浅谈中小型钣金企业的生产运营
2021-05-18刘斌深圳市畅翔机电设备有限公司
文/刘斌·深圳市畅翔机电设备有限公司
当前,中小型钣金企业面临产品多样化、小批量、交期短、变化快的订单形势,微薄的利润又不能支撑投入多个人员去进行精准的企业统筹分析。基于同一个大环境,如何依靠计算机系统的辅助,建立精准、快速、高效稳定的生产运营模式,将决定企业在经营的这条赛道上能走多远。提及企业的管理,大家都会关注“品质、交期、成本”指标,作为一家中小型钣金企业,如何在生产运营端围绕这些核心指标,去进行精准化、快速化、简单化的改善呢?
行业现状
目前,中小型钣金企业运营管理的难点、痛点,主要分为以下几个部分。
产品多样化
⑴多样化的产品使企业基础数据采集的工作量大,这些服务于生产的数据包含工艺流程信息、生产模式、报废率、设备运行状况、标准工时、产品订单状态、生产负荷等。
⑵需要统计的基础生产数据种类多,产能分析的工作量大。
⑶当运营管理不到位时,出现异常的频率高,计划人员做整体调整分析时工作量大。
产品小批量
⑴产线换线频率高,现场管理困难。
⑵产品状态信息变化快,在多变的情况下,要精准的进行统计分析很困难。
⑶产线切换频繁,准备工作量占比高,换线成本高。
产品交期短、变化快
⑴订单排程可调整的空间小,插单带来的影响大,重新调整分析工作量大。
⑵产品状态信息的延迟会影响整体的统筹分析。
企业运营统筹成效低
企业统筹分析是由运营部门根据产品标准工时和在制品状态信息,结合订单交期和企业内外部资源,合理协调交期与负载,如图1所示。
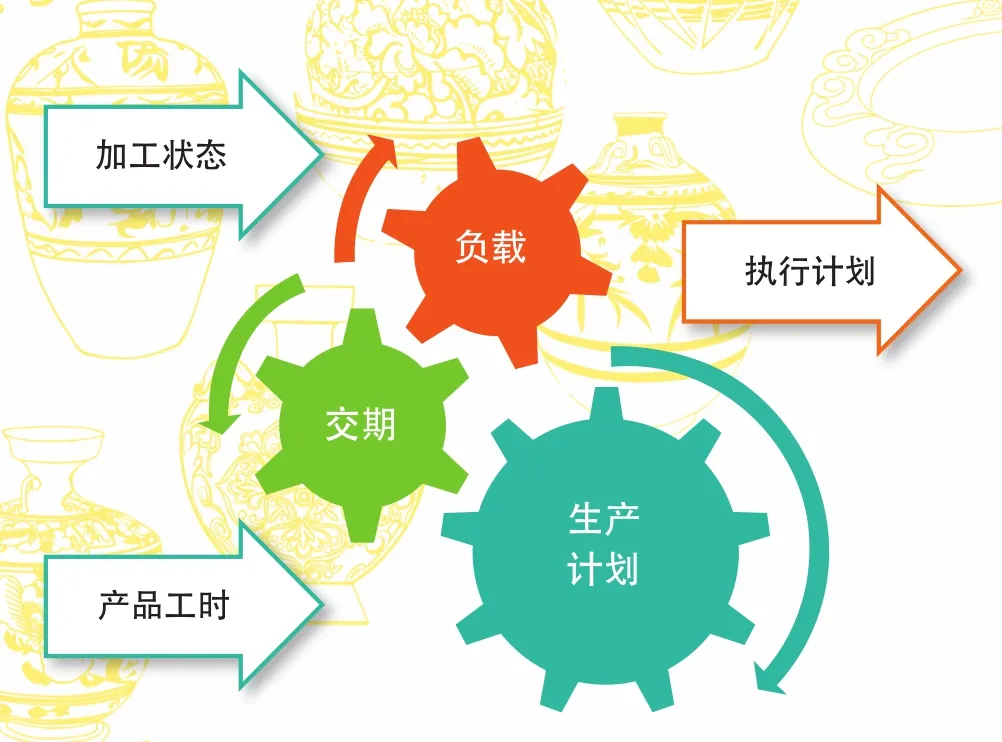
图1 企业统筹分析
面对小批量多品种的产品,中小型企业人员有限,很难投入人员进行精准的工时测量,且加工状态信息不能实时收集,数据容易失真,导致异常处理反应滞后。目前,大部分中小型钣金企业主要依据加工紧急程度来安排生产计划,也就是说,哪个订单急先排哪个,生产每天都在赶紧急的产品,导致产品线往往会牺牲产能或效率,保证紧急产品加工进度,产线利用率低,交期达成率低。对此,畅翔的生产运营体系是如何做的呢?本文从计划系统和现场管理两个方面来谈。
计划系统
系统构建
凡事预则立,不预则废。计划不是拍脑袋定目标,看目标拍胸脯保证,达不成目标拍屁股走人。计划的基础来源于客户和生产,要做好计划,首先要收集客户的需求信息,针对客户订单做预测管理,并在内部建立消除客户需求波动的机制,均衡生产计划。其次,要实时挖掘和收集生产数据、订单状态,结合客户的需求做产能分析,产能分析是企业计划的前提,也是内部生产排产的依据。三日滚动计划、周计划、月计划等就是产能分析的产物。
支撑计划执行的因素包括订单管理、物料采购、仓储管理、设备管理、工具管理、人员管理。把产品按照BOM表拆分,梳理不同种类零件的标准采购周期或标准加工周期,从而定义产品的标准加工周期、采购提前期、最高和最低安全库存。仓库端做到账物卡一致,先进先出。设备按标准进行维护保养,保证OEE,导入QCO,提升设备的单位小时产出。人员出勤信息透明化,工具管理目视化、流程化。
在焊接前端和装配前端设置齐套站点,由物料员确认物料配套,物料员可直接由计划管控,每日按要求定时反馈齐套信息。职能人员围绕三日滚动计划,实时更新本部门准备工作,并滚动向计划和生产反馈。
当这些都充分准备后,根据我们设定的产值目标,匹配各个工序的人机料法环,根据三日滚动计划不断纠偏。针对未达成项目,快速实施弥补计划。
畅翔的计划系统首先从市场端输入订单产品信息、工程转化输出技术资料,由计划统筹订单管理、物料采购管理、库存管理、设备管理、人员管理和工具管理,如图2所示。
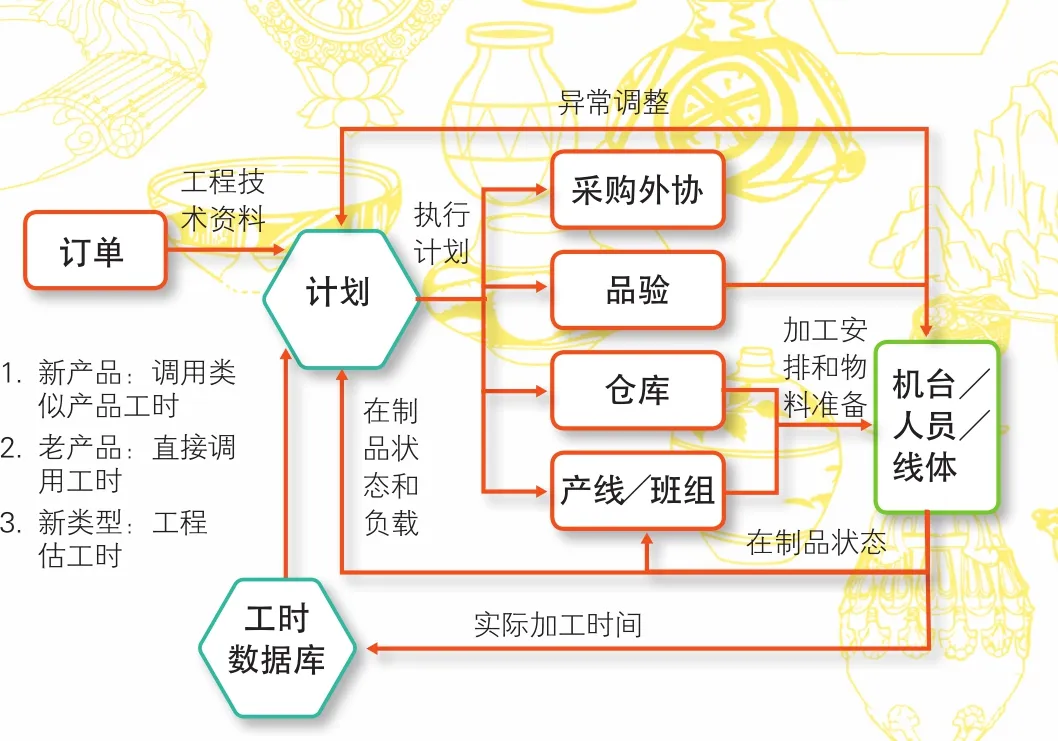
图2 计划系统
通过管理系统的辅助,整合新订单、在制品的基础数据,以交期为目标、以加工工时和产能为基础,实时调整生产执行计划。生产班组根据执行计划提前选择生产线体,培训和协调线体人员,准备加工物料;职能部门依据计划排产做相关职能准备。通过全员扫码实现全员提交加工状态,通过系统监测实时统计实际加工时间以填充工时数据库。通过系统辅助运算减少人员统计工作量,并且通过全员扫码的方式快速获取加工信息,再结合系统分析快速刨除异常加工状态,便于调整管理决策,从而实现精准、快速、简单的生产运营。
工时统计
作为计划系统的基础,工时统计是不可或缺的一部分,也是大多数中小型钣金企业的管理难点,尤其是对于小批量多品种的订单,传统的统计方式工作量大,而对于短平快的订单,工时刚统计完,产品已经迭代更新。那我们是如何去做工时统计分析这块的呢?
根据产品去查工时数据时,如果是做过的产品,有对应的产品数据,那就很好办,直接提取出来用就可以了。如果没有对应的产品数据,要解决产品迭代快的问题,畅翔采用了相似查询的方式,根据客户划分、产品名称、产品拆分结构、工艺,查询历史相似的产品工时,结合历史数据、一线利用率、生产批次,通过拟合算法进行工时拟合。如果产品是全新的结构和工艺,那就通过工程评估的方式进行模拟。
为了解决工时统计量大的问题,畅翔通过无纸化系统,强制员工扫码后再看图的方式,提取员工加工时间,通过多次数据矫正的方式优化数据库里的工时数据,如图3所示。
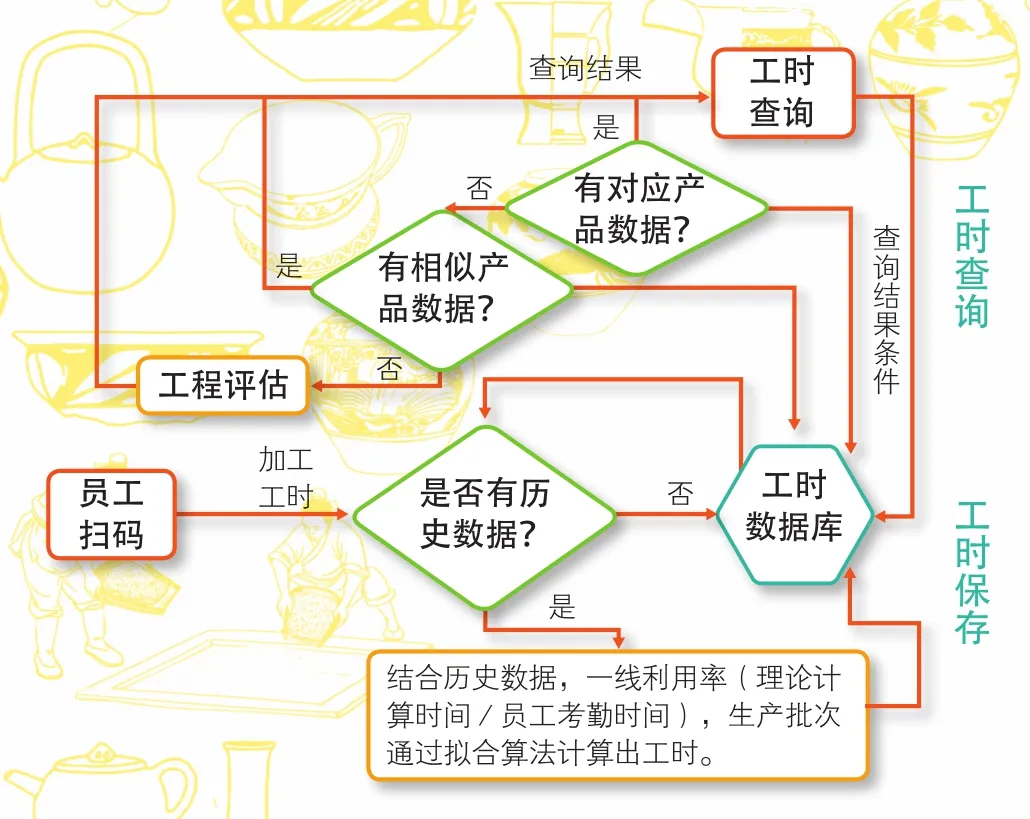
图3 工时统计分析
加工状态
很多中小型钣金企业每天可能都还在开生产调度会,会上听到最多的一句话,就是某某订单目前在什么状态了,什么时候能转序或者什么时候能交货。这些话可能来自客户的提问,也可能来自企业内部的沟通。它为什么会频繁地出现,占用管理人员大量的时间,因为加工状态直接影响着计划的调整和客户的回复,大部分的企业采用人员跟单或者汇报的方式获取信息,微信群里信息满天飞,还不一定能“对号入座”,这种信息传递的方式导致信息传递延迟,信息缺乏汇总。
为了简化信息的传递,畅翔利用无纸化系统实现全员收集信息,通过扫码后才可打开工艺图纸的方式强制全员扫码。查询加工状态时系统自动整合所有零件状态,而订单状态可以查到零件级别,也可以查到订单级别,如图4所示,并且可以将多个订单汇总到同一个页面内,减少管理人员关注的数据量和频繁的重复操作。
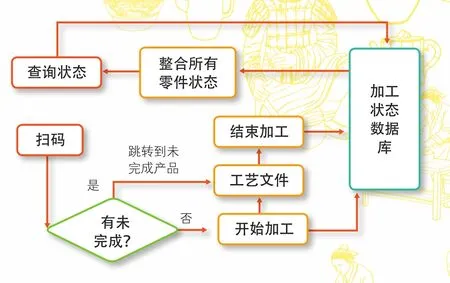
图4 无纸化系统
另外,无纸化也为企业带来了其他成本节约,如纸张、打印机、打印人员的节省,发放图纸、存储图纸、寻找图纸动作的节省;在生产执行端,能够实现订单排产派工到机台,图纸、SOP的快速切换等。
现场管理
班组建设
在计划端实现精准排产过后,如何高效的执行与达成是整个生产运营的关键。为了提高各个车间的加工能力,畅翔针对每个班组进行不断优化,建立适合小批量多品种的标准化作业流水线,针对人员、设备、物料、工装治具、SOP进行标准化设计,生产线严格按照作业指导书进行准备和加工,不断提升一次合格率,并且针对不同的线体,进行相应的数据采集和分析,用来做相关的管理改善。这里主要从物流设计、规范化装载、5S及目视化管理、线体设计和工艺优化这几个方面来探讨班组建设。
⑴物流设计。

是一种理想的“绿色”陶瓷。色料品种繁多,其色泽极为丰富。

国宝清光绪 醴陵釉下五彩雉鸡桃花纹瓶
如果把车间比作一个人的躯体,设备就是人体的各个器官,物流就是血管,通过物流源源不断地给各器官输送营养物质。如果管理不当,就可能会形成拥堵,就是血栓,当然也可能营养不良,肌体就会越来越消瘦。畅翔的设备分布较为紧凑,根据产品的加工工艺,采用流程化布局,在切换模具与工作量占比较大的前端,通过对产能和工作量的评估,做到物料的快速周转,第一天下料的物料,第二天折弯会消化掉。因为能够做到快速周转,各个工序之间没有太多的半成品放置区,所以物流的路径、距离能够做到最短。
⑵规范化装载。
为了实现物料的快速周转,在做好车间布局过后,我们对于运输的装载工具进行了优化。物流周转车和重型物料人字车,能够减少车间叉车的使用频率,也能够方便操作人员拿取工件,让他们的操作变得更简单、更便捷。
⑶5S及目视化管理。
5S及目视化管理是指工具管理、模具管理、订单状态管理、贴纸管理、车间员工的技能评价等。
⑷线体设计。
在夯实好前面的基础后,我们在线体设计上进行了精耕细作。针对产品的结构、加工工艺,综合客户的需求,我们采用一个流的设计方式,设计流水线的生产节拍,细分每个员工的加工动作,并且运用IE手法进行优化,持续测算每个工位的作业时间以不断地使产线更加均衡。
在小批量多品种的订单情况下,换线的频率会很高,涉及到物料切换、工装模具切换、生产程序切换,我们通过设备、模具的维护保养、辅助人员的培训、各个部门信息透明化、换线动作的分析,设置配套站点,重点把控齐套,在产前做足准备以实现快速转产。
结合以上要素,我们制作标准化的SOP作业指导书,并通过PC端快速展示与阅读,来实现线体的稳定产出。
⑸工艺优化。
持续改善是精益生产的核心意识之一,我们抱着开放的态度,去跟行业的标杆企业请教、学习,积极寻求好的做法、新的工艺,同时也帮助客户做相应的工艺优化。目前得到广泛应用的工艺有角成形和手持激光焊等,通过将程序工艺、作业动作进行消除、合并、重组、简化、创新,将长工序变成短工序,将热工艺变为冷工艺,从而提高产出、提升稳定性、降低成本。
班组考核
除了执行端的建设,我们还制定了班组管理考核机制,畅翔生产端实施员工计件制度,计件方式结合员工加工质量、生产难易程度以及工作量,采用相应的计件算法进行计算,同时根据各个班组的一线利用率考核班组长管理效率。
比如:折弯的计件报表结合了产品的尺寸、员工的拿取次数、产品翻转次数、特殊刀具、加工刀数、数量等。畅翔已经连续多年通过这种方式给员工发工资了,在记录工资数据的同时,产品也做到了可追溯性,每个订单的每个零件经由哪位员工、哪个时间点加工的,都能够做到可追溯。
这些基于计件系统的数据统计和分析,用来核算员工的工资及成本计算,也用来对工序的产能利用进行稽核,还用来测算订单的工作量及分析瓶颈。所以说数据是管理最美丽的语言,数据要用起来才有价值,不然就只是一堆数字而已。计件考核更多的是针对班组内的员工,而对于班组考核,我们则通过“一线利用率、计划达成率、品质合格率”等进行考核,其中,一线利用率等于班组、各个线体理论加工时间,除以员工出勤的时间。根据标准化线体设定的生产节拍与实际产出计算理论加工时间,当一线利用率大于1时,说明生产效率较之前有所提升,当一线利用率小于1时,说明产线存在着窝工和明显浪费。

名品杜玖桦 釉下七彩工笔瓷

更适合表达陶瓷色彩的丰富性和多样性。是中国陶瓷史上的一个新品种。
结束语
中小型钣金企业在小批量、多品种、交期短的订单形式下,想要利用有限的人员实现生产运营精准化、快速化、简单化需要从以下几个方面建设:
⑴搭建系统,依靠系统辅助,建立能快速查询在制品实时状态、收集工时并通过相似学习的方式获取工时的机制,快速整合各个产线的负载,提前预警瓶颈工序,提前做相应管理决策,实现快速排产和精准排产。
⑵重视班组建设,班组强则企业强,建立单元模块生产的标准化产线,培养班组长发现和解决问题的能力,建立高效协调管理的车间部门,实现产品的稳定和快速产出。
⑶合理考核,建立合理的考核机制,实现全员数据化考核,为员工树立质量优先、多劳多得的加工理念。实际上,这些管理方法很简单,重点是要把这些日常工作持之以恒地做下去,就像一台机器一样,各个零件各自运转却又相互配合,才能实现降本增效。
