基于WCM-QCS模块人为质量问题解决应用
2021-05-17陈辉
陈 辉
(南京依维柯汽车有限公司,江苏 南京 211806)
1 前言
在汽车制造过程中人为质量问题占比较高,处理人为质量问题常规的方法是培训、检查及考核等,这些手段的实施能够短期控制,但是往往好一阵后有反复出现,难以根除。笔者所在公司新基地于2018年引入了WCM-QCS模块管理方式,WCM(World Class Manufacturing)世界级制造管理模式于1986年首次在美国通用电气等公司应用,于2007年在FGA工厂全面开展。WCM管理模式的目标是通过持续改进最终实现工作场所体系零浪费,质量体系零缺陷,维护体系零故障,物流体系零库存。WCM管理模式共有十大模块,其中WCM-QCS(Quality and Customer Safety)质量与客户安全模块为其中的一大模块[1],QCS模块中对于人为质量问题有一套系统的解决方案,主要包含了TWTTP、HERCA及POKAYOKE三大工具[2-3],能够对人为质量问题较为全面地进行分析与改进。
2 人为质量问题产生的主要因素
人为质量问题顾名思义是因人没有遵循规定的工艺方法而出现的质量问题,而造成人没有遵守工艺方法的原因包含了人自身原因、工具与设备、工艺设计及环境四个方面。
(1)人自身因素:缺乏知识和技能、健忘、易疏忽、情绪不好以及疲劳等。
(2)工具与设备因素:不同用途的工具与设备外观形状非常相似,容易用错;工具或设备缺少信息反馈不易识别是否作业到位。
(3)工艺设计因素:工艺复杂不容易掌握,工艺过于简化容易出错,零部件相似不易区分,装配内容过多容,操作难度大等。
(4)环境因素:光线偏暗或太亮,噪声大,现场凌乱,温度过高或过低等。
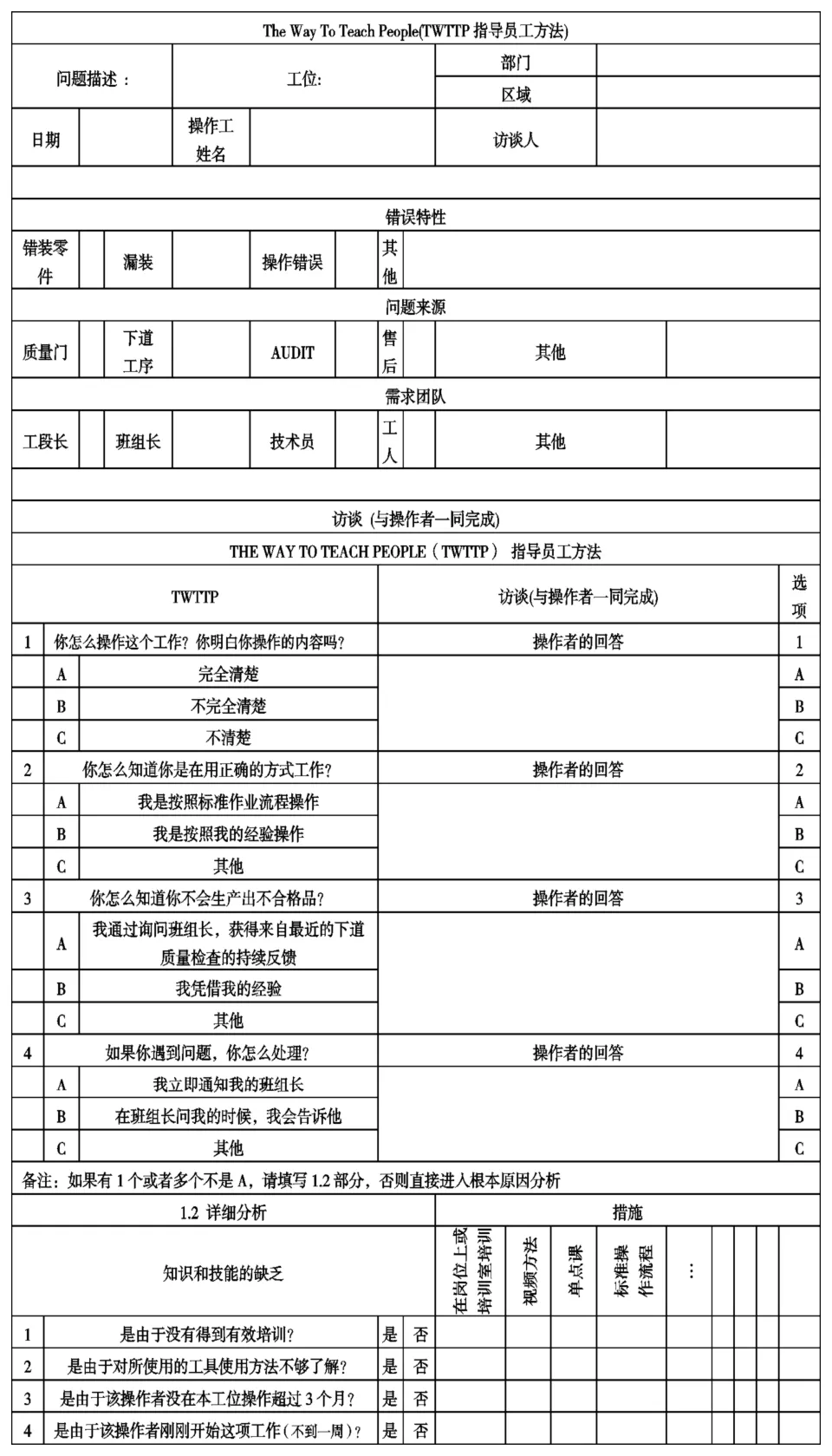
2 TWTTP应用介绍
TWTTP(The Way To Teach People)即指导员工方法(详见表1)用于人为质量问题的现场调查分析,由技术员等组成一个小组针对出现问题工序的操作工进行现场访问,通过对操作工操作规范、使用工具工装情况以及产品合格评判标准的了解,确定操作工是否缺乏相关知识和技能,并采取对应的培训、单点课、标准化作业优化等措施予以改进。如果经TWTTP改进后员工知识和技能均符合要求,仍然存在问题,则采取HERCA(Human Error Root Cause Analyse 人为错误根本原因分析)进行进一步分析改进。
?
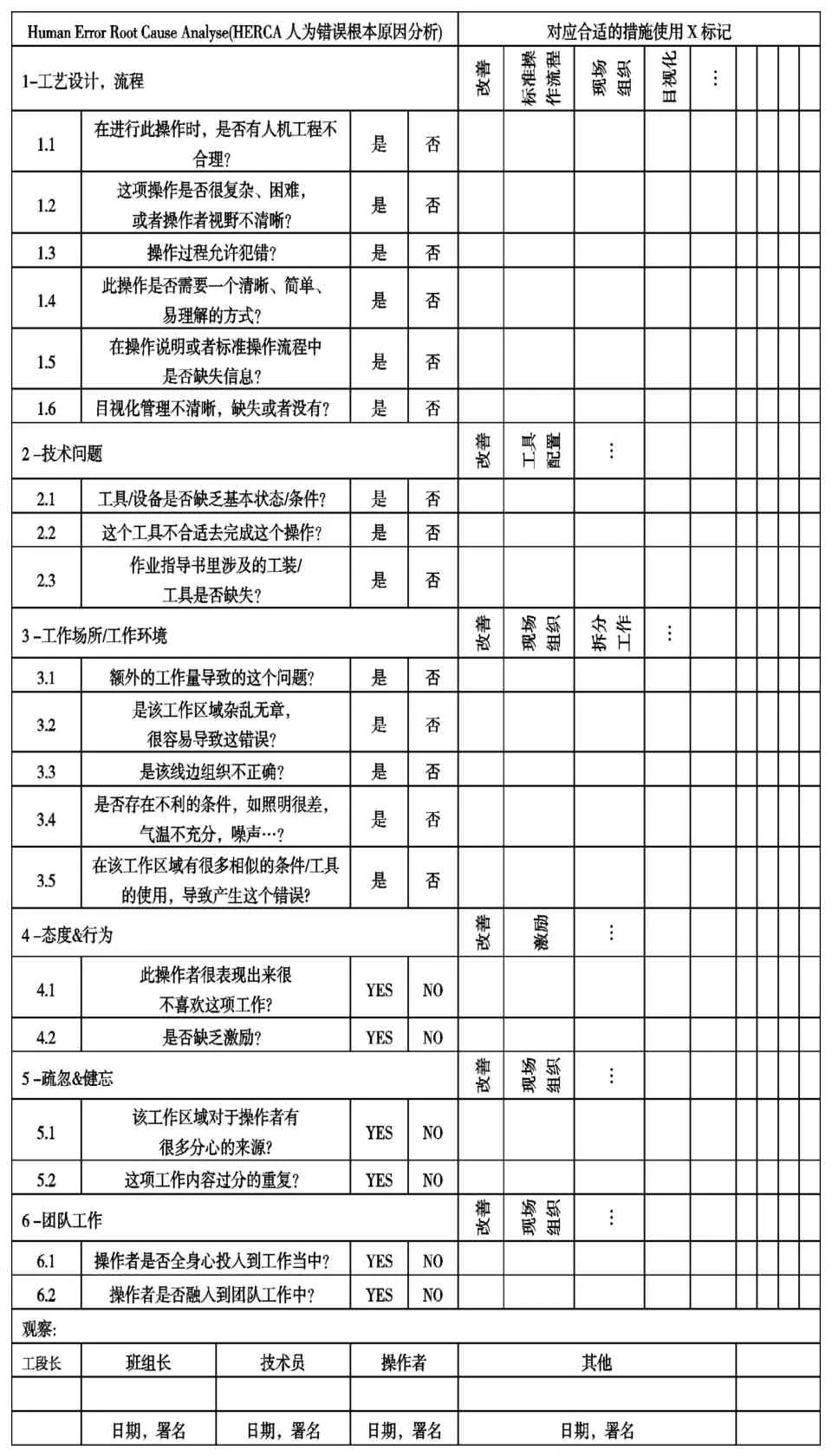
3 HERCA应用介绍
HERCA(Human Error Root Cause Analyse 人为错误根本原因分析)详见表2,专项小组针对人为问题从工艺流程设计,技术问题,工作场所环境,员工态度及行为,员工疏忽,团队协作六个方面进行调查分析,找到问题根本原因并采取相应对策。
?
4 POKA-YOKE应用介绍
POKA-YOKE(ポカヨケ)来自于日本,其意思是防错,防呆[3-4]。POKA-YOKE就是帮助操作工避免出现错误的过程机制;成为实现零缺陷、最终消除质量控制检查的强大工具。POKA-YOKE两项防错机制:一是控制系统自动停止设备运行;二是报警系统提示操作工停止设备运行。防错主要有三种基本的方法:联系---接触法、定值---计数法以及动作步骤---工序法。
4.1 联系——接触法
联系---接触法:其原理是检测产品是否与传感装置发生物理或能量接触。如图1所示装配螺钉POKA-YOKE防止漏装装置,通过接触开关装置感应螺钉装配状态(属于能量接触防错),当所有螺钉装配到位后,接触开关触发夹紧气缸打开,才能取出装配好的部件。

图1 利用接触开关控制气缸动作防止漏装螺钉
图2 所示左图为线束插接件改进前状态,两个不同功能线束插接头外观完全一样,一个槽口,颜色及外观形状均一样;通过设计改进后将其中一个插接头增加一个槽口(即由原来的一个槽口改成两个槽口,属于物理接触防错),同时将改为两个槽口的件外表颜色也改为淡色,用于区别一个槽口的插接件,这样的设计改进能够有效防止操作工装错线束因为错装线束时无法装配到位,同时外表颜色不同也便于识别。
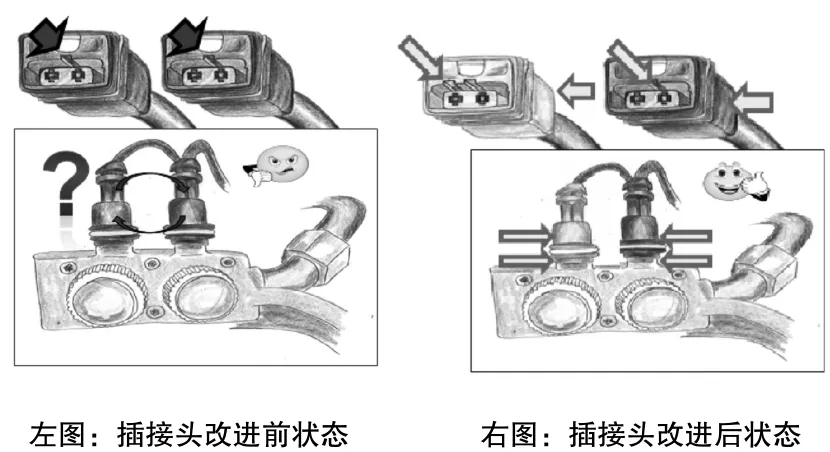
图2 通过修改插接件槽口防止装配错误
图3 所示为某零件需要通过两道工序加工孔,在改进前待加工件180度旋转后能够将部件安装到夹具中并进行孔位加工,但是所加工的孔位是错误的。但是通过在夹具上适宜位置增加定位销后,待加工件如果旋转180度放置则无法放置到位,从而起到防错的作用。

图3 通过增加定位销防止部件加工错误
4.2 定值——计数法
定值---计数法:设备只在达到要求的次数时才计算完成某件事的次数和发出信号或释放产品的次数。当一个工序需要进行固定数量的重复操作时,可以使用此方法。如图4所示左图完全依靠人工点焊存在漏焊焊点部件流转到下一工序;右图通过增加焊点计数器控制装置,工件完成10个焊点焊接后控制器输出信号才能打开夹紧气缸,确保工件焊点不出现漏焊。
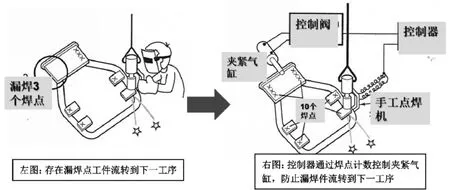
图4 通过增加焊点计数控制器防止漏焊
4.3 动作步骤——工序法
动作步骤---工序法:此方法用于检测过程中的动作或步骤是否在特定的预期时间内执行,例如机器周期时间。它还可以用来确保事情按照一定的顺序发生,从而避免错误。如图5所示左图为不同车型需要装配的不同组合的部件,由于各部件状态差异不大,装配容易混淆出错;右图通过加装车型选择与对应装配零部件匹配,当选择某一车型时,对应零部件箱上方灯亮提示同时打开箱门,操作工提取相应部件装配即可,不会出现用错件的问题。
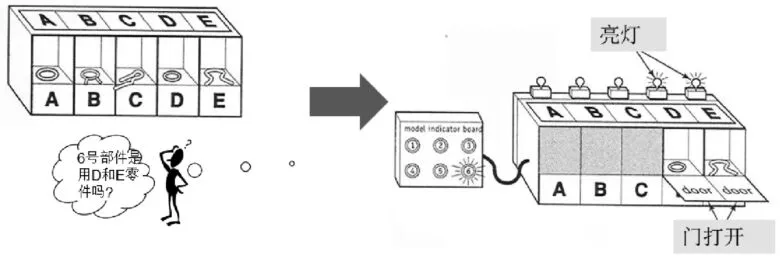
图5 通过车型选择控制部件提取防止装配错误
POKA-YOKE目的是消除导致人为错误的根本原因,即使人为出错也不会出现产品缺陷;即使产品出现缺陷也不会流到下一工序。其中联系---接触法,主要应用于冲压、零部件加工、焊接部件装配、插接件装配等工序环节,防止装错;定值---计数法,主要应用于点焊、同型号多数量件装配等工序环节,防止漏焊、漏装; 动作步骤---工序法,主要应用于相似部件装配于不同产品的工序环节,防止装错。
5 结束语
本文基于WCM-QCS模块介绍了人为质量问题解决方案,围绕TWTTP、HERCA及POKA-YOKE三大工具进行了简要介绍,借此能够给行业内解决人为质量问题提供借鉴方法。
