底调千斤顶在安装过程中定位工装的设计
2021-05-19张媛媛
张媛媛
(霍州煤电集团鑫钜煤机装备制造有限责任公司, 山西 霍州 031412)
引言
底调千斤顶是液压支架的一个重要组成部件。煤矿生产中,特别是在底板条件较差,煤层倾斜的工作面,支架移架后会产生歪斜的情况,不利于支架管理及推溜作业。底调千斤顶用于在支架移架过程中调整相邻支架,以保证支架整体同步及稳定,有效管理支架和支护顶板,便于顺利推溜,保证安全,高效生产。因此,针对液压支架底调千斤顶定位工装、技术进行分析。
1 液压支架上底调千斤顶安装设计的内容、目的、技术方案
1.1 设计内容
定位工装中的各定位套筒及法兰为同轴度及端面孔,且与底调千斤顶外形尺寸相匹配,在实际的点装过程中可以用其替代传统的拼装划线,这样就能够为底调千斤底座套筒、导向筒及挡销座的智能化焊接提供稳定的位置参数,便于液压支架底座智能化焊接,保证了底座套筒与导向筒的同心度,利于底调千斤顶的零误差安装。
1.2 设计目的
为了解决现有技术中存在的问题,而提供一种液压支架底调千斤顶安装的定位工装。在实际点装过程中,由于操作工人水平的差异、多次测量产生的误差,在底座套筒、导向筒及挡销座点装过程中,会产生位置上的误差(偏心),造成底调千斤顶装不上,销轴无法插入,位置偏移等,从而导致返工。为了减少这一现象的发生,降低工人劳动强度,结合生产实际设计一种用于液压支架上底调千斤顶安装的辅助工具。
1.3 技术方案
一种液压支架底调千斤顶安装的定位工装,包括第一定位套筒、第二定位套筒和连接套筒;其中,第一定位套筒和第二定位套筒分置于连接套筒的两端,第一定位套筒的筒壁上开设有端孔;第一定位套筒和连接套筒之间通过第一法兰连接固定,第二定位套筒和连接套筒之间通过第二法兰连接固定;第一定位套筒、第一法兰、连接套筒、第二法兰和第二定位套筒位于同一轴线上[1]。
定位工装中的各定位套筒及法兰为同轴度及端面孔,且与底调千斤顶外形尺寸相匹配,在实际的点装过程中可以用其替代传统的拼装划线,这样就能够为底调千斤底座套筒、导向筒及挡销座的智能化焊接提供稳定的位置参数,便于液压支架底座智能化焊接,保证了底座套筒与导向筒的同心度,利于底调千斤顶的零误差安装。
2 定位工装的制作方法和工艺流程
本工装的制作方法为:首先将法兰内外径加工成品,具体为数控下圆料,通过机加工成第一法兰和第二法兰,保证各法兰内外同心;其次将第一定位套筒、第二定位套筒和连接套筒外径加工成品,并在第一定位套筒的筒壁上钻孔形成端孔;最后将第一定位套筒、第一法兰、连接套筒、第二法兰和第二定位套筒依次焊接成一体,并保证其同轴度。该工装与底调千斤顶尺寸相匹配,这样组合的同心工装就如同一个底调千斤顶,在实际点装过程中可以用其替代划线拼装,从而准确地定位底座套筒、导向筒及挡销座的位置参数,保证了底调千斤顶的完美安装。结构示意图如下页图1、图2 所示。
在底座安装底调千斤顶的部位拼装时,如下页图3 所示[2],首先将本实用新型工装放入底调千斤顶所放位置处,将端孔、中心线垂直于底板;接着套入导向筒、挡销座及底座套筒,工装上的第一定位套筒保证导向筒的位置,第二定位套筒保证底座套筒的位置,通过销子插入端孔及挡销座孔来保证挡销座的位置,这样导向筒、挡销座及底座套筒则能够准确无误的确定其位置参数,最后即可迅速并准确的拼装完成。导向筒、挡销座及底座套筒完成点装后,拔掉销子,即可将本实用新型工装抽出,然后再将底调千斤顶放入已经点装好的位置处即可,如图4 所示[3],其中,工装上第一定位套筒的位置处对应底调千斤顶的上端活塞杆处,第二定位套筒的位置处对应底调千斤顶的缸底,连接套筒起到连接两个定位套筒的作用。本工装不仅轻便,同时也保证了精度。
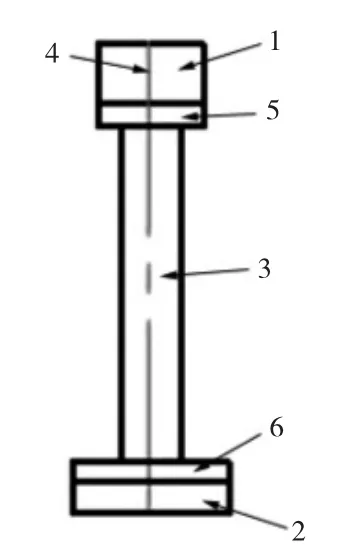
图1 结构示意图

图2 立体结构示意图
3 结论
底调千斤顶安装过程中定位工装的设计,主要解决了液压支架上底调千斤顶安装困难的问题。此工装包括两个定位套筒和一个连接套筒;两个定位套筒分置于连接套筒的两端,一个定位套筒上开设有端孔;两个定位套筒与连接套筒之间分别通过法兰连接固定;两个定位套筒、两个法兰以及连接套筒均位于同一轴线上。此工装设计科学、结构简单、制作容易、成本低廉、使用方便,通过其能够定位底座套筒、导向筒及挡销座的位置参数,从而将底调千斤顶准确快速放入,在生产中便于工人操作,避免了误差,提高了拼装质量,节省了工时和耗材,而且轻便耐用,适用性强,彻底解决了液压支架上底调千斤顶安装困难的问题,能够在各类液压支架中推广使用。
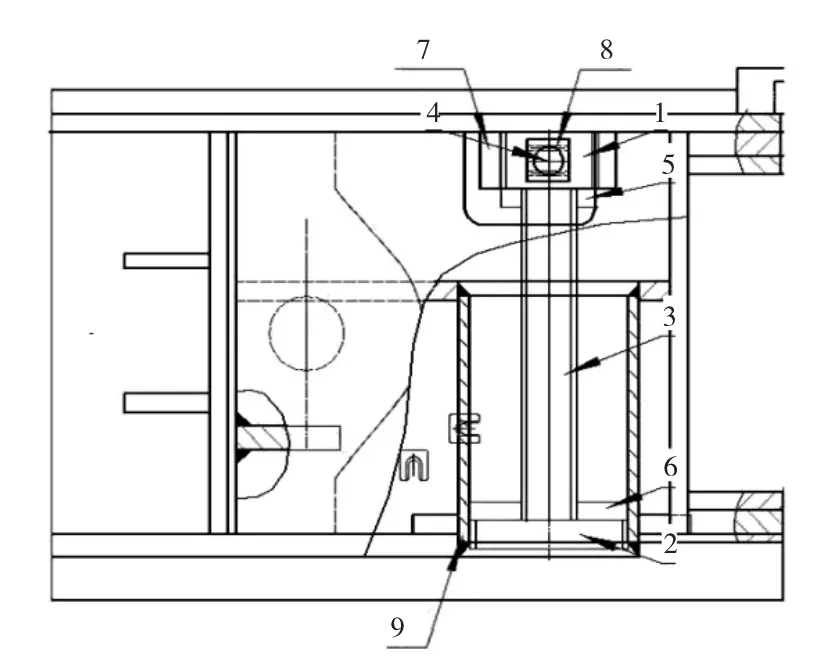
图3 使用示意图

图4 安装后结构图
