基于生产大数据的HRB400E钢筋屈服强度波动调控
2021-05-07戚桓刘志敏李维娟庞启航郭菁宋睿鑫吴灿
戚桓,刘志敏,李维娟,庞启航,郭菁,宋睿鑫,吴灿
(辽宁科技大学材料与冶金学院,辽宁鞍山114051)
HRB400E钢筋即屈服强度大于400 MPa的热轧带肋钢筋(Hot-rolled ribbed bar),作为钢筋混凝土结构的重要组成部分对建筑物起支撑作用,广泛应用于各类建筑,市场份额逐年提高[1]。根据GB1499.2-2007标准,抗震钢筋HRB400E除了需要满足屈服强度大于400 MPa之外,其抗拉强度实测值与屈服强度实测值比值要大于1.25,且在最大应力下,其总伸长率大于9%[2]。某厂将该型号钢筋屈服强度最低指标规定为410 MPa,但检测后实际屈服强度值的波动较大,波动范围在±35 MPa,个别批次产品无法达到供货标准。因此,为减少废品率,在实际生产中需要适当提高产品的目标屈服强度值。目前,工厂通常利用降低上冷床温度来提高其屈服强度,但由此也会加速轧辊的磨损,增加检修和维护的成本。
由于钢厂实际生产环境的复杂性,导致钢筋屈服强度的影响因素众多,很难在短时间内精准定位找到关键影响因素,这将无法形成及时反馈,即无法实现量化调控。而传统材料学的理论分析和实验研究[3-4]不适用于影响因素众多的实际生产情况,也很难量化解析众多生产参数的耦合作用影响。另外,现有将统计学模型应用于工业生产数据分析的研究多采用“主成分分析法”,对有限工艺参数和有限生产数据拟合结果较好,而对于几万组大数据和现场多因素的拟合难以实现[5-7]。
因此,为了构建生产参数与产品实际屈服强度相对应的函数关系,本文基于现场生产的大数据,采用SPSS(Statistical product and service solutions)软件,结合材料分析方法,对影响该厂Φ14 mm HRB400E型热轧带肋钢筋屈服强度的生产工艺参数进行数据分析,以确定关键影响因素,最终改善该产品屈服强度的波动,为改善复杂生产条件下产品性能波动提供研究方法。
1 数据采集与处理
1.1 工艺流程及参数
该厂所产钢筋成分以含钒低合金钢为主,主要成分:C、P、S、Si、Mn、V,微量合金元素为:Ca、Cu、Ti、Al、Cr、Ni、Nb,Als。
棒材生产工艺流程如图1所示。生产线采用步进式加热炉,连铸坯冷热交替放置,出炉温度为(1 000±30)℃,19机架连轧,轧制过程以空冷温降为主,经初轧、中轧、精轧三个环节,上冷床温度为900~950℃。

图1 工艺流程图Fig.1 Process flow chart
主要生产工艺参数:加热段1温度、加热段2温度、均热段温度、出炉温度、6#轧后温度、预穿水后温度、上冷床温度、D1水箱开度、D1水箱流量、D1水箱压力、D2水箱开度、D2水箱流量、D2水箱压力、D3水箱开度、D3水箱流量、D3水箱压力、D4水箱开度、D4水箱流量、D4水箱压力、18冷却水压力、19冷却水压力。
针对生产线的实际情况,统计5月份和7月份全部生产数据和成分数据进行处理与分析,并针对分析结果对关键因素进行控制,从而减小生产因素带来的屈服强度波动,降低生产成本,提高生产效率。
1.2 数据统计与D-W检验
生产参数必然对产品性能产生影响,因此各自变量均为因变量,将数据代入德宾-沃森(Durbin-Watson,D-W)模型进行检验,构造统计量

式中:et为第t期的残差。
对其一阶自相关性进行检验,得到5月份和7月份生产数据D-W模型摘要如表1所示。R为复相关系数,R2为决定系数,用于反映模型的解释度,或反映模型的预测性,5月份和7月份数据的R2都为0.427,表明所选取的因素能够反映屈服强度42.7%的变异。D-W模型检验是回归分析的独立性检验,DW的取值一般在0~4之间,且在1.6~2.2之间数据间相互独立。5月份和7月份的DW值为符合线性回归独立性条件。
表2为模型统计检验结果,采用的是方差分析法。F分别等于6.922、7.946,P=0.000<0.05,因此构建的回归模型具有统计学意义。

表1 德宾-沃森模型摘要Tab.1 Summary of D-W model

表2 方差分析Tab.2 Analysisof variance
2 结果分析
2.1 显微组织分析
利用ZEISS Axio Observer 3 materials显微镜进行金相组织观察。选取实际屈服强度和目标屈服强度差值较大的产品,观察其显微组织形貌,如图2所示。产品的显微组织均由珠光体+多边形铁素体构成,平均晶粒尺寸为13.5μm,符合国标标准。1号产品屈服强度470 MPa,其珠光体体积分数为50.7%;2号产品屈服强度434 MPa,其珠光体体积分数为43.2%,且珠光体中碳的片层间距更小,同时观察到2号产品的显微组织具有明显的轧制方向。这说明珠光体的体积分数与其屈服强度成正比,即珠光体体积分数越高,其屈服强度越高。
2.2 最小二乘法回归分析
将屈服强度设为因变量,生产参数为自变量,同时在计算中排出试验钢成分中微合金元素Als等相关性的缺失项,分别求得5月份和7月份数据的D-W模型系数,如表3和表4所示。其中B为模型系数,Beta为回归系数,Beta越大则影响程度越强。其回归标准化残差P-P图和回归标准化残差直方图如图3所示,整体符合正态分布。
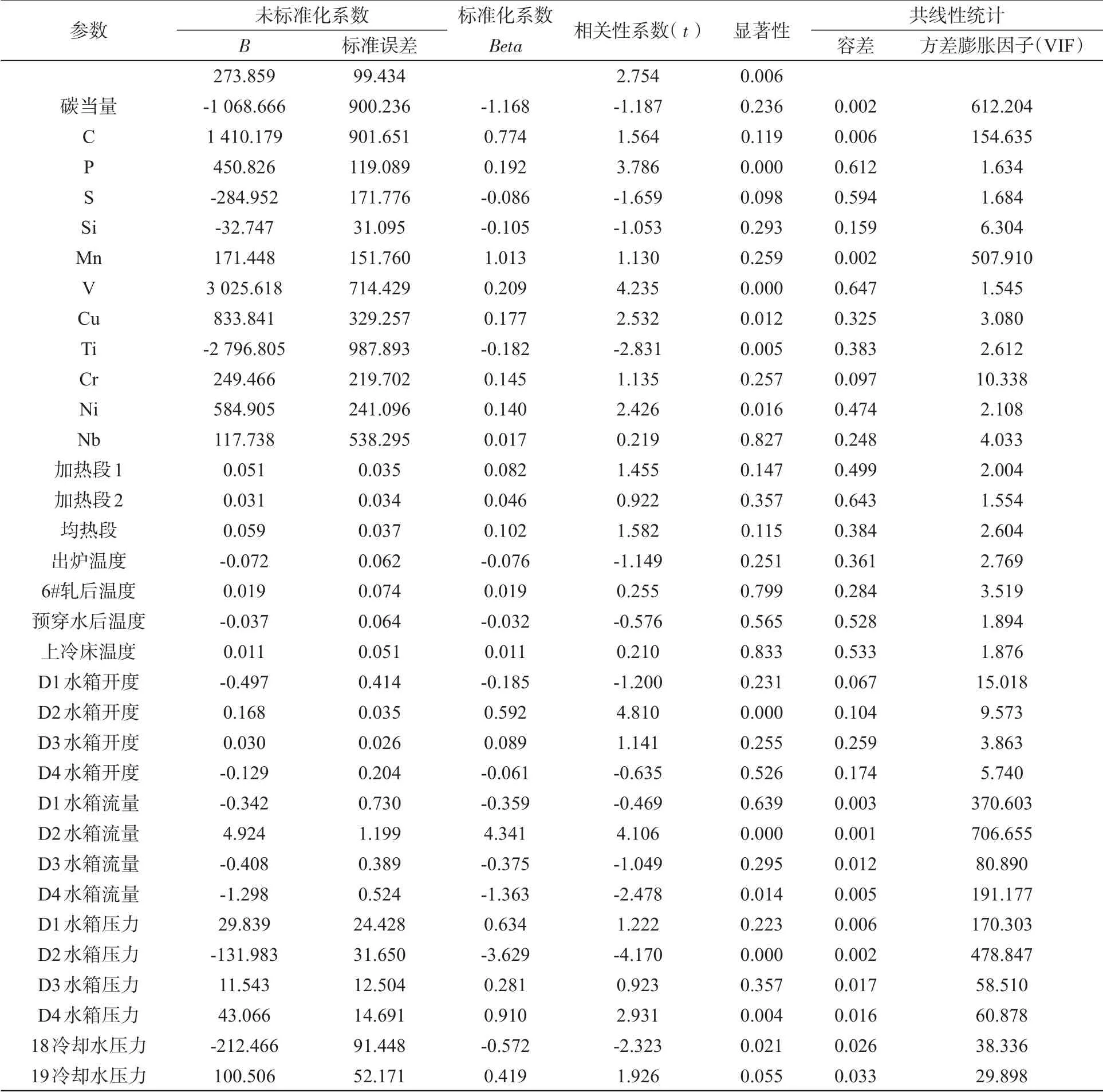
表4 7月份模型系数表Tab.4 Model coefficientsin July
依据模型系数t,5月份实际屈服强度波动相关性因素包括P、S、Si、V、Ca、Ti、D4水箱开度、D2水箱流量、D4水箱压力、18冷却水压力,因此,其回归方程模型为:Y=365.622+2.574P-2.218S+2.573Si+4.350V-2.329Ca-4.448Ti-3.656×D4水箱开度-2.217×D2水箱流量+0.272×D4水箱压力-1.884×18#冷却水压力;七月实际屈服强度波动相关性因素包括P、V、Cu、Ti、Ni、D2水箱开度、D2水箱流量、D4水箱流量、D2水箱压力、D4水箱压力、18冷却水压力,回归方程模型为:Y=273.859+0.192P+0.209V+0.177Cu-0.182Ti+0.140Ni+0.592×D2水箱开度+4.341×D2水箱流量-1.363×D4水箱流量-3.629×D2水箱压力-0.910×D4水箱压力-0.572×18#冷却水压力。
结合屈服强度的波动可以发现,5月份实际屈服强度极差61 MPa,方差86.64;7月份实际屈服强度极差66 MPa,方差86.98,这两个月数据都有较大的极差。其显著性表明,对于HRB400E钢筋,成分波动对屈服强度的影响超过生产工艺波动的影响,这与文献[8]的研究结果一致。因此,在后续生产中首先控制成分相对稳定,特别是P、S、Ti等元素,同时从轧制工艺上调整D2、D4、D18水箱参数控制轧材实际屈服强度[9-10]。

图3 回归标准化残差图Fig.3 Regression normalized residuals
2.3 关键生产参数调控与验证
工艺参数调整后,将9月份的生产数据带入D-W模型,结果如表5所示。数据相互独立检验结果如表6所示。P=0.009<0.05,说明构建的回归模型具有统计学意义。

表5 数据德宾-沃森模型摘要Tab.5 Summary of D-W model

表6 数据方差分析Tab.6 Analysisof datavariance
经过最小二乘法回归分析得到9月份数据模型系数,如表7所示。计算中排除相关性缺失项Ceq、D2水箱流量和D4水箱流量。回归标准化残差P-P图、回归标准化残差直方图如图4所示。
9月份实际屈服强度极差34.67 MPa,方差76.15,明显优于5月份和7月份数据,然而模型显著性为0.009,数据的线性拟合度不及5月份和7月份,但仍符合一阶相关性。这主要是由于经对关键生产工艺的控制,9月份实际屈服强度波动小,即各自变量与因变量的线性递增或递减关系减弱。各元素成分方差值较小,证明成分波动已基本消除,各水箱开口度方差值较为相近,且比原生产数据减小1~2个数量级,因此证明了D-W检验及最小二乘法回归分析可以在一定程度上反映实际生产中各工艺参数与屈服强度目标值之间的相关度。

表7 9月份模型系数表Tab.7 Model coefficientsin September

图4 9月份数据回归标准化残差图Fig.4 Regression normalized residuals in September
3 结论
(1)HRB400E钢筋的显微组织中珠光体体积分数,以及珠光体组织中的碳化物片层间距会影响其屈服强度,增加钢中珠光体体积分数将有利于提高其屈服强度。
(2)最小二乘法回归分析表明,HRB400E钢筋生产中成分波动影响大于工艺参数波动的影响,因此需要从炼钢环节开始加以控制使其保持稳定,生产参数中水箱压力、上冷床温度为关键影响因素。
(3)工艺参数的标准化系数会根据实际生产情况有所变化,但部分关键影响因素保持不变,说明最小二乘法回归分析可用于精准定位HRB400E钢筋的关键生产参数,对相关性较大的工艺参数加以控制,优化后实际生产效果表明该方法可行且有效。
