制氮装置无人值守远程监控系统
2021-05-14王琛琛王金波曹辉勇
王琛琛, 邹 涛, 王金波, 曹辉勇, 张 博
(北京瑞赛长城航空测控技术有限公司,北京 100176)
2020年3月,国家发展改革委、国家能源局、应急管理部、国家煤矿安全监察局、工业和信息化部、财政部、科技部、教育部联合印发的《关于加快煤矿智能化发展的指导意见》[1]中明确指出要提高煤矿智能化技术与装备水平,加快实现井下和露天煤矿固定岗位的无人值守与远程监控。实现矿用制氮装置的本地自动化运行与远程集中监控将解决长久以来煤矿用制氮装置手动操作烦琐、启动时间长、需要手动记录监测数据等自动化程度较低和难以集中监测的问题[2],是推动煤矿安全保障的自动化、智能化进程中的重要环节。
当前,对矿用制氮装置的自动化监控系统的相关研究多是以PLC为核心实现对制氮装置自动化控制和现场触摸屏显示[3]。在此基础上,王选亮[4]提出了一种将PLC采集到的数据通过Modbus协议接入到煤矿多功能网络交换机,多功能网络交换机再将数据转换为网络信号上传到地面服务器进行终端平台监控的方案。但是在煤矿远距离通信的过程中,多协议转换和串口传输速度的限制将会产生信号延时和指令响应速度的问题,同时其系统数据连续完整性缺乏冗余措施,对制氮装置及其配套空压机的运行现场环境也没有直观有效的视频监控手段。
为了提高对多套制氮装置的集中监控能力,需要进一步增强制氮装置远程监控系统的实时性、可靠性、直观性和智能化水平。笔者在梳理制氮装置无人值守远程监控系统发展现状的基础上,提出了一种基于iFIX组态数据采集与监视控制平台的制氮装置无人值守远程监控系统。该系统结合工业以太网环网的网络结构,利用PLC对制氮装置运行状态进行终端监测和控制,通过集成工业以太网摄像机对设备运行现场进行视频监控。其中,PLC和工业以太网摄像机均通过制氮装置控制箱内置的工业以太网交换机模块直接并入TCP/IP光纤环网进行数据传输,可显著提高制氮远程监控系统在煤矿复杂电磁环境和远距离通信状态下的实时性和稳定性;系统数据传输和存储过程中采取了充分的冗余措施以确保其可靠性;考虑到煤矿智能化[5-6]发展趋势,对软件框架、系统组态、相关协议标准等方面进行设计,使系统网络灵活,从而可实现多系统融合联动;远程监控软件工作界面简洁易用且实现全要素可视化,具备设备远程一键安全启动、故障自诊断评估、动态实时报警等智能化操作功能。
1 系统总体设计
制氮装置无人值守远程监控系统主要用于对多套矿用制氮装置进行远程联合监测控制。为保证制氮装置稳定自动运行和远程监控实时高效,本系统结合了计算机技术、工业以太网技术、现场总线技术、信息技术、组态技术和智能控制技术,设计了制氮装置控制系统及其远程监控中心平台,根据煤矿现场应用场景优化设计了系统网络结构,保障系统可稳定高速运行。
1.1 网络拓扑结构
制氮装置监控系统网络拓扑结构包括作为接入层的制氮装置控制系统网络和核心层的中心站监控网络,如图1所示。

图1 系统网络拓扑结构
中心站监控网络采用星状千兆以太网,制氮监控系统网络采用由多台以太网交换机组建的工业以太网冗余环网[7-9]。由于煤矿现场环境复杂,制氮装置控制箱内部均集成以太网交换机模块,多套制氮机控制系统直接组建光纤环网,极大地提高了系统的通信速率和响应速度。
中心站监控部署两台SCADA服务器(SCADA1和SCADA2)作为双机热备份[10],一主一备,互为冗余。交换机配置如下。
① 制氮装置控制箱交换机:采用工业以太网卡轨式网管型交换机,端口模块化,支持4个100/1000 Mbit/s SFP接口,8个10/100 Mbit/s RJ45端口,满足本质安全要求,支持多种拓扑冗余协议,以及远程监控和管理功能。
② 中心站核心网络交换机:工业以太网网管型机架式交换机,4个1000 Mbit/s SFP接口,16个100 Mbit/s RJ45接口,支持DT-Ring协议簇及RSTP等冗余组网机制。
1.2 系统结构
制氮装置远程监控系统结构整体上可分为制氮装置控制系统和远程监控中心平台这两个部分,如图2所示。

图2 系统结构示意图
制氮装置控制系统的控制单元以PLC为核心,配接关键节点的传感器和执行器,根据制氮工艺流程设计控制逻辑,实现制氮装置全自动运行。另外,可实时获取制氮机组入口温度、管道温度、空气压力、氮气补偿压力、氮气流量等关键数据,通过深化整机数据分析实现机组自动运行、设备故障自诊断、紧急故障处理、性能趋势等智能化运行。同时,制氮自动控制系统将采集的设备状态信息、工艺流程参数和现场监控视频等通过以太网模块传输到系统环网,再经由中心站核心网络交换机转发至远程监控中心平台。
远程监控中心平台主要由工作站、服务器和相关外接设备组成。服务器负责采集制氮控制系统上传的数据,完成数据的存储和处理功能,并交由工作站调用。工作站对数据进一步处理和显示,监管人员可通过客户端软件平台对制氮装置进行远程控制,控制指令经由以太网下发至制氮控制系统执行。
2 制氮装置控制系统
2.1 制氮装置控制系统组成
制氮装置控制系统的主要功能是对制氮工艺流程的全过程进行状态监测和控制,同时对现场运行环境进行视频监控。其既能够执行中心站软件监控平台的指令以实现远程控制,又能够实现本地控制。当远程控制出现故障时,工作人员仍可以通过本地控制就近保障制氮装置正常运行。
制氮控制系统按功能可划分为以下4个部分。
① 电气控制。制氮控制系统的电气控制部分是数据采集和终端控制的关键执行部分。该部分采用西门子S7-1200系列PLC作为控制器[11],组合I/O模块和智能仪表(传感器/变送器)、执行器、空压机控制器之间使用电缆进行一对一连接。通过现场总线协议完成对制氮装置工艺流程的温度、压力、流量、氮气纯度等相关数据的实时采集,以及对空压机、电磁阀等执行器的精准控制。
② 视频监控。控制系统采用海康威视高清网络摄像机对制氮装置及现场进行视频监控,同时具备热成像温度监测、烟火监测报警等功能。
③ 人机交互界面(Human Machine Interface,HMI)。控制系统人机交互功能通过威纶通MT8071IP触摸屏和控制箱体按钮实现。控制器PLC与显示屏之间采用TCP/IP协议进行数据交互,按钮则直接接入PLC数字量输入作为开关,实现相关功能选择。现场工作人员可通过HMI显示的传感器数据、参数设置、设备启停等内容进行手动控制操作。
④ 通信单元。PLC和网络摄像头通过交换机模块接入到制氮控制系统环网,实现了制氮控制系统与中心站上位机实时、稳定的远程数据传输。
2.2 制氮装置自动控制逻辑
制氮装置的工艺流程主要经过了压缩、净化、分离3个阶段。实际制氮装置主要由空压机组和制氮机组两个部分组成,空压机组压缩空气输送到制氮机组,制氮机组完成对压缩空气的净化和分离。制氮装置自动控制流程图如图3所示。
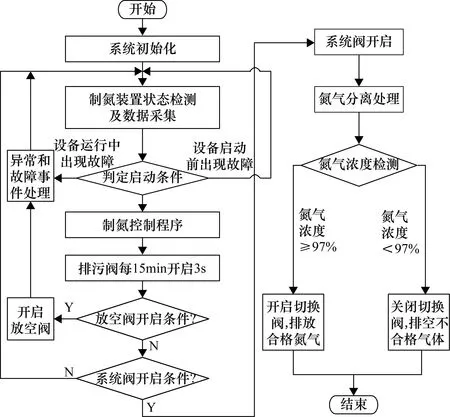
图3 制氮装置自动控制流程图
制氮装置启动运行后,控制系统首先进行初始化处理,即检测装置各设备状态是否能够正常运行,若有设备异常则系统会报警提示。初始化后各传感器开始启动工作,采集不同工艺节点的温度、压力、流量等动态数据,PLC对传感器(控制器)采集的各项数据进行处理,若发现数据存在问题,PLC会进入异常和故障处理程序控制声光报警器发出声音和灯光报警提醒,同时显示屏和中心站监控软件也会弹窗提示。只有在装置设备状态和数据符合启动条件的情况下,制氮控制系统才能完全启动。同时,装置在运行过程中如果出现状态或者数据异常,PLC也会进入异常和故障处理程序,并根据不同的故障类型做分级报警和故障处理。
制氮控制系统完全启动后,PLC与空压机控制器通过Modbus-RTU协议进行通信,启动空压机。系统进入制氮控制程序,排污阀进行自动定时排污(每15 min开启3 s),并将结果上传到中心站。空压机正常启动后为制氮机组的入口注入压缩空气,通过管道入口的压力传感器和温度传感器检测入口空气压力和温度。如果空气压力超过1.2 MPa,系统开启卸压阀并进行超压报警提示检查空压机组,PLC同步控制空压机组停机。如果入口温度超过40 ℃,系统给出超温报警提示并检查入口冷却器,同时紧急停车处理。当入口空气压力0.4 MPa≤P≤1.2 MPa时,系统阀开启,压缩空气进入氮气分离处理流程。
经过多级过滤器“净化”预处理的压缩空气,根据不同工艺要求通过不同分离材料,实现氮气和其他空气组分的分离。系统经制氮机组出口管道处的氮气浓度传感器检测分离后富集的氮气浓度,当氮气浓度≥97%时,控制切换阀开启,输出合格的高纯度氮气,通过电动执行器控制氮气输出流量,瞬时流量和累计流量经氮气流量传感器进行检测。当检测到氮气浓度<97%时,系统控制切换阀关闭,将不合格的氮气排空。至此,制氮装置可实现自动运行控制,具体工艺安全参数设定需要结合煤矿现场环境进一步调整,以保证制氮控制系统安全稳定运行。
3 制氮远程监控软件设计
3.1 制氮远程监控软件结构
制氮远程监控软件是基于iFIX5.8系列工业组态软件开发的过程监测控制软件,支持Windows操作系统,同时具有易用性、实时性、通用性和安全性。该软件采用C/S架构设计,使用SQL Server 2008数据库对数据进行处理、归档。SCADA服务器作为iFIXServer,部署两台数据服务互为冗余,配置NVR服务器存储设备运行环境现场可视化视频。
iFIX5.8组态软件无法直接与PLC、DCS等过程控制硬件直接连接,必须通过配置相应的驱动实现数据的采集,I/O驱动器将采集的数据传输到DIT(驱动器映像表),然后经过SAC(扫描报警控制)存储到PDB(过程数据库)完成数据存储、报警、生成报表等过程。利用iFIX软件的人机交互功能,客户端通过调用数据库的相关数据最终以图表、动画等形式显示到工作界面上。iFIX软件数据流向图如图4所示。

图4 iFIX软件数据流向图
软件开发主要分为数据库和客户端两个部分。在SCADA服务器上创建SQL Server数据库,采用4级标签命名法,明确系统、设备、部件和参数之间的联系,减少了实时数据库重复标签出现的概率,同时提高了数据库的检索速度。客户端部分根据设备属性和用户需求主要完成了制氮装置工艺流程和设备状态参数显示统计、远程操控、实时预测报警、数据报表曲线统计、现场视频监控、装置维护保养记录和用户权限管理等功能。其中,远程控制功能可实现远程全自动控制、远程单机控制、远程联控等多种控制方式。制氮远程监控软件结构图如图5所示。

图5 制氮远程监控软件结构图
3.2 工作图形界面设计
制氮监控软件图形界面的主要功能是集中显示多套制氮装置的设备运行情况以及对现场设备进行调节、控制,当有异常或故障发生时,工作界面将进行报警提示并记录报警信息和异常故障内容。系统采用服务器-HMI的形式,HMI内不加载PDB直接调用SCADA服务器数据库的实时数据。图形界面利用iFIX集成的Active控件和VBA脚本制作。
制氮装置远程监控系统画面布局主要分为4个部分:顶部标志区、中部显示区、底部日志区和左侧导航区,详细设计内容如下。
① 标志区:显示系统名称、当前时间和软件版本号。
② 显示区:软件的功能显示区。根据导航菜单的不同功能,将在显示区切换显示对应的具体内容,默认显示制氮工艺流程实时动态。
③ 日志区:显示系统运行过程中不同事件标志发生事件和简要内容(包括异常报警事件)。
④ 导航区:软件主要功能导航区。主要包括工艺流程组态实时显示、制氮机和空压机状态参数实时显示、控制参数和量程参数的设置、视频监控画面、报警历史、历史曲线、保养记录、登录注销等功能。
软件利用vxDATA数据控件通过ODBC协议从SQL数据库调用各套制氮装置的空气压力、氮气压力、氮气流量、氮气浓度、滤芯耗时、管道温度、加热器温度、阀门状态、运行时间、空压机状态等参数,从NVR监控服务器获取制氮装置现场状态视频,通过对相关数据进行分析处理、统计存储,实现制氮装置的动态预测报警、历史数据报表、实时趋势曲线、状态趋势图和制氮量统计表等功能。而且,系统预留丰富的软件接口,可与现有主流安全监控系统、大数据中心平台等进行深度融合联动。工作人员可通过监控软件实现控制参数设置、量程参数修改和制氮装置远程一键启停,从而完成对制氮装置的闭环控制,实现了对制氮装置的监、管、控平台一体化。
4 工业试验应用
完成系统整体搭建后,进行系统初步检验联调,确保产品各项性能指标符合相关标准要求。在系统产品经过相关防爆及安全认证合格后进行工业现场试验,监控软件工作界面如图6和图7所示,部分试验数据如8和图9所示。结果表明,系统整体运行稳定,安全保障机制完备。系统的动态实时监测、远程控制启停、视频实时监控和数据统计图表等多项功能均满足预期需求。同时,系统能实时监测关键参数的异常情况,当相关设定值超过预期或者短时间内的变化趋势接近风险预测状态时,会自动进入紧急安全模式,同时给出报警提示,提醒工作人员进行处理,从而有效防范了风险。
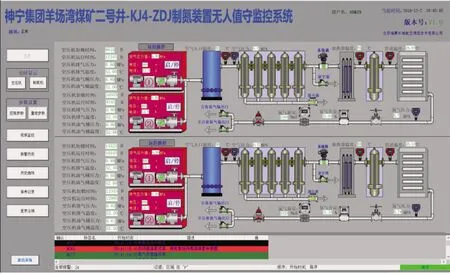
图6 制氮监控软件工作主界面

图7 制氮监控软件视频监控界面
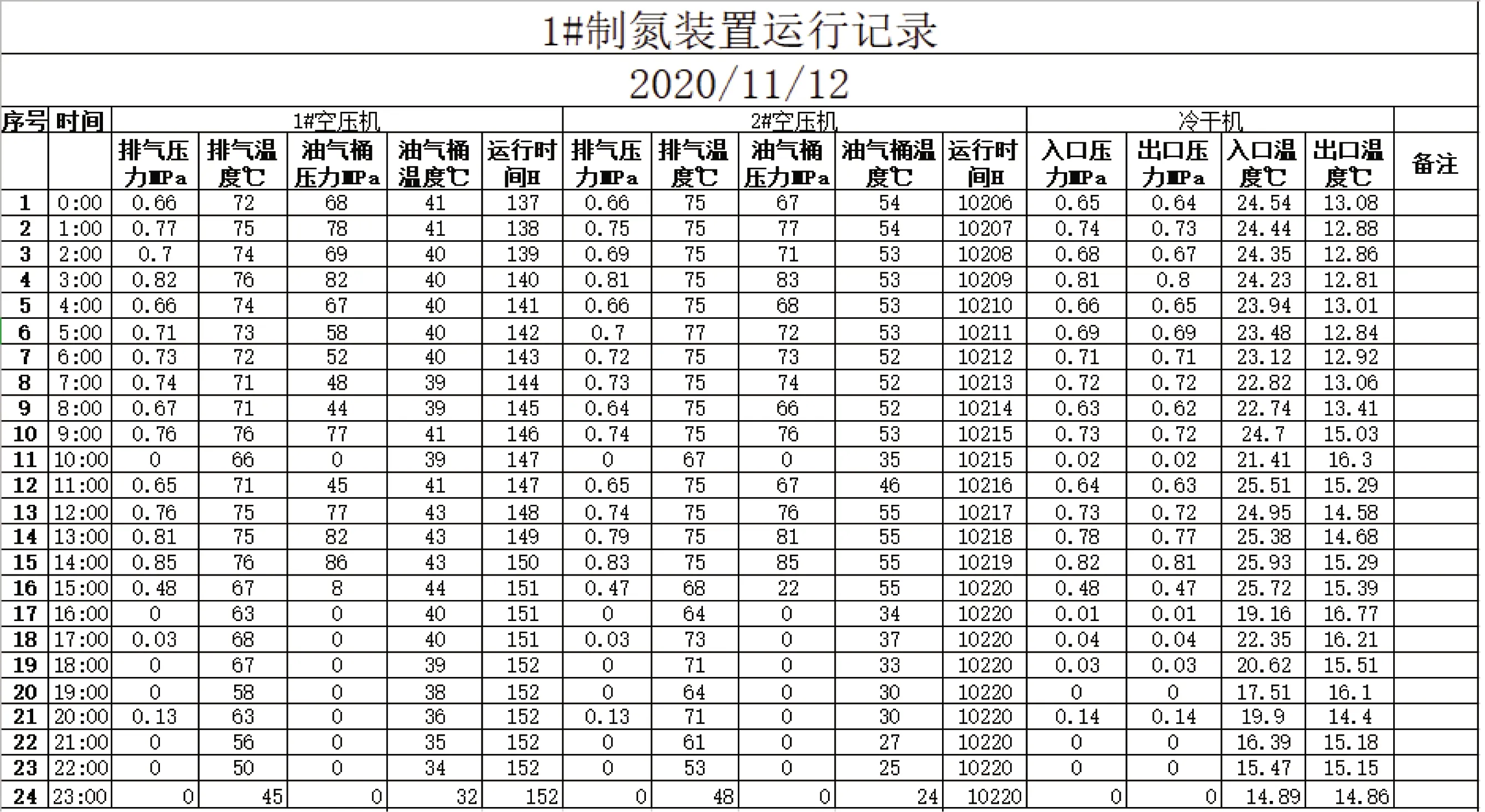
图8 制氮装置部分运行记录
图9 氮气含量曲线图
5 结束语
针对矿用制氮装置自动化程度较低和缺乏有效的统一监管措施的现状,设计了一种以PLC、工业以太网和工业组态软件为基础的制氮装置无人值守远程监控解决方案。制氮装置远程监控系统集数据(视频)采集、设备控制、信息传输为一体,综合考虑了制氮工艺流程、煤矿应用安全性、系统总体稳定性和响应速度,以及各制氮装置的部署位置,实现对矿用制氮装置及其运行环境实时全方位智能化监管,具有较高的可靠性、时效性和扩展性,既提高了煤矿安全生产的保障水平,又完成了固定岗位减人增效的目标,卓有成效地推动了煤矿智能化的发展。与此同时,后续研究将对组态软件采集的数据进行深入挖掘分析,借助大数据相关算法,为系统智能决策提供更可靠的依据。
