在役核电厂仪表管线检查指导
2021-05-11中核核电运行管理有限公司岳春生
中核核电运行管理有限公司 岳春生
1 检查范围
仪表管线(外径≤1英寸)在核电厂压力/流量/液位测量、取样分析等回路中大量使用,据不完全统计,每台核电机组使用到仪表管线的测量仪表不低于千台。在机组运行期间,若仪表管线发生泄漏(图1),例如一回路测量仪表用管线,除放射性外露还会导致测量信号波动、失真,严重的会造成机组瞬态、甚至停堆,故仪表管线状态对在役核电厂的安全稳定运行至关重要。

图1 仪表管泄漏
鉴于核电工程特点,仪表管线是在建造阶段按照相应规范(如NB/T20255-2013,中华人民共和国能源行业标准,《核电厂安全重要仪表管线设计准则》;Q/CNNC HLBZ DB 7-2019,中国核工业集团有限公司企业标准,《核电厂安全重要仪表管线设计准则》)集中安装的,机组调试并网后转入运行阶段,电厂方侧重于使用,面对大量仪表管线,如何做好快速排查、有效消除泄漏隐患和故障是在役核电厂所面对的难题。
鉴于现场仪表管线众多、安装走向复杂的客观实际,对需重点检查的仪表管线进行筛选,范围如下:关键设备用仪表管线、放射性介质用仪表管线、高温介质用仪表管线、振动大位置/区域的仪表管线、过道区域开放布置的仪表管线、日常不可达区域的仪表管线。
2 检查部位
仪表管线通常较长,有根阀、仪表阀、平衡管等多种附件(图2),仪表管线通过焊接或管接头形式与附件连接;在中间段,仪表管线布置在托盘中或由支/吊架支撑,通过夹箍、压板、管夹等构件固定。
鉴于仪表管线、支撑及固定构件主体为金属材质,固有可靠性高,同时结合现场实际及外部经验反馈,松动、磨损、泄漏等异常主要发生在某些特定位置,应着重对仪表管线的这些部位进行检查。
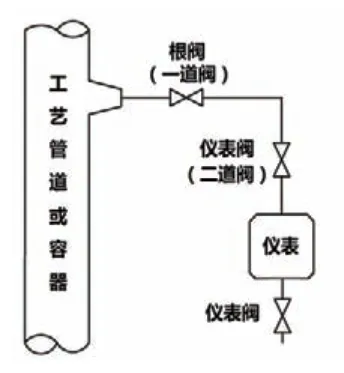
图2 仪表管线示意图

图3 仪表管弯角部位
2.1 仪表管焊缝和接头部位
目视检查焊缝和接头部位,确认有无介质泄漏印渍或结晶现象。若有则说明相应部位已发生泄漏。
2.2 仪表管弯角部位
对于高温介质用仪表管,当从冷态到热态仪表管会发生热位移,该效应集中在弯角部位,表征为仪表管与弯角外侧相邻的墙体、设备、支架和其它仪表管的间距变小(图3),严重的会发生触碰甚至磨损,若辅以振动则磨损程度会加剧。故在弯角部位仪表管与相邻物体间距为检查重点;检查仪表管与相邻物体间距,确认有无触碰、仪表管外层有无磨损现象;就仪表管与相邻物体间距:冷态工况下不低于50mm,热态工况下不低于20mm,在采取相应保护/隔离措施前提下间距可适当减小,但仪表管不能与相邻物体发生接触。对于高温介质用仪表管,冷/热态工况检查二选一即可。
2.3 支架部位
支架上的仪表管通常单根固定,固定用管夹组件的典型结构见图4:耐磨环。有C形、O形或其它形状,有金属、非金属材质,根据应用环境选择使用。若为金属材质则须与仪表管相容,以免产生腐蚀,为进一步保护仪表管,通常在耐磨环安装位置的仪表管表面涂刷防护漆(干涸后,对耐磨环可起到一定固定作用);衬套。选装件,适用于高温介质用仪表管固定,安装在耐磨环和夹箍之间,在限制仪表管径向移动的同时,允许轴向移动;夹箍。由顶部螺丝紧固,两片夹箍不能相碰。
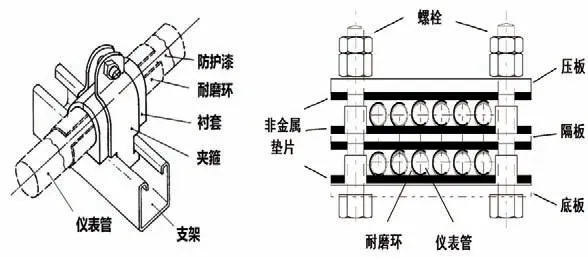
图4 典型管夹组件结构
图5 典型吊架结构
基于管夹组件结构和功能,对该部位开展如下检查:确认仪表管外层有无磨损现象;确认各部件是否齐全、安装位置是否正确;确认夹箍是否紧固、两片夹箍顶部是否有间隙;对于使用金属C形耐磨环但未使用衬套的管夹组件,确认耐磨环开口方向是否朝向夹箍紧固螺丝;对于非金属耐磨环,确认是否有老化、脆裂现象。
2.4 吊架部位
典型吊架结构见图5。隔板:吊架层数可根据需要设置,若为一层,则无隔板;非金属垫片:选装件,起保护及固定仪表管作用,通常在低温、非辐照环境使用。基于吊架结构和功能,对该部位开展如下检查:确认相邻仪表管有无触碰、仪表管外层有无磨损现象;确认螺栓是否紧固;对于C形耐磨环,确认开口方向是否相同且平行于压板;对于非金属耐磨环和垫片,确认是否有老化、脆裂现象。
2.5 仪表管交叉部位
在仪表管密集或空间狭小区域,存在仪表管交叉布置情况。原则上仪表管之间应留有一定间距,但在特殊情况下无法避免相触碰,对此需在仪表管交叉部位加装耐磨环或其它保护用材料,安装形式参见图6。对仪表管交叉部位开展如下检查:确认仪表管有无触碰、仪表管外层有无磨损现象;确认保护材料是否位置正确、固定紧固;对于C形耐磨环,确认开口方向是否相背;对于非金属保护材料,确认是否有老化、脆裂现象。检查记录单参见表1,具体字段内容可实际需要进行修改。

图6 仪表管交叉

表1 仪表管线检查记录表
3 结语
机组现场使用有多种规格(尺寸、材质)仪表管,在结构件、安装布局、工作介质等方面存在差异,电厂需根据实际情形制定仪表管的检查要求,并持续完善。在具备检查条件(时间窗口、人力)的前提下,电厂应按照机组设计文件及相关规范对目标仪表管线各部位状态进行全面检查。本文所述内容可作为电厂仪表管预防性维修工作的补充,不能替代已有预防性维修项目,如焊缝役检。
