燃气PE管焊接质量控制与数据采集系统方案设计
2021-05-07苏州燃气集团燃气工程有限公司
苏州燃气集团燃气工程有限公司 陈 前
聚乙烯PE管以其耐腐蚀、延展性好、施工方便等显著优势,在城市燃气管网建设中被大规模应用。但是由于PE管焊缝的无损检测技术尚未完全成熟,因此施工过程中对影响焊接质量的数据进行实时采集、动态分析、过程控制和压力试验,是保证PE管焊接质量的有效手段。对焊缝位置进行精确测绘定位,是促进PE燃气管网智慧管理的重要途径。
1 方案设计背景
1.1 影响PE管焊缝运营的主要数据
影响PE管安全运营的质量数据主要有焊工和焊机信息;材料管径、材质等级、外径壁厚比(SDR)、熔体质量流动速率(MFR)、生产日期;焊接时的压力、温度、时间;强度和气密性试验压力、时间和结果。位置数据有:焊缝位置坐标、高程。
1.2 PE管焊缝数据管理易出现的问题
开工前,施工单位应按要求进行开工报验,对人、材、机等进行报审。施工中,应对焊接质量执行工序自检和报验。竣工后,竣工资料应收集焊工证书、焊机校验报告、材料质量证明文件、焊接数据、试压记录等数据,以及专业测绘单位的测绘定位成果。
但城市燃气工程具有量多、地点分散、差异性大、施工时间灵活多变等特点,各参与方的人员素质、能力和管理投入力度也有差异,难以进行全程跟踪旁站,质量管理容易存在盲区。竣工资料很多也不是真实的过程记录,缺乏真实性和可追溯性,影响管网的安全运营。细化对施工过程的数据采集和过程控制,是保障城市燃气PE管网安全运营的重要途径。
2 方案基本原理和功能
本方案利用移动通信技术、蓝牙等长距离和短距离的通信技术将燃气PE管网施工中焊接、测绘及试压设备进行互联互通;通过图像识别,扫码采集记录施工数据;数据上传云端服务器进行存储计算,以及与各终端进行数据交互。方案原理和功能如图1所示。

图1 方案原理和功能示意
在Web端,工程管理部门扫描证书,采集焊工指纹,向服务器录入焊工和焊机信息并对项目统一编码。材料部门扫描质量证明文件,录入材料信息。
在焊机控制模块,通过无线网络和云端服务器进行双向数据对接,本地存储焊工和材料信息。开机后通过蓝牙采集焊机信息,并进行环境温度和设备状态监控。通过对焊接数据实时分析,及时发现不合格焊缝。生成二维码,记载合格焊缝信息。工程管理人员通过手机APP可调阅和审批各类数据。
通过测绘GNSS终端的手持设备扫描并识别焊缝二维码,将测绘数据与焊缝编号绑定上传,生成焊缝分布图、埋深断面图。采集压力记录仪记录的瞬时压力,通过变化曲线判断试压结果,验证焊缝的可靠性。
3 方案选用相关技术
3.1 移动通信技术
相比 4G,第五代移动通信技术(5G)数据流量会增长1000倍,联网的终端设备数量会扩大100倍,达到600~1100亿台,峰值速率可达10 Gbit/s[1],网络延迟低于1 ms[2]。数据传输和响应速度更快,数据流量和容量也更大,为物联网发展提供了强有力的通信支持。可快速实现设备间的互联互通,以及数据的云端存储计算。
3.2 蓝牙通信技术
蓝牙技术方便快捷、灵活安全、低功耗、低成本,能穿透阻碍物,无方向限制,支持点对多点的连接传输。这是小范围内无线连接的主流技术之一,目前已经发展至5.0版本。蓝牙4.0支持1 Mb/s数据传播速率下的超短数据包,在高速模式下,可实现最高达24 Mbps传输速度[3];还具备3 ms低延时,100 m以上长距离等优点[4]。完全可满足施工现场设备间的短距离数据交互。
3.3 指纹识别和二维码技术
每个人的指纹纹路在图案、断点和交叉点上各不相同,呈唯一性且终生不变[5]。指纹识别设备外形小巧,可以集成在其他设备上,操作过程非常方便快捷。通过现场采集和核对指纹,可立即识别焊工信息,防止非合格焊工焊接。
二维码技术的信息容量巨大,是非常方便的信息处理技术,可表示的数据类型也非常广泛。还具有强大的容错纠错功能,因穿孔、污损等局部损坏时,照样可以识读,损毁面积达50%仍可恢复信息。译码可靠性高,误码率不超过千万分之一[6]。条码符号形状、尺寸大小比例可变。成本低,易制作,持久耐用。非常适用于情况复杂的施工现场,可省去复杂的人工数据处理工作量,提高效率。
3.4 定位测绘技术
北斗系统采用三频信号服务,定位的可靠性和抗干扰能力相对更强,并且国内的信号强,覆盖面广。RTK(Real-time kinematic,实时动态)载波相位差分技术是基于载波相位观测值的实时动态定位技术,能够实时地提供测站点在指定坐标系中的三维定位结果,精度非常高,已经达厘米级。北斗RTK已广泛应用于工程测绘,平面误差仅1.6 cm,高程误差仅4 cm[7],完全可以满足对施工现场PE焊缝的精确定位。
4 硬件系统方案
首先是数据服务器。租用云端服务器进行数据的计算和储存,可实现快速部署。其优点是建设周期短,成本大大降低;而且能有效防护DDoS攻击和阻止 ARP攻击,数据安全性非常高;同时也有利于数据的弹性计算,后续的扩容非常方便。
其次是焊机控制模块。这是施工现场控制焊机、输入和采集数据、实行数据存储和交互的重要设备。应有可视化界面和语音输入功能,具备WiFi、4G/5G、蓝牙 4.0以上的通信功能,并且可进行指纹识别和图像扫描。采用具备上述功能的I3(2.6GHz)以上处理器、8GB以上内存的平板电脑(PAD)即可满足需求,可以节省设计开发成本,缩短建设周期。
焊机可与设备厂家进行协商定制通用协议,支持蓝牙4.0以上的蓝牙控制、查询功能即可。手持式二维码喷码枪需配置蓝牙 4.0以上通信控制功能;压力记录仪应防水防尘,可记录介质温度,精度在0.2级以上且支持蓝牙4.0以上或4G/5G移动通信功能,并支持通用协议;如果自带管理软件,应开放接口,以便采集和分析数据,判断试压结果;测绘手持设备需具备扫码功能并开放二维码接口,可与设备厂家协商定制焊口编码规则。
5 软件系统设计
5.1 系统架构
本方案设计的燃气PE管焊接控制和数据采集系统采用Browser/Server架构,利用Web浏览器实现数据展示和人机交互,操作方便快捷。焊机控制模块(PAD端)和手机工程管理模块设计采用基于Android系统的 APP,采用边缘计算模块,降低了数据处理可能遇到的网络延时问题,提高实时计算能力;方便施工现场进行快速的数据采集和录入等处理;方便及时进行数据交互。
(1)数据库采用分布式数据库Spark SQL,可整合和分析不同来源的数据。兼容性强,计算效率高,可动态扩充;数据读取方便,解析容易,系统流畅。
(2)开发工具采用Delphi语言开发业务系统(边缘计算架构),以图形用户界面为开发环境,可视化的编程环境,编程过程非常方便快捷高效。服务器开发工具采用Eclipse平台,是基于Java语言的可扩展集成开发平台。采用Power Designer设计数据库模块,可直观地进行数据库建模和分析设计,实现业务和信息技术的结合,可以保证数据库的高效快捷生成。采用Java和Tomcat开发服务端和后台管理端(J2EE架构),简单易用,信息延续性、可扩展性都比较好,是主流的开发环境。
5.2 模块设计
由于城市燃气公司的工程和材料管理往往分属不同部门,所以应考虑将Web端的工程管理和材料管理的模块分开设计,同时设计各自的后台管理功能。
工程管理APP的主要功能是数据传输、调阅和审批。焊机控制模块主要功能是数据采集、处理、存储、交互。工程管理和焊机控制模块各自的侧重点不同,且开发和应用环境也不同,也应进行分开设计。
定位测绘、压力记录仪的数据,可以直接使用设备厂家的程序,但应做好数据的对接。
5.3 数据交互处理
数据交互处理流程见图2。

图2 数据交互
各个web端和APP端设置登录权限。信息录入应可以按权限进行修改和更新,同时还可将对应的图片上传和参数绑定保存。所上传信息可以产生数据报表,设置查询功能,以备信息查询修改。常用参数尽量采用数据字典,选择即可输入。预留端口以备系统的后续扩充完善。数据需要修改的,应通过工程管理端授权才可以,以保证数据的严谨。数据处理流程见图3。
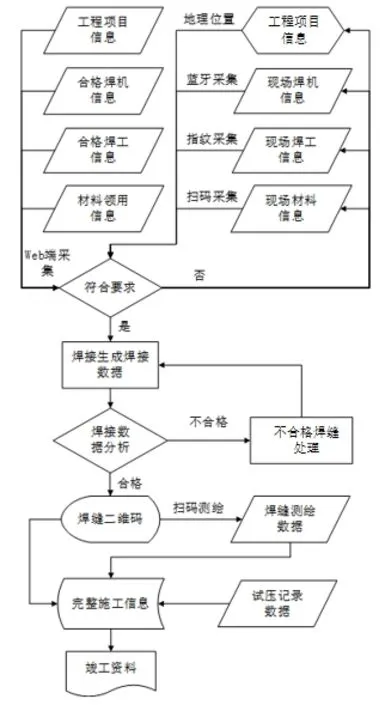
图3 数据处理流程
(1)项目管理模块应录入项目名称、编号、管理人员等需和焊缝绑定的数据。竣工后,可对项目数据冻结,减少终端的显示数量。
(2)焊工和焊机模块可进行定期集中审核录入。焊工模块采集焊工证号、姓名、焊接方法、焊接范围、有效期、指纹等信息存入数据库。连续6个月未采集到焊接信息的焊工自动冻结,需重新审核录入。每名焊工指纹采集不少于2个。焊机模块采集焊机编号、品牌、型号、焊接范围和年检有效期等信息。
(3)材料模块应接入扫码设备,可直接扫描材料出厂的追溯二维码。沿用厂家的编码规则,录入材料的批号、数量、管径规格、材质等级、外径壁厚比、熔体质量流动速率,电熔焊接时间、生产日期等信息。在施工单位领料时,通过和发料系统对接,自动关联所发材料的使用项目、批号和数量。
(4)资料模块可以调阅所有数据。压力试验前,需在生成的焊缝位置分布图上圈出试压管段,以便对采集的压力数据进行绑定。资料人员可对数据审核,确认无误后生成竣工资料需要的格式,下载打印。
此外,系统设置端口采集GNSS设备的手持设备数据,以实现和焊接数据绑定。工程管理APP端也可以按项目查阅各类数据,并可通过蓝牙模块采集压力记录仪记录的试压时间、介质温度、介质压力等数据,手动关联到试压管段后上传至云端服务器。系统根据记录的压力和介质温度,利用气体状态方程修正成标准状况下的修正压力,再生成以时间为坐标的曲线。APP可以调阅并判断结果。
6 结语
本文通过对移动通信、图像识别和互联网技术在PE管焊接中的应用研究,建立了工程设备的物联网模型,实现对PE管焊接数据的实时采集和对焊接质量的过程动态控制。利用卫星导航系统和RTK技术对焊缝位置进行精确定位,可有效解决PE管埋地位置难以探测的问题。通过采集和分析压力试验数据,控制试压过程,验证焊缝的可靠性。可追溯性的数据有力保证了PE管的施工质量,保证竣工资料的真实性。实现城市燃气管网智能化管理的重要支撑。
