调。②提高夹具零件精度,达到气门杆部夹紧部分轴线与机床旋转轴线重合。
气门杆部直线度差的问题,主要是由于粗磨时进给速度过高和光磨时间过短引起的,改正即可。
6 结束语
上述解决气门车磨锥面跳动超差问题的办法,对于气门车磨锥面,车外圆、端面,以及其他零件的类似加工过程中产生的跳动超差问题,都具有指导作用。