热输入量对熔化极气体保护焊焊缝强韧性的影响*
2021-05-17李为卫李嘉良梁明华何小东杨耀彬
李为卫, 李嘉良, 梁明华, 何小东, 杨耀彬
(1. 中国石油集团石油管工程技术研究院, 西安710077; 2. 石油管材及装备材料服役行为与结构安全国家重点实验室, 西安710077; 3. 中移系统集成有限公司, 成都610041)
0 前 言
经济发展对能源的需求, 促进了油气管道大规模建设。 由于历史原因, 长期以来我国的管道建设基本采用手工、 半自动的焊接方法, 焊接质量主要依赖焊工的技术水平, 由于管理和技术问题, 长输天然气管道近年来出现了多次环焊缝失效事故, 在对管体检测过程中也发现大量焊缝存在质量问题, 以往的半自动、 手工焊等焊接工艺已不能完全满足工程需要[1-3]。 熔化极气体保护焊(GMAW) 是油气长输管道最适用的焊接方法,一般采用自动或机械方式, 效率高、 质量优, 国外大量用于油气管道的焊接[4], 我国近年来也正在大力推广这种方法。
管道环缝焊接工艺和选材的一个重要指标就是焊缝强度和韧性的匹配。 焊接结构采用高强匹配还是低强匹配, 国内外有大量的文献研究, 但认识不一致[4-7]。 尽管国内的研究认识和标准规定不统一, 但多数观点认为, 金属结构焊缝的高强匹配, 对焊缝的抗断裂、 抗变形更加有利, 高强匹配的焊缝对缺陷的容限高, 韧性要求低; 低强匹配焊缝容易产生应变集中, 加上焊缝缺陷, 易造成焊缝开裂失效, 给管道运行安全带来隐患[8]。
GMAW 实心焊丝与母材熔合后共同形成的焊接接头强度受母材、 工艺参数等因素影响很大, 文献[9]研究表明, 焊缝金属的强度比焊丝自身的熔敷金属强度高出120~150 MPa, 合理选择和使用焊接材料以及合适的焊接工艺参数对保证焊缝金属的优良力学性能至关重要。 为了掌握焊接工艺参数对焊缝性能的影响规律, 本研究对两种国产焊丝和两种进口焊丝GMAW 焊缝的拉伸性能和冲击韧性进行了试验研究和分析。
1 试验材料和方法
试验采用的焊接材料为直径1.0 mm 的实心焊丝, 按焊材相关标准进行熔敷金属性能试验,试验结果见表1。

表1 焊丝熔敷金属拉伸和冲击韧性试验结果
试样采用钢级为L485M、 厚度31.8 mm 的钢板, 其纵向抗拉强度为610 MPa, 屈服强度为526 MPa, 纵向低温(-20 ℃) 冲击韧性为352 J。沿钢板横向边缘加工坡口(焊缝对应钢管环向),焊接坡口形式如图1 所示。 焊接方法为GMAW,试板采用倾斜45°、 下向焊方式进行不同热输入量的多层多道焊接, 保护气为50%Ar+50%CO2,焊接材料、 工艺参数等见表2。

图1 试样焊接坡口形式和尺寸示意图
表2 焊接试验材料及工艺参数
焊接试验完成后, 在焊缝中心、 沿焊缝长度方向加工标距段直径为6.25 mm、 标距长为25 mm圆棒试样进行常温拉伸性能试验。 在垂直焊缝方向取样, 在焊缝中心加工截面尺寸10 mm×10 mm的夏比V 形缺口试样, 在-20 ℃下进行低温冲击韧性试验。
2 试验结果及分析
采用4 种焊丝在不同热输入参数条件下进行焊缝拉伸试验和冲击试验, 结果见表3。 与表1焊丝熔敷金属拉伸和冲击韧性试验相比, 由于试验条件不同, 焊缝的屈服强度和抗拉强度比熔敷金属的强度有明显的提高, 尤其是低热输入参数下大幅提高。 例如, 国产A3 焊丝, 在较高热输入下, 焊缝的屈服强度和抗拉强度比焊丝熔敷金属分别升高128 MPa 和94 MPa; 在较低热输入下, 焊缝的屈服强度和抗拉强度比焊丝熔敷金属分别升高189 MPa 和122 MPa。 进口B 焊丝,在较高热输入下, 焊缝的屈服强度和抗拉强度比焊丝熔敷金属分别升高105 MPa 和31 MPa; 在较低热输入下, 焊缝的屈服和抗拉强度比焊丝熔敷金属分别升高151 MPa 和54 MPa。 造成上述差异的主要因素有: ①采用的试样材料不同,焊丝熔敷金属试验一般采用碳钢试样, 本试验采用微合金管线钢试样; ②焊接坡口形式和尺寸差别大; ③焊接工艺参数不同。 另外, 合金元素烧损以及焊缝冷却速度不均匀造成显微组织存在差异, 因而造成焊缝金属与焊丝熔敷金属拉伸强度的较大差异。

表3 不同焊接热输入下焊缝金属的拉伸性能和冲击韧性
从表3 可以看出, 与较高热输入相比, 在较低热输入下, 每种焊丝全焊缝金属的屈服强度和抗拉强度均增大, 其中屈服强度升幅更明显, 屈服强度最大升高167 MPa, 抗拉强度最大升高131 MPa。 与较高热输入相比, 较低热输入焊缝金属的伸长率有不同程度下降, 最大下降3.2%,但伸长率仍然较高。 较低热输入下, 焊缝韧性表现不一致, 两种焊丝 (国产A2、 进口B 焊丝)有明显的升高, 另外两种焊丝基本保持不变。
由于其微观组织发生变化, 进而导致性能的差异。 焊接热输入既可改变焊缝金属一次结晶组织, 又可改变多层多道焊时焊缝金属的二次组织。 图2 为国产A2 焊丝在两种不同的热输入下的填充焊缝典型显微组织, 均由针状铁素体和先共析铁素体组成, 但是与1.5 kJ/cm 热输入相比,在0.65 kJ/cm 热输入下, 先共析铁素体含量明显减少, 针状铁素体变得更加细小, 因而其强度和韧性明显增大。 图3 为进口B 焊丝在两种不同热输入下的填充焊缝典型显微组织, 与图2 相比, 1.2 kJ/cm 较高热输入与0.68 kJ/cm 较低热输入的先共析铁素体含量和针状铁素体变化不明显, 因而其强度和韧性提高程度相对较小。
从理论上分析, 在较高的热输入下, 因为焊缝结晶冷却速度较慢, 焊缝先共析铁素体量较多,针状铁素体较粗大, 而在较低热输入参数下, 焊缝结晶冷却速度快, 焊缝先共析铁素体较少, 针状铁素体更细小。 焊缝中大量针状铁素体可显著提高微裂纹扩展抗力, 增强焊缝金属的强韧性[9]。
焊缝金属的强度和韧性, 一直是焊接结构关注的重点, 尤其对高强度高压天然气管道环缝的焊接, 由于受到不明确的外力, 加上不可避免的缺陷, 近年来成为行业关注和研究的重点。从焊接材料和工艺的角度, 选用合适的焊材,在合适的工艺参数下形成强度合理匹配、 韧性高的焊接接头, 从而保证焊接结构的服役安全。从以上试验分析可以看出, 工艺参数对GMAW实心焊丝形成焊缝的强度和韧性有很大影响,应引起关注。
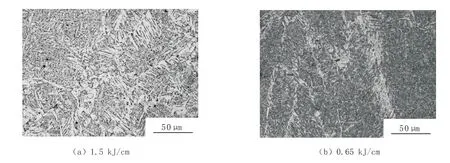
图2 国产A2 焊丝在不同热输入下的填充焊缝显微组织

图3 进口B 焊丝在不同热输入下的填充焊缝显微组织
3 结论及建议
(1) GMAW 实心焊丝的焊接接头在试验条件下, 焊缝金属的屈服强度和抗拉强度较焊材熔敷金属的强度有明显提高, 尤其是在较低热输入参数下, 有大幅提高。
(2) 焊接热输入对GMAW 实心焊丝形成焊缝金属的显微组织、 强度和韧性有很大影响。 在较低的热输入下, 填充焊缝的针状铁素体更加细小, 先共析铁素体含量更少, 焊缝强度更高, 韧性更好。
(3) 建议系统研究不同的焊接材料, 结合具体的管道用钢材成分, 根据现场工艺参数下强韧性的变化规律, 合理匹配焊接材料, 并在与实际管道相近的焊接条件下进行焊接材料的性能复验。
