烧结砖瓦生产技术
2021-05-18肖慧西安墙体材料研究设计院有限公司陕西西安710061
肖慧(西安墙体材料研究设计院有限公司,陕西西安710061)
第二章 制备
第一节 原料的开采
1 原料矿勘探
在新的砖厂建设以前,必须充分注意砖瓦原料矿的勘探工作,搞清原料的多少和使用价值,切实做到安全、可靠、经济。尽可能地将工厂设在原料较为丰富的地方,开采集中、便于管理。成品的质量,在很大程度上取决于原料的质量,若砖厂建好后才发现它的原料矿储量或质量有了问题,就会直接威胁到工厂的生存。
砖瓦原料矿勘探的特点是矿体埋藏较浅,一般都在地表,矿层不厚,产状简单,矿石质软,勘探费用小,进度要求快,因此砖瓦原料矿勘探宜采用轻便的探钻与少量的山地工程相结合的方式,以钻探为主,辅以适当数量的山地工程。
1.1 轻便探钻
1.1.1 洛阳铲
由铲头、木杆、绳所组成,工具简单、使用方便,深度可达10m,只需1人操作即可。适用于地下水位较低的及不含砂、砾层的地区。
1.1.2 北京铲
钻杆为Φ34mm的合金铝杆,每2m左右为1根(节),用螺丝扣互相连接,管壁厚4mm,铝头为勺形。北京铲取土深度可达16m(起杆时需要卸杆),足够满足砖瓦黏土勘探的要求。3~4人轮换操作,在土层正常情况下钻孔进尺每班可达8m~10m。
1.1.3 争光一10型轻便手提式钻机
该设备能在土层及岩层中钻进,可以取原状土。这种钻机较省力,但需要供油供水,不如北京铲简单方便。
1.2 探井
探井有4个作用:①观察矿体产状,夹杂物的含量及分布情况;②检查钻孔的质量,是否有混层现象及混层程度,钻孔换层尺寸与实际出入大小;③简易的水文地质观察或抽水试验;④取有代表性的用于半工业试烧的样品和测定其体积密度、松散系数的样品。
探井形式:在地下水位以上和土质较好的情况下多为圆井,其直径为0.8m~1.0m;深度可挖至地下静水位面,或地面下6m(视地层坚固情况而定)。圆井有利于井壁稳定,但有时为了操作方便也可挖矩形井,井口尺寸为0.8m×1.2m。在地下水位以下挖井时,一般应加木支撑以保证安全,此时井的开口尺寸应加大到2m×2m(按挖深6m考虑)。木支撑可在静水位以下开始。
大方井人员上下时。脚可以踩在木支撑上,设安全索。大方井地下水位以下挖土时,须要边抽水,边挖土。抽水一般用小铁桶提水,涌水大时,用水泵。土层不好,尤其是遇到沙层时,除了用木板支撑外,还需要准备一些稻草,垫塞在垂直挡板后面塌落井壁形成的空隙处,防止塌落范围进一步扩大。
挖井需2~3人轮换进行,一般顺利情况下,6m深的圆井或矩形小井3d可以挖一个。如遇地层不稳固,地下水位较高,需要支撑的大方井需4~5人,6m深大方井约需5d~6d。
1.3 探槽
在地形较陡的山坡上(倾角大于30°),用探槽揭露水平或缓斜的层状矿体,可以取得很好的效果,见图1。如第3层矿体的底板深10m,用探井揭露比较困难且不安全,可在附近陡坡处用探槽揭露,同样可见第3层底板。虽然挖土量大些,但操作方便安全,可以数人同时开挖,提高工效。
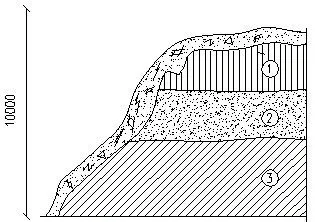
图1 探槽剖面图
探槽的断面规格,视浮土与槽深度而定,当覆盖层厚度超过3m时,不宜采用探槽。探槽大致规格可参见表1。

表1 探槽规格
作为砖瓦黏土矿勘探主要技术手段,轻便钻、浅井、探槽很少单独应用,常是几种组合起来,取长补短以获得较好的效果。
2 原科的开采
2.1 土的分类和开采方式
天然状态的土壤,按其坚硬程度和采掘的难易以及开挖工具和方法可分为以下几类(表2)。

表2 土的工程分类
开采时,为了少占农田和考虑经济效果,应尽量扩大开采深度。一般情况下,最小开采的厚度不低于2m,而上层表土和中间夹杂物的剥离厚度不应超过挖掘总厚度的五分之一,否则经济效益差。
采掘时,边坡角和坡面角应合理。边坡角根据岩石硬度、采掘深度、地下水的活动情况等确定。当开采黏土质页岩时,矿层倾角大于30°,其坡面角应大于矿层倾角,否则岩石容易滑落。当开采第四纪(指至今有100~200万年第四纪地层沉积形成的主要岩石,如黏性土、黄土、泥炭等)表土时,阶段坡面角可取40°~45°。一般情况下,边坡角与坡面角不能一致,否则不安全。
2 采掘方式
2.1 人工采掘
乡镇砖瓦厂多采用人工采掘的方式。
人工采挖未经爆破的黏土生产能力在2m3~8m3/人·班范围内。在人推1t~2t的翻斗矿车、运距30m~300m的条件下,人工搬运爆破后的页岩的生产能力是9.4t~15.4t/人·班。
2.2 挖掘机采掘
挖掘机不但能用于挖掘爆破后的页岩,而且还可以挖掘含水率大于20%的1~4类黏土、粉煤灰和煤矸石等原料。挖掘机的种类很多,砖瓦厂一般多用单斗和多斗挖掘机。当采用正铲式单斗挖掘机时,其工作面高度—般应不低于1.5m。如低于1.5m,则铲斗不能装满,从而降低挖掘机的效率。适宜各类土的正铲式挖掘机的挖掘高度参见表3。

表3 适宜的正铲挖掘高度
下面简单介绍几种采掘的方法:
①分层开挖法
将工作面按机械的有效挖掘高度分为多层开挖(图2)。适用于开挖大型坑体,工作面高度大于机械挖掘的合理高度时采用。
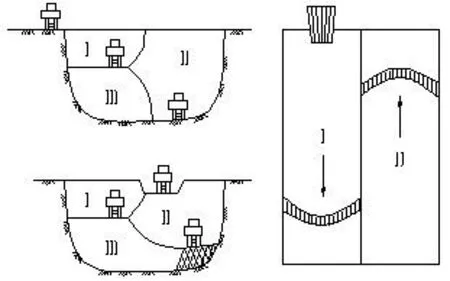
图2 分层开挖法
Ⅰ-一层;Ⅱ-二层;Ⅲ-三层
②中心开挖法
以挖掘区宽度的中心开挖,见图3,当向前挖至回转角度超过90°时,见图3,则转向两侧开挖,汽车按“八”字形停放装载。此法移动开挖位置方便,挖掘区宽度宜在40m以上。否则工作面小,汽车不能靠近正铲装载车,将增加回转角度。适宜于挖掘较宽的山坡和矿坑。
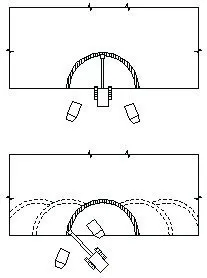
图3 中心开挖法
③顺铲法
铲斗从一侧向另一侧一斗挨一斗地顺序开挖,使每次挖土增加一个自由面,阻力减小易于挖掘。也可依据原料的坚硬程度,使每斗只挖掘2~3个斗牙位置宽的原料。适用于坚硬的原料,挖掘时不易装满斗,而且装斗时间长时采用。
2.3 推土机推土
推土机推送距离15m~20m较为合适。一般要求不超过50m。目前国内有不少砖瓦厂用推土机作为采用三类以下土的主要设备。如推送爆破后的页岩,能同时起到破碎作用。
推土机随着推运距离的增加,效率显著降低。因此该设备不宜做长距离的推运。
推土机常用的推土方式:
①槽形推土
从挖掘区的前段开始,推土机沿原行驶路线重复推土,使形成一条土槽。从而铲刀前堆集的不由两侧外撒以增加堆土量。槽的深度以1m上下为宜,槽与槽之间的土埂宽约50cm。推出多条槽后,再从后面将土埂推入槽内,然后运出。运距较远,土层较厚可以用此法。
②下坡推土
推土机顺地面坡势沿下坡方向推土,借重力的斜向分力作用,增加铲刀的推土力量,增大铲土深度和运土数量,提高生产率30%~40%,适用于土丘或土山。
③分堆集中、一次推送
当土质硬时,切土深度较小,将土先积聚在一个或数个中间地点,然后再整批推运到卸土点。堆积距离不宜大于30m,积土高度以2m左右为宜。适用运距较远而土质比较坚硬的情况。
④并列推土
用两台或三台推土机并列推运。铲刀相距15cm~30cm。倒行时,分别按先后次序退回,可减少土从铲刀两侧漏出的损失,提高生产效率15%~50%,但平均运距不宜超过50m~75m,亦不宜小于20m。
2.4 铲运机采掘
铲运机是使用广泛的一种铲土机械。它的特点是,操纵简单灵活,不受地形限制,不需特设道路;能独立作业,不需其他机械配合,一台铲运机能完成铲土、运土、卸土等多道工序;行驶速率快,易于控制运行路线,易于转移;动力及劳力消耗较小,生产率高。
铲运机可挖运含水率低于27%的四类以下的土,但不适于在砾石层和冻土地带及沼泽地区使用。当开挖三至四类较坚硬的土时,宜先用松土机配合,把土翻松0.2m~0.4m,以减少机械磨损,提高生产率。
常用的铲运机技术性能见表4。
铲运机的铲土方式:
①顺坡铲土
铲运机顺地面坡势下坡铲土,或在施工中逐步创造一个下坡铲土的地形铲土。借机械往下开行时,附加的重力分力来增加刀片切土深度和土斗的充盈系数,缩短装土时间,提高生产效率。装土口容许极限坡度为0.15~0.2,铲土厚度以20cm左右为宜。
②跨铲法
预留土埂,间隔铲土。土埂两边沟槽深度以不大于0.3m、宽度以不大于1.6m为宜。铲土埂时,可增加两个自由面,阻力减少,缩短铲土时间,也可减少向外漏土,但松散的砂土不宜此法。
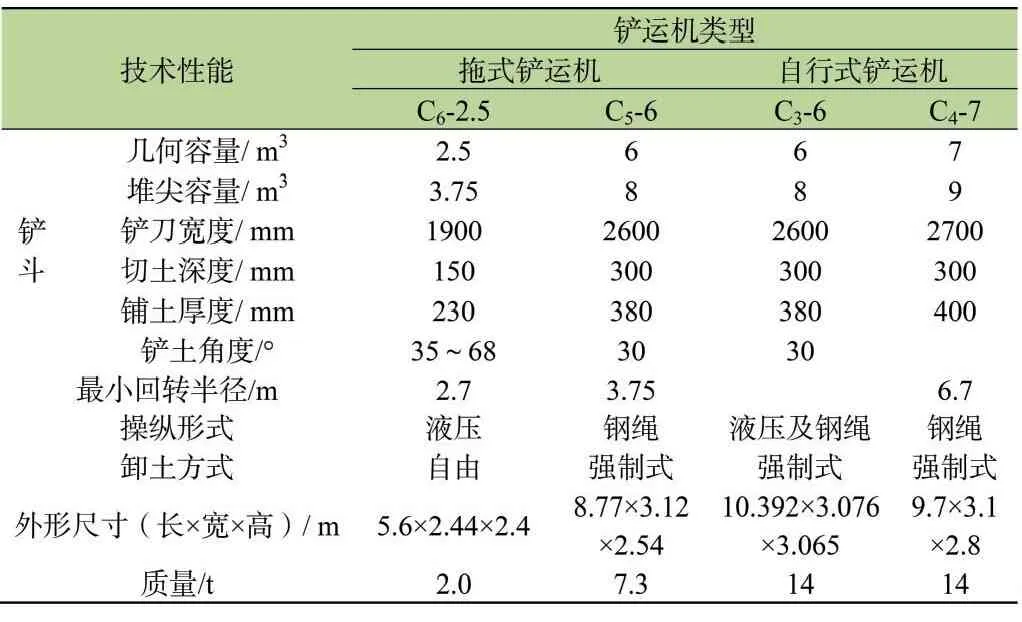
表4 铲运机技术性能
③交叉铲土法
开始铲土的宽度取大一些,随着铲土阻力增加,适当减小铲土宽度,使铲斗很快装满,见图4。挖第一排土时,互相之间相隔铲斗的一半宽度,挖第二排土则退离第一排挖土长度的一半位置,与第一排所挖各条交错开,以下所挖的各排均与第二排相同。土质比较坚硬时可用此法。

图4 交错铲土法
④推土机助铲法
采挖较坚硬土壤时,另用一台推土机助铲,可缩短每次铲土时间20s~30s,而且可以装得很满,提高生产效率30%以上。推土机在助铲的空隙时间,可作松土或零星的平整工作,为铲运机创造条件。运距300m时,一台推土机可以助4~5台铲运机工作,当然几台铲运机铲土时间应错开。
⑤先松后铲
用松土机事先将土破松,以提高铲运机的工作效率。拖式松土机可破碎深度30cm~50cm左右的硬土。一般松土机上有三个齿,根据土质的坚硬程度可用两个或一个齿来破松。
2.5 斗轮挖掘机
是在链斗、单斗和其他采挖设备的基础上发展起来的。它主要由挖掘机构—斗轮;运输机构—带式输送机;行走机构等部分组成。斗轮驱动功率22kW~30kW,采高5m~6m,配套质量22t~26t,理论生产能力100m3/h~200m3/h。
3 爆破和犁碎
开采页岩等坚硬原料,传统的方法是先行爆破或使用机械犁犁碎岩石,而后再用推土机等进行采掘的方法。
3.1 爆破
爆破的前提是凿岩穿孔。常用的凿岩机有风动凿岩机和电钻等。
浅眼爆破是砖瓦原料矿山的主要爆破方法。所谓浅眼爆破系指眼深在5m以内孔径小于70mm的爆破法。浅眼爆破亦称小爆破或眼爆破。
3.2 犁碎
对于松散半硬质页岩或带裂缝的硬质页岩,可用机械犁犁碎及推土机采掘。
第二节 原料的运输
1 无极绳运输
无极绳运输是首尾两端结成封闭形的无极点钢绳,沿一定方向连续运输的方式。钢绳是牵引装置,矿车是原料的承载装置,后者通过挂钩挂在钢绳上。
无极绳首部有导向轮和绞车等设备;尾部有导向轮和拉紧装置;中部及转弯处有地滚托住钢绳,以防触地、跑偏。
这种运输方式的特点是构造简单、易操作维修;投资少,能适应多变的气候和复杂的地形。
由于矿车在运行中须摘挂钩,所以钢绳移动速度不易太快,一般为0.6m/s~1.0m/s。钢绳上矿车的间距至少为25m,以保证安全摘挂。
无极绳的运输能力可达1000t~1500t/台·班。
无极绳运输的一般技术要求:
①线路坡度在15°以下;②矿车容积1.2m3左右;③车场线路上应设自溜坡度;④弯道内角应大于120°;⑤线路平曲线半径要大于40m。
无极绳运输在砖瓦厂的使用应尽量做到:运距以1km内为宜;直线运输,少转弯,因转弯钢丝绳受力大,磨损快;力争平地运输,少陡坡,以免在爬坡时发生矿车自脱事故;及时对地滚进行润滑,地滚不转动,造成钢丝绳与地滚不是滚动摩擦,加速了钢丝绳和地滚的磨损。
2 重力卷运输
这是一种不需要动力的运输方式,它是借助重车下放带动空车上提完成矿车运输循环的。重力卷适用于坡度6°~25°的线路,一般用于15°~22°较好。矿车容积通常为0.5m3~0.7m3,下放最大速度可达5m/s~7m/s。
3 自溜运输
自溜运输是利用矿车自身重力,沿轨道自动下滑的一种运输方式。自溜线路坡度一般在8°~25°之间,矿车载质量在2t以下。
其特点是:
①需要设备少,仅需矿车、轻轨和高差补偿器(爬车器)等,因此投资少,生产经营费也低于其他方式;②矿车运行速度一般达2m/s~4m/s。
4 带式输送机运输
原料集中、块度不大于100mm,运输距离在200m以内时可采用带式输送机运输,若运距较长,可采用45m~55m长的多条输送机接力运输。
这种运输方式的优点是连续运转,生产能力高,安装及维修方便,动力消耗少,成本低,操作安全。缺点是随运输距离的增大而使投资有较大增加。
5 推土机运输
推土机推运土方的运距最大不得超过80m,通常要求运距在50m以内。推运距离太长,效率则显著下降。
使用推土机推运块状物料,例如页岩和煤矸石时,还有碾碎作用。
6 自卸汽车运输
汽车运输具有爬陡坡(坡度10%~15%)和通过较小曲率半径的道路的特点。其经济运距为1.5km~2km,最多不超过3 km。对于运距较长、开采年限较短、矿山分散的页岩、煤矸石砖厂,汽车运输有一定优越性。
这种运输方式对道路要求较高,下雨容易打滑,另外运输成本较高,维修工作量较大,因此限制了在砖瓦厂黏土矿山的使用。
汽车运输的优点是比较灵活,能够适应多变的地形。对于雨水较少、机修力量较强的砖瓦厂,在运距和地形条件合适的情况下,采用汽车运输有其优越性。
7 卷扬机绳索牵引
运距最好在50m以下,最长可达100m~500m,每次牵引0.5m3~0.7m3矿车3~5辆,需用动力由线路坡度、每次牵引的车数等决定,一般采用4.5kW~20kW不等。卷扬机速度100m/min~120m/min。
卷扬机牵引的优点是设备简单、使用方便、一次投资省。缺点是钢丝绳损耗大,运距受到一定限制;需要劳动力比其他机械运输稍多。
8 机车牵引
机车牵引运输的优点是效率较高,不受运距限制;缺点是投资大,维护保养较复杂,动力消耗大,对铁道要求较高。
9 人力窄轨运输
人力窄轨运输可作为配合其他运输方式(如自流运输、卷扬运输等)的一种辅助性运输方式,或作为生产初期的一种过渡性措施。其运输距离不宜过长(一般在300m以内),所用矿车也不宜过大(一般载重在2t以内)。
多辆矿车同时运行时,一般矿车间距应为30m左右。当线路为坡度10‰以下的下坡道时,其间距不宜小于10m;当线路为坡度大于10‰的下坡道时,其间距不宜小于30m。矿车需装设可靠的制动装置,并经常检查。
10 水路运输
靠江河湖泊的砖厂可用水路运输。船的吨位视航道情况确定。
第三节 原料配比及物料平衡
若用两种或两种以上原料生产砖瓦,为了达到各类产品所要求的质量标准,各种原料用量有一定的比例关系,这就称为原料配比。
1 原料配比选定原则
1.1 内燃料的掺配比例
内燃料通常是指固体燃料。内燃不但能利用大量工业废渣,节约好煤,且能调整原料塑性和改善操作条件,减轻劳动强度。因此,目前已普遍应用内燃烧砖法。
原料中内燃料的掺配比例应根据原料的塑性、工艺要求及制品烧成、干燥(余热利用)所需热量确定。原料的塑性高,生产普通砖时可以掺到内燃程度80%~90%,甚至达到全内燃的程度,瓦的内燃程度以不大于50%为宜。如塑性指数不高,则不宜多掺,否则会影响成型质量。同时,塑性高的原料允许掺配较多的发热量低的工业废渣,塑性低的则要选用发热量高些的内燃料。通常混合料塑性指数控制在7~14的范围内,但是现在砖机挤出压力普遍提高,用高挤出压力的砖机成型时,混合料塑性指数低于7也可以挤出成型。抽余热时发热量控制在3344kJ/块(折普砖)~3762kJ/块(折普砖),不抽预热时控制在2090kJ/块(折普砖)~2508kJ/块(折普砖)。
1.2 煤矸石原料中发热量的调整
利用煤矸石作原料生产烧结砖瓦时,主要是控制塑性指数(砖:7~14,瓦:11~27)及发热量(砖:3344kJ/块(折普砖)~5016 kJ/块(折普砖);瓦:不大于3135kJ/块(折普砖)。因为原料在合理的粉碎处理后,一般均能满足塑性指数指标,所以实际上发热量是主要控制指标。
鉴于煤矸石的种类较多,发热量高低也不一样,各地可以根据煤矸石原料和生产的实际情况,把几种常用的煤矸石进行合理的配料。如果所采用的煤矸石发热量过高,可考虑掺入一些发热量低的煤矸石或页岩;若煤矸石发热量过低,可掺入一些发热量高的煤矸石或煤。
1.3 粉煤灰烧结砖的原料配比
粉煤灰本身无可塑性,故欲作为制砖原料时,一般均与黏土或煤矸石、页岩等原料掺配使用。
利用粉煤灰制砖,主要是要控制混合料的塑性指数及发热量。粉煤灰混合料塑性指数应控制在7~17,发热量控制在3344kJ/块(折普砖)~5016kJ/块(折普砖),在满足以上条件的情况下,粉煤灰掺得越多越好。目前生产厂掺配比例最高能达到粉煤灰与黏结剂为1:1(质量比)的比例。

表5 黏土原料配比表(质量比)
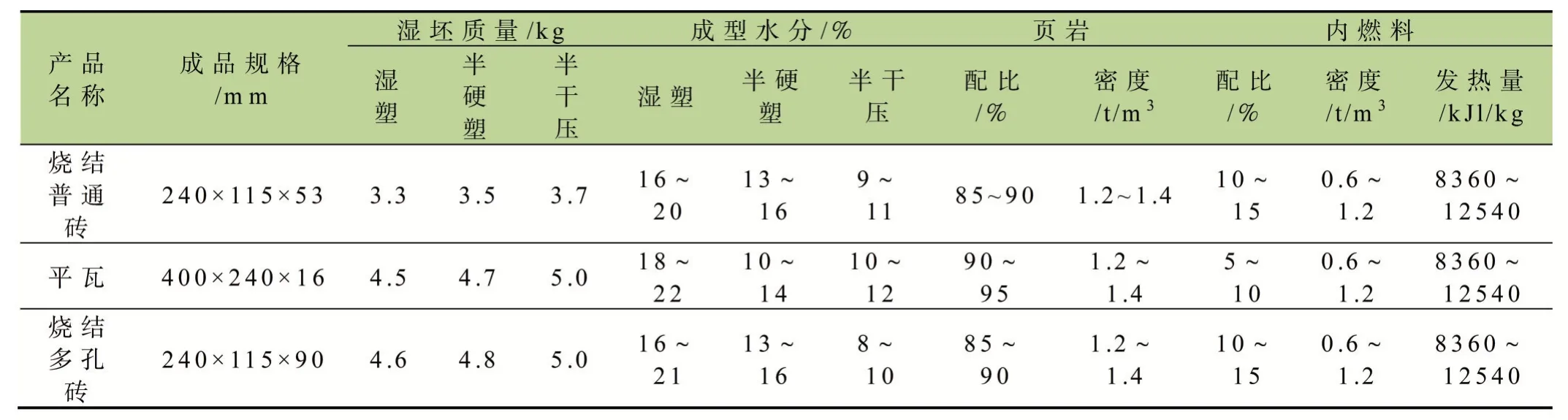
表6 页岩原料配比表(质量比)

表7 煤矸石原料配比表(质量比)
2 原料配比参考指标
各种原料的配比,应根据各种原料的基本性能、混合料的成型性能、生产工艺情况,通过试验确定。
根据目前各类生产厂的一般情况,综合考虑了以下几个原料配比参考指标,供设计参考。
2.1 黏土原料配比表(表5)
2.2 页岩原料配比表(表6)
2.3 煤矸石原料配比表(表7)
2.4 粉煤灰原料配比表(表8)

表8 粉煤灰原料配比表(质量比)
3 原材料消耗量参考指标
3.1 原料消耗量指标
原料消耗量与砖机挤出压力和半成品的密实度关系很大,这里根据烧结砖瓦厂的一般生产情况,综合考虑了部分产品原料消耗量指标供参考。
3.1.1 原料消耗量指标(表9)

表9 原料消耗参考指标表
3.1.2 原料密度
部分原料密度参考值见表10。

表10 部分原料密度
2.1.3 成品密度
成品密度与原料种类、产品类型和砖机挤出压力等因素密切相关,这里根据烧结砖瓦厂的一般生产情况,提供用不同原料生产的烧结普通砖的密度指标供参考(见表11)。

表11 部分成品密度
3.2 生产用水消耗量指标
3.2.1 成型用水消耗量指标
成型用水量应按原料自然含水率并根据各类产品的成型水分要求来计算,表12所列指标系按原料自然含水率10%补充到成型水分20%来考虑。
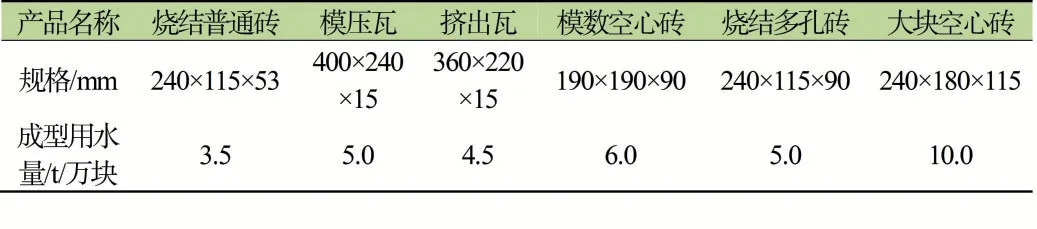
表12 成型用水消耗量指标
3.2.2 机嘴润滑水及设备冷却水消耗量指标(表13)

表13 机嘴润滑水及设备冷却水消耗量指标
3.3 坯体加热蒸汽消耗量指标
由于各地气温不同,蒸汽消耗量也不一样,表14所列数据是按0℃估算的,并包括蒸汽散热损失。
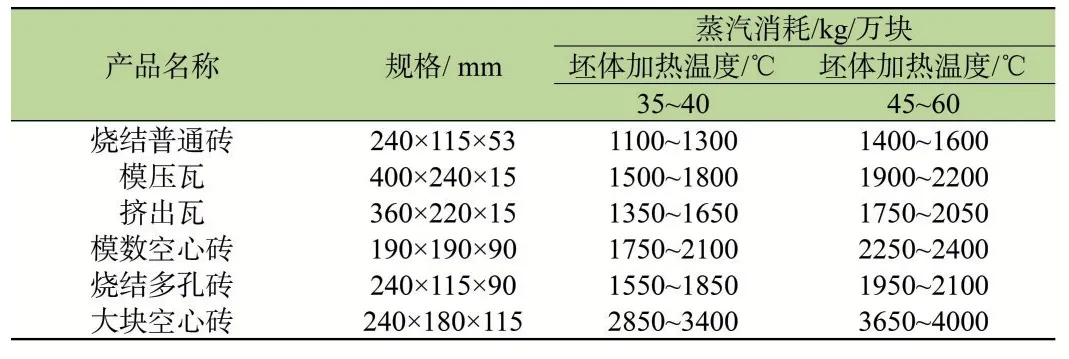
表14 坯体加热蒸汽消耗量指标
3.4 成型设备油料消耗量指标
这里系指半自动切坯机的切坯台润滑油耗,其配方:棉油30%、柴油70%;或棉油10%、煤油10%、柴油80%,见表15。
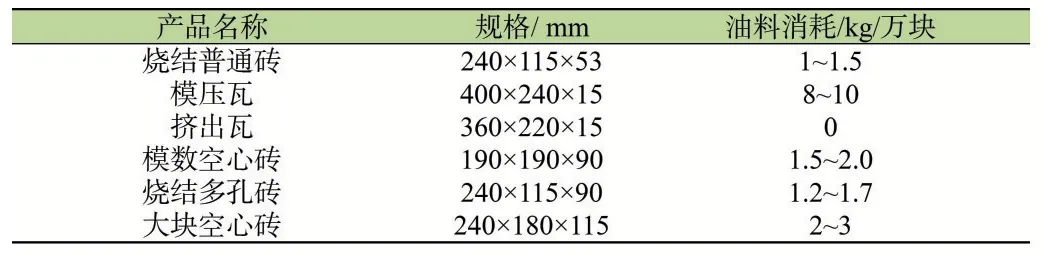
表15 成型设备油料消耗量指标
3.5 生产用煤消耗表
煤耗指热值为29260kJ/kg的标准煤的煤耗,见表16。
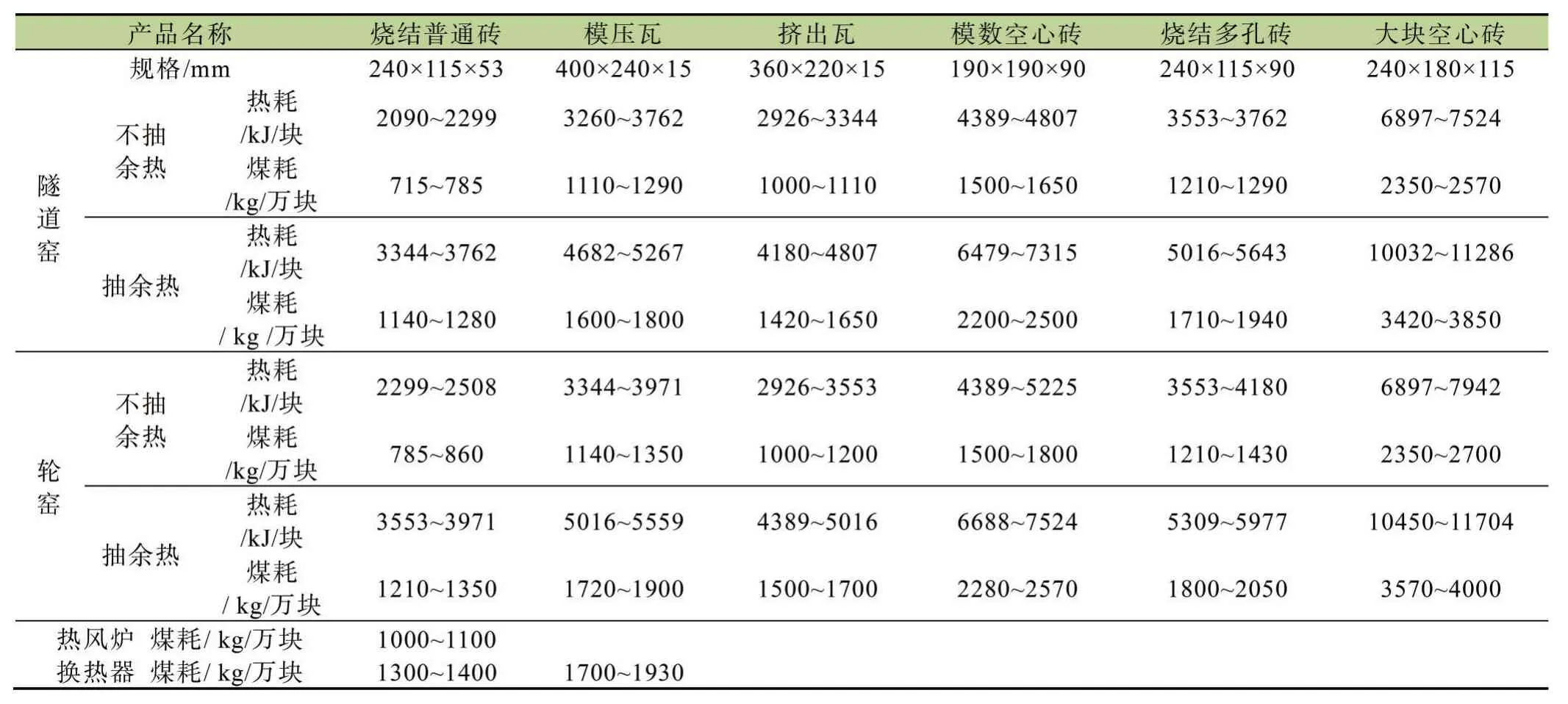
表16 生产用煤消耗
4 物料平衡
各种原料消耗量的计算主要根据产品的规格、原料的自然含水率、半成品的废品率以及生产过程中各种损失等因素来考虑。对于掺内燃的原料不仅要考虑上述因素,还要针对自身的热值及成型性能,设计计算其他燃料的掺配比例。
4.1 原料消耗量计算

式中G年-原料年消耗量,t/y;
Gm-每万块坯体原料用量,t/万块;
Gf-每万块坯体内燃料用量,t/万块;
P年-年成型量,万块/y;
∮-半成品废品率;
f-半成品废品回收率(一般为90%~95%);
V年-原料年体积消耗量,m3/y;
G日-原料日消耗量,t/d;
G时-原料小时消耗量,t/h;
r-原料密度,t/m3;
d-年工作日,d;
h-日工作小时,h;
4.2 内燃料消耗量计算
4.2.1 内燃料掺配量计算
若生产原料不含有热量(如黏土、页岩等)或含有一定热量(如粉煤灰、煤矸石等),且所含热量不满足焙烧所用,这就需要掺配燃料,下面是内燃料掺配量的计算方法。

式中Gf-每万块坯体内燃料用量,t/万块;
Wf-内燃料的相对含水率;
B-烧成每块砖所需热量,kJ/块;Qf-内燃料发热量,kJ/kg;Vf-每万块坯体内燃料掺配体积,m3/万块;
rf-内燃料密度,t/m3;
4.2.2 内燃料消耗量计算
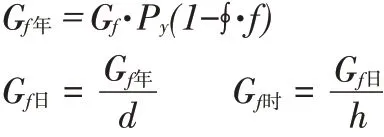
式中Gf年-内燃料年消耗量,t/y;
Gf日-内燃料日消耗量,t/d;
Gf时-内燃料小时消耗量,t/h;
4.3 原料成型用水消耗量计算

式中Gw-每万块坯体成型用水量,t/万块;
W-成型水分;
Wm-原料自然含水率;
Gw年-成型水年消耗量,t/y;
Gw日-成型水日消耗量,t/d;
Gw时-成型水小时消耗量,t/h;
4.4 原料加热用蒸汽量计算
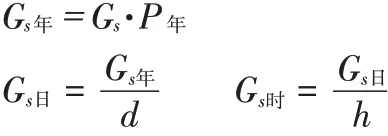
式中Gs年-蒸汽年消耗量,t/y;
Gs-每万块坯体成型用蒸汽量,t/万块;
Gs日-蒸汽日消耗量,t/d;
Gs时-蒸汽小时消耗量,t/h。
(未完待续)