某化工项目中自动灌装系统的设计浅析
2021-05-10
(中国海诚工程科技股份有限公司,上海 200031)
随着我国经济快速发展,化工项目日益增多,对化工生产的产能及生产装置的自动化水平要求也逐年提高。很多化工企业提出了仪表计量及控制系统升级的要求。但受到资金和生产的制约,企业往往会倾向于对局部工艺工段的区域性改造,这对设计方的专业性、针对性、细节考虑等均提出了要求。
本文以某化工项目中对称重系统的自动化改造为例,从设计思路和实际方案两方面进行阐述。
1 项目情况
上海某化工厂根据生产需要,计划对某加料区域进行升级改造,将原有的手动灌装改为自动化灌装。为此,需要设计一套自动化加料方案。
原厂加料区未设计自动化系统,为手动加料灌装。在实际操作过程中,由于配料人员能力不足、环境干扰、加料时注意力不集中等原因,加之配方变化,涉及配料种类众多,时常会发生配料错误,影响产品质量,产生严重后果。为此,业主提出以下需求:设置一套独立的自动化称重系统,并与全厂主生产控制系统进行联网。通过预设的不同配方,自动完成不同原料的灌装及计量。
2 技术分析
配料:根据生产或反应需要,将两种或两种以上的原料经由一定的比例进行配置的过程。
称重:常规由秤体/称重传感器(设置于现场)、称重变送单元(设置于控制箱)、分析控制单元(设置于控制室)组成。对加料系统送来的原料,由现场的称重检测元件进行计量,并将重量原始信号输送至称重变送单元,由变送单元将其转换为标准通讯信号后,送至控制室内的分析控制单元,进行记录、存储、分析等。
3 解决方案
精细化工具有批量运行、多生产线、多产品品种等特点,根据GB 51283—2020《精细化工企业工程设计防火标准》“5.8 过程检测及制动控制”之要求,在操作方式上需要现场监控与控制室集中监控相结合。为了能更有效、安全、合理地配置过程监控系统,可优先考虑采用可编程控制器、数据通信网络、一体化触摸屏等产品技术[1]。根据工厂生产的特点及需要,确定需要监控的工艺参数,设置相应的仪表与自动控制系统。
本次改造的自动化加料系统,主要包括加料管路、压缩空气管路、控制系统、现场仪表及阀门等。储罐/原料容器、计量泵、加料流量记录(质量流量计)等均属原有设备。
设置一套小型可编程逻辑控制系统(PLC)及配套一体化触摸屏(HMI 人机界面),称重区域设置现场防爆操作箱、称重仪表和自动阀(灌装阀,管道上安装)等。
PLC 称重控制系统主机安装在现场安全区(现场控制室),现场的防爆称重仪表通过Profibus-DP 通讯方式将称重数据实时发送给安全区的PLC 控制器。操作人员通过控制室的人机界面,通过菜单式操作设定灌装配方和批次灌装的目标量,当称重值达到目标量时,系统停止灌装。并能通过现场的指示灯告知操作人员,灌装完成。称重控制系统也可经由以太网通讯协议与厂区的主PLC 进行通讯,接收主PLC 的加料要求。根据获取称重数据的反馈信号,通过灌装阀实现加料的闭环控制。相关加料系统的控制框图见图1。
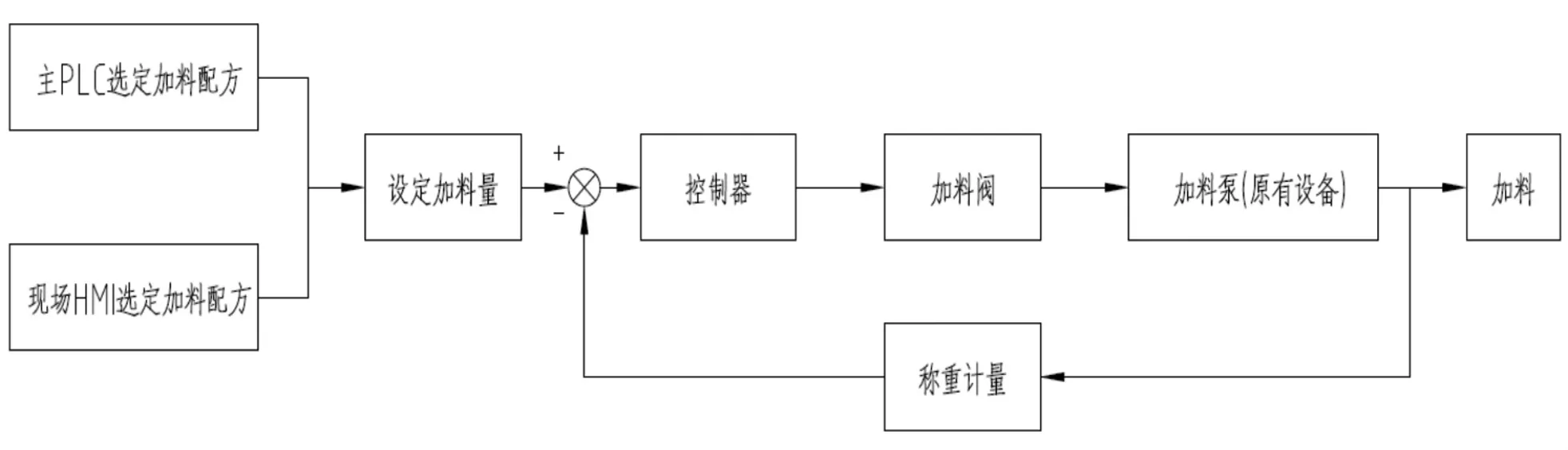
图1 加料系统的控制框图
通过控制系统判断尾料状态,在尾料加料过程中,调节加料阀开度,使加料量按一定比率,由正常加料设定值逐渐减少至零加料,确保尾料阶段加料的均匀度。
控制主机接受阀门开度、加料泵的状态反馈,当出现故障状态时,停止加料并现场报警。
现场设备均采用防爆设计,满足ExIIBT4 防爆等级要求。
3.1 控制系统概述
称重控制系统主机安装在安全区,采用威图标准机柜。控制柜由电源装置、断路器、PLC、接线端子排、继电器等组成,是整个控制系统的核心部件。
PLC 选用西门子SIMATIC S7-1200 系列。该系列PLC 是西门子公司新一代产品,属于面向简单而高精确度自动化任务的PLC。具有模块化、结构紧凑、功能全面、高可靠性等特点,适用于多种应用场合。此PLC 同时具有集成PROFINET 接口、强大的集成工艺功能和灵活的可扩展性等特点,为各种工艺任务提供了简单通讯和有效的解决方案,尤其满足多种应用中完全不同的自动化需要。
PLC 采用Profibus-DP 通讯方式与称重仪表进行通讯,使PLC 可以实时检测当前称重数据,并在人机界面上进行显示。在启动灌装后,PLC 可以实时将当前称重值与设定目标值进行比较,当重量达到设定值时,灌装结束,关闭灌装阀门,灌装完成,指示灯亮。
现场称重设备主要由现场防爆操作箱(带含操作面板的称重控制器)、就地称重传感器、防爆指示灯、原料管道上安装的自动阀等组成。
称重控制器安装在防爆箱内,控制器自带操作面板,支持对称重仪表进行操作。防爆指示灯共2 只,分别标注为“工作”和“完成”,在防爆箱外侧挂墙安装,用于指示当前的灌装状态。当启动灌装流程后,在灌装进行中时,“工作”指示灯闪烁。当灌装重量接近目标量时,该指示灯变为常亮,提示操作人员灌装即将结束。当灌装重量到达目标值时,“工作”指示灯灭,“完成”指示灯常亮。当操作人员将钢瓶从秤台移离后,“完成”指示灯灭。
控制系统在灌装时支持净重式灌装和毛重式灌装两种灌装模式。用户可以根据需要通过人机界面设定。
3.2 控制系统原理图
根据3.1 的设计,相关控制系统原理图见图2。

图2 控制系统原理图
控制系统包括:(1)生产过程监控;(2)配方管理(包括配方参数的管理、查询、保存和修改等);(3)与主PLC 控制系统的接口。
称重系统主画面显示了加料系统的运行状态。系统画面通过各模块的颜色变化来表示。画面包括对存储装置、输送装置、输送管路、接收装置及配套电气元件、仪表及阀门的示意。传输泵及阀门的开关及故障通过不同颜色加以区分。加料管路也同样经由颜色变化显示是否进行物料输送。加料状态信息、设定值、实际加料量、累积加料量等通过参数在画面进行显示。并在画面提供了系统归零、料筒清洗等操作功能模块,选择不同的模块可进入不同的功能区。
在配方和参数设置界面,提供了不同原料来源(储罐/料筒等)、加料方式选择(单阀/双阀)及其他参数设定等;并包括PID 控制器参数调节,显示控制系统曲线,对上下限、控制值、手动/自动模式切换等进行显示和控制。
在设备状态页面对加料系统的参数及故障报警等信息进行显示。
综上所述,本系统具有操作方便、结构简单,可实时跟踪调节,保证按不同配方、不同比例精确添加,有效避免了原生产过程中的人为误差,较好地满足了业主的改造需求,获得了业主的认可及好评。
4 结语
化工生产过程中,加料是必不可少的工艺环节。需充分考虑业主实际生产需求,结合国家规范及地方标准,从物料输送、配方选择、出料控制、故障报警、信息传输等方面进行合理合规的设计,提高生产的自动化水准,避免人工误差,从而为企业的生产打下坚实基础。
