精炼机组安装施工技术
2021-05-06刘中培
刘中培
中国化学工程第十一建设有限公司 河南开封 475002
中国化学工程第十一建设有限公司(以下简称十一化建)承接新疆天泰纤维有限公司纺练车间精炼机组和烘干机机组施工安装任务。精炼机设备用于清除切断后的粘胶短纤维中所夹杂的硫酸、硫酸钠、硫酸锌等杂质,并对纤维进行水洗、脱硫、漂白和上油,以使纤维具有一定的白度和良好的可纺性。H1511A- 360 型精炼机的机器产品型号为H1511A 型,工作面宽度(丝束在精炼网上的工作面)为3600mm。精炼机机器外形尺寸56652mm×6000mm×3680mm,其中机架中心宽4400mm,车头至车位长度约60000mm。H1511A- 360型精炼机共分两段,即精炼段和上油段,其中精炼段分15 个工艺区(一水洗、脱硫、二水洗、漂白、三水洗、四水洗等),上油段分3 个工艺区(上油、压轧等)。精炼机零部件多,安装精度高,单件零部件重量重,室内作业施工难度大。为了降低劳动强度、提高劳动效率,满足精炼机安装精度需要,特采用一系列新工艺技术,以实现高标准、高精度、高技术、低成本、高效益精炼机机组施工。
1 中心基准线、十字线法确定精炼机组纵向和横向中心
精找精炼机生产线的中心基准线、十字线是施工精炼机的一项重要的核心工艺技术,对于精找精炼机机架立柱的基础底板、机架、零部件、组合件的基准施工技术,都是非常关键的技术环节。可以说,中心基准线、十字线的精度是整个机组安装精度的前提和必要条件。
1.1 精炼机车头、车位确定中心基准点
(1)精炼机位于纺练车间,即纺练二层。施工精炼机之前,精炼机车间地坪的耐酸砖已经施工完毕,并已清扫场地,为绘制中心基准线做好准备。
(2)精炼机组长60m,机架横向中心宽4.4m。施工精炼机机组首先要精找精炼机生产线的机组中心基准线,在车头、车尾位置找准中心点。机组两段的中心基准点由车间框架构造柱中心通过DS- 05 高精度水准仪引出。
(3)引出的中心基准点,采用油漆笔做好中心点的标记。并在此标记上做好锚点,通过0.5mm 细钢丝牵拉绷紧,精找出精炼机机组的中心线。
1.2 绘制中心基准线、十字线确定机组纵向和横向中心
(1)通过两点形成一条直线原理,精找机组两段中心点;通过牵拉绷紧直线法,实现实物中心线;由实物中心线通过油漆笔每间隔一个区段描绘出一个点;然后通过绷墨线法,把实物中心线引致地坪耐酸砖上,形成机组的中心基准线。
(2)由中心基准线和每个区段引出的横向中心点,通过垂直交叉法,精找出中心基准线两侧的机架横向立柱中心;再根据两点成一条直线原理,通过绷墨线法引出地坪耐酸砖上横向中心基准线;每个区段的每个立柱描绘一个横向中心线,即形成了中心基准线、十字线。
2 吊装架的设计与制作
精炼机机组到货为散件,包装箱共150 多个,部分零部件(大轧辊)单重约3t,单线整机重212t。施工作业环境是室内作业。考虑精炼机机组的散件组装,针对作业环境特点,特设计一套大跨度移动式单梁门型吊装架(以下简称吊装架),以解决精炼机散件室内组装技术难题。设计装配图见图1。
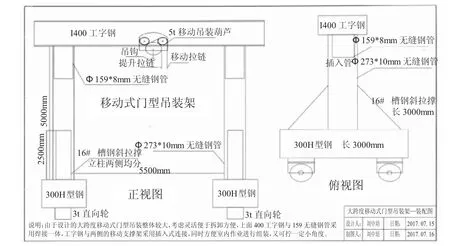
图1 吊装架设计图纸
精炼机施工前,施工承包组严格按照装配图的要求选用材料制作吊装架,确保吊装架的吊装能力达到5t。要求单梁上吊装手拉葫芦具备移动功能,确保单梁吊装方位灵活,手拉葫芦起重吊装能力为5t。
制作完成后,针对吊装架做整体移动实验,对手拉葫芦在单梁上进行移动实验,以及吊装5t 能力的静载荷、动载荷实验,以确保设计的吊装架满足设计功能。经过实验证明,吊装架的各项功能良好,可满足精炼机安装的技术需要。
3 吊装架的实例应用
吊装架主要应用于纺练车间精炼机机组的安装施工作业。具体包括精炼机机架的安装与精找,精炼机各类辊子的安装与精找,精炼机的减速机、电机的安装与精找,精炼机的网架、丝网的安装与精找,精炼机的接液槽、罩壳的安装与精找等。
3.1 精炼机机架立柱的基础底板施工技术
(1)首先验收精炼机机架立柱的基础,根据精炼机安装标高要求,以及精找的基准中心线、十字线验收基础的中心偏移情况。标高与基础中心不满足需要的部分基础要重新施工,以达到安装技术需要。
(2)根据设计图纸要求,精炼机机组立柱基础底板规格为300mm×200mm×16mm,材质为316L,并要达到平整度要求。精炼机立柱的基准底板需要高精度预埋,预埋的基础底板标高整体累计偏差<5mm。为此,采用三角形顶丝法预埋。
(3)基础底板预埋前需要按照设计规格进行加工,同时在预埋前焊接灌浆的固定配置钢筋。配筋焊接完成后,在基础底板两侧分别成等边三角形焊接顶丝螺母,并拧上顶丝,顶丝规格:M12mm×60mm。
(4)通过三角顶丝法调整基础底板标高,同时采用高精度水准仪测量需要预埋的标高数值。通过调整顶丝达到理想标高数值。同时,为了确保预埋底板的水平度,采用条式水平仪精度为0.02mm,以及旋转顶丝法实现水平度,并满足标高要求。操作现场见图2。

图2 三角顶丝法调整基础底板标高
(5)基础底板经过二次复核满足精度与水平要求后,对灌浆进行养护;基础灌浆养护强度满足要求后,拧去顶丝螺杆;灌浆强度满足要求后,清理基础底板上多余的灌浆料浆液,并清洗基础底板表层的浆液;然后用砂纸打磨基础底板表层杂物,以满足精度和焊接基础底板与机架立柱需要。
3.2 精炼机机架安装施工技术
(1)精炼机共分18 个区段,每个区段的工艺介质不同、腐蚀程度不同、材质不同。每个区段机架的编号唯一,根据施工图纸按照区段由精炼机车头至车尾进行编号;编号在精炼机基础上用油漆笔手写。
(2)采用吊装架按照区域分榀立精炼机两侧机架的立柱与上纵梁,并连接区域横梁,形成单个独立精炼机区域。每一榀通过一段横梁连接,使其具备稳定性,可不用人工扶持;人工移动吊装架至另外需连接的横梁;同理,起吊横梁,保持横梁平稳、水平,连接横梁与纵梁,穿入螺栓并稍微锁紧,完成精炼机机架的组装工作。具体操作见图3。

图3 吊装架组装现场图
(3)精炼机组整体长60m,基础底板灌浆,以及仪器人工偏差,精炼机基础底板整体偏差要求在5mm 以内,精炼机机架立柱偏差要求在1mm 以内。因此,需要初步找正每个区域的立柱标高。十一化建通过采用高精度预埋基础底板,发现长60m 的基础底板预埋情况比较理想,整体基础底板偏差3mm,但离精炼机机架立柱标高偏差仍有距离。
(4)厂家制造精炼机机架立柱时,机架立柱底板带加工丝孔,并且立柱底板均设置单头螺栓1—2 个。可根据立柱底板的承重量、立柱底板的纵向长度,设置单顶丝和双顶丝调节标高。具体见图4。

图4 单顶丝和双顶丝调节标高
(5)通过旋转顶丝法高精度调整精炼机每个区域的机架立柱标高,使区域间以及区域相邻间的机架立柱标高偏差在1mm 内。此时的机架标高仍为初步找正,初步找正越接近理想值,后续的精找就越顺利。为了节省时间,要求每个区域在精找机架立柱标高时不超过1mm 数据要求。
(6)精炼机机架的下部立柱、全部横梁、纵梁连接完成后,开始从一段进行精找正。精炼机精找正要求:横梁的中心要与基准中心线重合,偏差不超过1mm;立柱的中心与十字横向的延长线重合,偏差不超过1mm。同时,立柱的垂直度要满足≤1/ 1000,横梁的水平度≤0.3/ 1000,上下纵梁的水平度≤0.5/ 1000。精炼机的机架横梁、纵梁水平度通过0.02mm 的框式水平进行精找正,立柱顶板水平度通过5000mm 刚性大平尺配合框式水平仪进行精找正。单独区域内机架立柱中心对角线偏差≤0.7/ 1000,相邻区域的立柱对角线同样要求≤0.7/ 1000。
3.3 精炼机零部件、组合件安装施工技术
精炼机机组零部件安装,主要采用平面型平板车、双轱辘护板小车和吊装架,主要负责零部件的转运、起吊、高精度安装等。精炼机零部件、组合件安装具体包括:精炼机各类辊子的轴承座、托网辊、接液槽、小轧辊、大轧辊、网架、丝网、减速机和主、辅电机等。以下针对精炼机的小轧辊、大轧辊、网架和丝网的安装做详细论述。
3.3.1 小轧辊和大轧辊安装
(1)精炼机组各类小轧辊子、大轧辊安装采用吊装架与转运辊子的双轱辘护板小车。双轱辘护板小车的护板上面要求衬垫软纸壳或橡胶垫片。吊装架起吊辊子时,采用双葫芦起吊保持辊子安装时水平,吊具采用卡环、吊带等。
(2)小轧辊首先安装下轧辊,下轧辊轴心线的水平偏差要求≤0.3/ 1000,采用水平仪。上轧辊安装前需安装张紧气动液压缸、上轧辊支撑架,要求精炼机两侧的张紧气缸、上轧辊支撑架呈水平状态。杠杆水平状态下,上轧辊上水平面中心水平偏差要求≤0.5/ 1000,采用水平仪。下轧辊的轴心线与全机纵向中心基准线的垂直度偏差≤1mm,采用平行吊线法。相邻两个轧辊的平行度要求≤1mm,采用盒尺或者钢平尺测量。气缸落到底时,上轧辊与丝网的间隙为5~8mm。
(3)大轧辊安装前需安装张紧气动液压缸、大轧辊支撑架,要求精炼机两侧的张紧气缸、大轧辊支撑架水平。下轧辊横向水平偏差要求≤0.3/ 1000,采用水平仪。下轧辊的中心轴线与全机纵向中心基准线的垂直度偏差≤1mm,采用平行吊线法。气缸落到底时,上、下轧辊间隙5~8mm。
精炼机各类辊子的安装是精炼机安装的重点,也是难点,针对辊子的转运、安装特设计双轱辘护板辊子转运车,转运辊子的应用照片见图5。
3.3.2 网架安装
大小轧辊安装完毕后,开始安装丝网网架,要求网架上的导轨条安装无凸台,表面平滑。导轨条上平面与下轧辊上顶面的相对位置不得高于轧辊上顶面。网架摆放完毕后,按照机架位置的螺栓孔进行螺栓连接,并锁紧螺栓。
3.3.3 丝网安装
精炼网(长输送网)和上油网(段输送网)的主动辊、托网辊、转折辊、张紧辊和纠偏辊横向水平度要求≤0.3/ 1000。精炼网(长输送网)和上油网(段输送网)的主动辊、托网辊、转折辊、张紧辊、纠偏辊的中心轴线与全机纵向中心基准线的垂直度要求≤1mm,采用平行吊线法。相邻两辊的平行度要求≤1mm。丝网安装时,切记不可有尖锐性划伤,不可被焊接的电火花击伤;安装完成后,丝网上不可有铁钉类杂物。
4 结束语
实践证明,精炼机机组安装采用的一系列新工艺技术具备操作简单、技术含量高的特点。通过采用新技术,大大降低了施工劳动强度,提高了劳动效率和机械使用效率,节约了人力资源的投入,实现了高标准、高精度、高技术、低成本、高效益施工精炼机机组,产生了一定的经济和社会效益。同时为今后类似工程的施工提供了参考。
