船舶钢结构变形火工矫正方法分析
2021-05-18甄咏鹏邹涛
甄咏鹏,邹涛
(南通泰胜蓝岛海洋工程有限公司,江苏 南通 226200)
船舶生产制造阶段,不难发现船体结构十分复杂,故而施工实践中出现变形情况也在所难免,且变形表现出多样化特征,但是细致分析后也是有一定规律可以遵循的,具体是参照其变形特征进行归类。这样工作人员就可以参照不同变形特征,选择相适宜的火工矫正技术方法,进而实现修整变形问题,优化船舶钢结构的制造效果,为我国船舶行业健康、快速发展创造更优良的基础。
1 火工矫正的概述
(1)火工矫正等同于利用火焰加热作用,诱导钢材偏短位置的纤维延长或者使较短部位的纤维发生短缩,最后使钢材发生反变形,这样构件便能达到平直及某一几何形状提出的要求,和技术标准提出的工艺方法相吻合。
(2)矫正方法的技术原理可以做出如下阐述:利用钢材持有的塑性、热胀冷缩属性,在外力或者内应力的作用下使其出现反变形,剔除钢结构的弯曲、翘曲、外观凹凸不平整等质量问题,最后实现预期的矫正目标。
(3)校直、校平、矫形等是火工矫正工艺的常见形式。
(4)点状、线状及三角形加热是火工矫正经常采用的加热方法。点状加热即参照钢结构特征与变形状况,能够加热一点或多点;线状加热阶段,火焰顺沿直线自身位置发生偏移或者在宽度方向同时进行横向摆动,通常会将宽度控制未是钢结构厚度的0.5~2倍,适用于变形程度或刚性较大的结构矫正领域中;三角形加热阶段会出现加大收缩量,多用于矫正厚度偏大、刚性较强的钢材出现的弯曲变形问题。
(5)温度控制:针对低碳钢与普通低合金钢的热矫正,通常将其控制在600~900℃中,热塑性变形的理想温度区间是800~900℃,但要≤900℃。若进一步提升加热温度,则会造成钢材内部组织出现一定改变,晶粒延长,钢材品质降低。
2 船舶钢结构常见变形及矫正方法
2.1 “瘦马”变形
可以采用线形加热法处理该类变形问题,推荐应用水火矫正。将加热线设置在骨架背部,业内将其叫做“背烧”。若通过检测发现结构变形较为严重,则可改用双条加热线,具体是施加在骨材背部两个侧端的焊脚处;而如果形变量较小,可直接应用单条加热线,将其设置在骨材背部的中心。“瘦马”变形矫正过程中应加强温度的控制,不可过高,工人可采用加热温度的下限。若船体钢材变形较严重时,可以利用跳格方法实现“背烧”。
2.2 波浪变形
该种缺陷问题矫正时采用的方法和“瘦马”变形矫正有较大相似点,采用线形加热法进行,两者唯一的不同是实践操作时需要细分为两个阶段推进。同样要求变形矫正时温度不可过高,应参照变形量具体检出值,酌情选用水火矫正工法,矫正操作时,应注意如下问题:第一阶段推进时,工人最好不要先焚烧外凸的一面,特别是外凸面的中间位置,以规避出现应力集中问题而引起塑性变形情况。
2.3 失稳变形
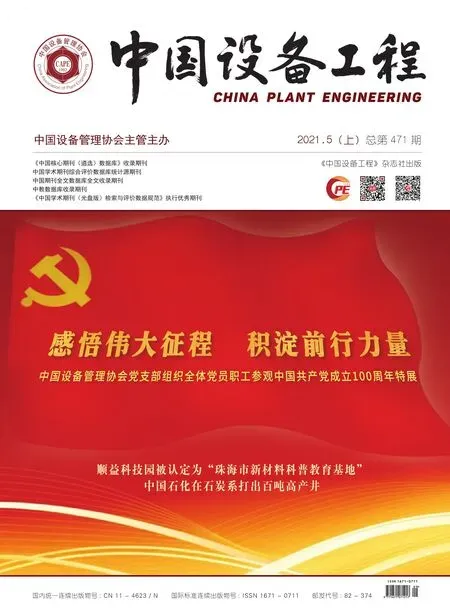
钢构件薄板开孔处经常出现该种变形问题,矫正过程中先矫正的目标对象是开孔区的“瘦马”与波浪变形,而后参照开孔周边的变形实况,配合使用线形加热法依照图1所示次序进行处理。矫正修复开孔的失稳变形情况时,若加热区仅设置在变形的中间部位或开孔边界,则通常很难取得较理想的矫正效果。通常状况下,加热线由开孔周边朝中心缓缓移动,终末点务必抵达开孔边界。
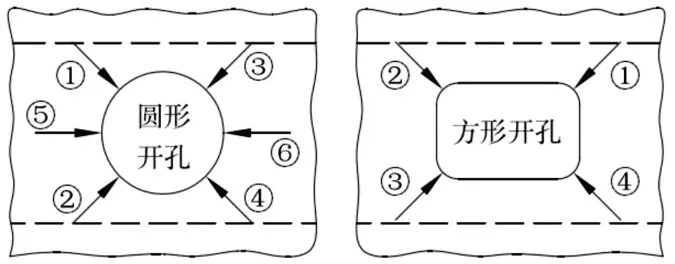
图1 失稳变形火工矫正的图示
2.4 他类变形
鉴于船体结构复杂的现状,其施工生产阶段出现的变形类型也不唯一,表现出多样化特征,除了以上阐述的几种较典型的变形缺陷矫正工艺外,利用火工矫正法处理其他变形问题,配合使用适宜的辅助工具,通常能取得满意的矫正效果。这就预示着在具体施工操作前,相关人员一定要全面分析影响焊接质量、引起变形问题的各项因素,并且遵照有助于提升工效、维护高品质与降低劳动强度的原则,选用适宜的工具落实矫正任务。这里笔者需重点提及的内容是,采用辅助工具变形量是1.8641mm,和焊接4块三角板阶段变形量最大值-2.6209mm做比较,变形量会减少0.8mm左右,取得的成效是显而易见的。
统计并观察以上两种方案实施后成果产出情况,发现Z方向上的变形量大小和三角板数目多少之间有正比例关系;但如果三角板用量过少,那么,在现实焊接施工时,很可能无法精准控制腹板在Y方向的变形过程而出现明显偏移,增加了倾斜、弯曲等不良情况发生的概率。并且焊接构件的强度、刚度与承载力均可能下降而和设计要求间存在出入,因此,要确保投用三角板数目的适宜性。
3 板单元件火工矫正技术
3.1 确定结构局部凸显变形部位
(1)把板单元结构侧朝向上方,纵向结构平稳安放在矫正平台胎架模板上部。
(2)把板单元横截表面板边界的波浪变形凹陷处设定未主要参照凭据,细致观察纵向结构与板边波浪变形外凸处,比较变形量大小以及方位,确定构件发生外凸变形的大体部位。
(3)在大致确定构件的变形部位后,按序观测角焊缝以及其周边钢板、U肋转角部位及U肋上表面钢板。若局部位置发生外凸,通过脚踩、手触感受碰到尖状物体时,便能够进一步确定具体部位。对该处进行敲击处理,如果产生实音,那么,该部位就是应力凸显处。相比之下,角焊缝边界钢板的外凸变形最显著。
3.2 矫正参数
(1)加热次序:其直接影响着构件的火工矫正效果。矫正处理时,横向角变形问题矫正在前,纵向结构弯曲变形矫正在后,横向角、纵向弯曲变形的加热次序、方向等参数也存在一定差异。
图2 背向U肋结构面角变形
(2)加热部位:在确定加热部位前,相关人员要综合多方面因素,分析焊接时收缩应力的作用部位,选用与之相适应的方法进行加热处理,实现反向收缩,构建火焰矫正和焊接收缩变形两者的平衡关系,最后实现复原构件焊接前几何样态的目标。在采用线状加热法矫正横向角变形加热部位时,若图2是其变心表现,则选取板单元角焊缝热影响区域钢板位置作为加热部位,加热线段与角焊缝长一致。
纵向弯曲变形缺陷矫正处理前,一定要认真观察板面边缘变形特性,在横向角变形平面平整度符合要求以后,再对纵向弯曲行矫正处理。若选用线状加热法处理U肋结构时,则将起火部位选定在焊缝热影响区,抵达另一侧角焊缝位置熄火,且于U肋转弯部位略作停滞,借此方式形成温度梯度。
(3)加热温度:在具体施工实践中,加热温度和加热区域形状共同决定着钢结构矫正收缩的变形量。在加热次序、部位均准确的工况下,保证加热温度均匀、加热区形状准确,有益于提升构件变形问题矫正处理的成功率。可选用中性焰加热矫正钢箱梁内δ≥10mm的板单元件,在和焰心相距2~4mm位置将中性焰的最高温度控制在3050~3150℃,加热时联合采用点温计精确调控加热温度。为了规避钢板局部过烧的情况,明确要求火焰在单点上停滞时间不可过长,具体是参照被矫正钢板厚度所需的加热温度去设计停留时间,利用点温计控制加热温度,严禁出现>900℃的情况。横向角变形问题矫正阶段,通常将其首次加热温度控制在600℃上线,于长度1000mm范围中进行试验检测,首次加热自然冷却后,若检测到其收缩变形量没有抵达设计要求,那么,可以在同个部位重复进行第2次加热过程,同个部位的加热次数要≤3次。
4 结语
目前,在国内外船舶制造企业中,火工矫正技术方法有较广泛应用,其实质上就是通过热处理过程纠正钢结构的变形问题,这种操作能提高结构的自体应力,对其结构性能形成不同程度影响。另外,火工矫正仅能实现修整结构变形问题,并不能控制变形过程。为减少或规避船体钢结构发生变形情况,实践中应合理采用防变形、预加反变形量及选用适宜的焊接工艺等技法。