离子交换与反渗透法生产纯水工艺比较
2021-05-08周镝
周 镝
(吉恩镍业,吉林 磐石 132311)
由于水处理设备的工艺是根据不同的入水水质和出水要求而设计的,因此针对不同的原水水质特点而设计水处理方案才是最经济有效的方案,同时也是出水水质长期稳定达到要求的保证。
离子交换法除盐是传统的除盐工艺[1],一直被认为是唯一稳定可靠的高纯水生产技术,该技术利用阴、阳离子交换树脂吸附水中的阴、阳离子,释放出氢离子(H+)和氢氧根(OH-),二者进行中和达到除盐的目的,失效后分别用盐酸和液碱再生,因此完成除盐过程需要消耗盐酸和液碱。
反渗透除盐是新兴技术,一种膜分离工艺,在渗透现象的基础上,在含盐水一侧施压将水中离子分离的技术,反渗透膜可以阻止分子量较大的有机物分子和溶解的无机盐分子通过,其分离过程消耗的是动力(电能)。下面从工艺流程、工艺特点和运行成本等对两种除盐方法做比较。
1 工艺流程
1.1 40 t/h离子交换法除盐工艺流程
多介质过滤器(Φ2 400 mm×2台)→阳离子交换器→除CO2塔→中间水箱→中间水泵→阴离子交换器→混合离子交换器→除盐水箱→除盐水泵→去工艺用水点。
1.2 反渗透工艺流程
预处理→一级反渗透→二级反渗透→纯水箱→纯水泵→紫外线杀菌→用水点。
2 工艺特点
2.1 进水要求对比
离子交换设备的进水要求较低,一般要求浊度FTU <5,水温<4 0 ℃,游离氯<0.1 m g/L,铁<0.3 m g/L,COD <3 mg/L;
反渗透则要求较高,要求污染指数SDI<3,水温5~35 ℃,游离氯<0.1 mg/L,铁<0.05 mg/L,COD <1.5 mg/L。
2.2 工艺设备
如上所述,离子交换法对进水要求较低,反渗透对进水要求比离子交换要求高,其系统对水中胶体、悬浮物等杂质非常敏感,根据本地区原水情况,在我厂使用本系统,需要在预处理系统前增设沉降或者板矿过滤系统,反渗透浓水比例大,所以同样产水量,进水量比离子交换多(25%废水)所以过滤器的直径比离子交换的要大一些。
2.3 产水水质对比
离子交换除盐率能达到99.99%,我厂除盐水出水指标为电导≤0.2 μS/cm,SiO2≤20 μg/L,硬度 ≈0,Na+≤20 μg/ L,pH值为6.5~8。
反渗透除盐率≥97%(由于反渗透装置除盐率达不到锅炉要求[2],其后也要设置混合离子交换器,进一步除盐处理,再生也需要酸碱)。

表1 原水水质统计数据
2.4 负荷的适应性
我厂离子交换工艺采用固定床模式,交换器设计运行产除盐水为40 t/h特殊情况下60 t/h仍可保证除盐水合格,即离子交换法具有设计值1.5倍以上的负荷能力。
反渗透的负荷通过提高进水压力实现,但超过设计值时往往不能保证水质合格。即反渗透法基本没有超设计负荷运行的能力。
2.5 操作和维护
离子交换树脂需再生,造成操作比较频繁,这也是离子交换法除盐的一个显著缺点,阀门数量多,实现自动化运行比较困难。离子交换树脂最重要的发展是能生产均粒树脂。均一尺寸的树脂颗粒确保紧密的六边形堆积,这使较小的树脂颗粒也能确保紧密的六边形堆积,这使较小的树脂颗粒也能保持相对较低的压降。羧酸型弱酸阳树脂再生效率高,再生时酸的利用率达到了95%。样报的均粒树脂已经做成分层床,从而降低了设备投资成本,提高了再生剂的使用效率,并且使设备的操作更加容易。
反渗透操作简单,实现自动化运行程序较高。反渗透工艺在实际应用中会产生膜的结垢和污堵问题,会增加化学药品的使用量,减少膜的运行寿命,增加设备的操作和维护成本。
在维护上离子交换器具有较明显的优势,故障率低,维护简单,反渗透法一旦出现故障,如膜损坏等,通常需要专业人员进行。
3 运行成本
离子交换法除盐需要用酸、碱进行再生,由此产生的废酸、碱量较大,这是离子交换发除盐水系统最大的诟病。
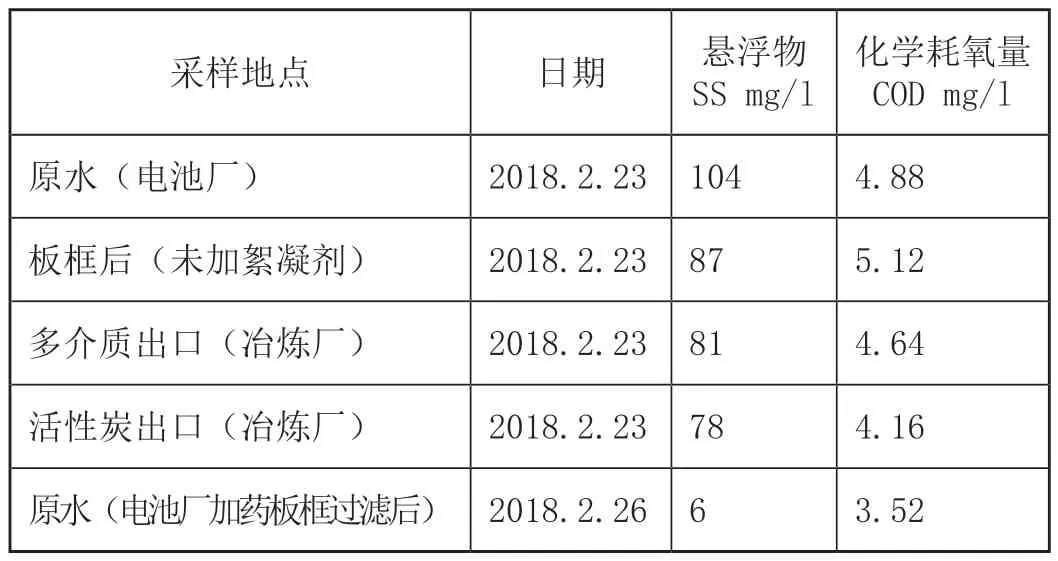
表2 亚融科技电池厂经加药板框过滤采样数据
2020年我厂40 t/h离子交换系统生产除盐水227 124 t。
a:全年除盐水约耗酸523 t,总酸耗成本23.5万元(450 元/t×523 t);
b:全年除盐水约耗液碱572 t,总碱耗成本40万元(700 元/t×572 t)
d:年树脂补充费用约4.8万元;
小计为68.3元。
反渗透水处理系统除盐率达不到我厂锅炉用水要求,其后安装EDI系统成本过高,如后设置混合离子交换器也需要酸碱再生,同时正常维护系统运行要使用阻垢剂和杀菌灭藻剂。按我厂用水量需要增60 t反渗透系统需膜72 支,每支4 000 元计需28.8 元,清洗费用每内清洗一次3 000 元左右,脱离清洗500元/支×72支,计3.6 万元。小计为32.4 万元。
针对原水水质恶化时絮状物增加,浊度增大,悬浮物增多,建议增建絮凝剂加药系统及板框过滤系统(亚融科技电池厂有成功案例)。
从表1、表2可以看出,电池厂原水加絮凝剂板框过滤后,悬浮物SS由104 mg/l下降至6 mg/l,去除率为94.2%,效果明显。而原水不加药经 板框、多介质或活性炭过滤后,悬浮物去除少,去除率分别为:板框16%,多介质22%,活性炭3%。
4 结论
针对原水恶化时,冶炼厂化学水处理站再生周期缩短,生产能力下降,不能满足余热锅炉用除盐水量,造成澳炉降低加料量,影响高冰镍产量的实际困难,对离子交换与反渗透生产纯水工艺进行了比较,得出以下结论:一是增加原水预处理系统。针对原水水质恶化时絮状物增加,浊度增大,悬浮物增多,可增建絮凝剂加药系统及板框过滤(或纤维束过滤)系统。二是增建除盐水处理系统。针对化学水处理站生产能力较设计时缺少精矿干燥13.04 t/h生产回水量和保温炉余热锅炉用水量1 t/h,且因冬季生产锅炉排污量较设计值增大2 t/h,可增建40 t/h化学水处理站,以保证因精矿成分变化所需要提高的澳炉加料量。