软包锂离子电池电解液保持量对性能影响研究
2021-05-04孙嘉隆孙珊珊宋春冬杜晨树
岳 娟,孙嘉隆,孙珊珊,宋春冬,杜晨树
(1.宁波维科电池有限公司,浙江宁波 315800;2.宁波维科新能源科技有限公司,浙江宁波 315800)
锂离子电池具有循环寿命长、能量密度高、自放电少、无记忆效应等优势,广泛应用于电动车、3C 类电子产品以及储能等领域。随着5G 的普及以及电子产品的更新换代,3C 数码类产品对电池能量密度和循环性能要求越来越高[1]。锂离子电池的主要组成部分包括正负极材料、电解液、隔膜以及壳体等,电解液在其中起到传输锂离子的作用,是决定电池性能高低的关键材料之一[2]。
在以石墨为负极的锂离子电池的生产制备过程中,化成步骤中会在负极生成一层固体电解质界面(SEI)膜,SEI 膜的生成会消耗一定量电解液,并且SEI 膜的生成受电解液种类、添加剂以及电解液用量的影响。负极表面的SEI 膜隔绝了负极的电子传递,但是允许Li+在其中自由穿梭,它能保证负极的稳定性,抑制各类副反应,对电池性能发挥有较大的影响[3-4]。目前已有较多的研究集中在不同正负极体系的锂离子电池采用不同的电解液体系以及不同种类电解液添加剂方面[5-6]。而关于电解液注入量对电池性能影响的研究较少。
锂离子电池电解液注入量直接关系电池性能的高低。当电池的电解液注入量过高时,不仅会造成电池制备成本的增加,多余的电解液在充放电过程中也会产生分解,生成气体,导致电池正负极接触变差,循环性能恶化,同时也会引起系列安全问题;当电解液注入量过低时,锂离子在正负极之间的传导受限,会引起电池在长期循环过程中内阻增加,循环稳定性降低[7]。目前,在高能量密度体系锂离子电池的生产制造中,为了提升锂离子电池的能量密度,通常选择更高容量的正负极材料,在工艺上倾向于选用更薄的隔膜和箔材节约空间,同时尽可能地提升极片压实密度[8]。然而更薄的隔膜、箔材以及更高的压实密度意味着锂离子电池中可以吸纳电解液的孔隙会越来越少,电解液的储存空间愈小,意味着对电解液用量和生产工艺的控制也愈加严格。为了避免电解液所导致的安全问题和性能衰减,实现电池性能进一步提升,对电池电解液注入量的研究非常有必要。
本文研究了不同化成压力下,软包装锂离子电池电解液注入量与电解液保液量的关系,研究了电解液保持量与电池循环性能的关系,并研究了在数码类锂电池制备过程中,在保证电池性能的基础上,如何通过控制化成压力、降低电解液注入量来进一步降低电池制造成本。
1 实验
选择本公司量产型号中体积能量密度较高的两款电池进行本次实验,分别是406072-2 920 mAh (650 Wh/L)和426168-3 020 mAh(667 Wh/L)电池。
1.1 锂离子电池的制备
将粘结剂聚偏氟乙烯(PVDF,电池级)溶于N-甲基吡咯烷酮(NMP,电池级)中制成胶液,再与钴酸锂样品(LiCoO2,电池级)、导电炭黑(SP,电池级)、碳纳米管(CNT,电池级)充分混合,使用NMP 调浆,制成固含量和粘度合适的浆料,将浆料均匀涂覆在12 μm 厚的铝箔[99.7%(质量分数)]上,在110 ℃下真空(≤-99.5 kPa 压力,下同)干燥6 h,再以200 MPa 压力辊压成98 μm(压实密度为3.95 g/cm3)厚,制成活性物质含量为98.0%的正极片。
将增稠剂CMC(电池级)溶于去离子水(自制)中制成胶液,再与人造石墨[99.7%(质量分数)]、导电炭黑(SP,电池级)、粘结剂SBR(电池级)混合,使用去离子水调浆,制成固含量和粘度合适的浆料,涂覆在8 μm 厚的铜箔[99.8%(质量分数)]上,在90 ℃下真空干燥6 h,再以100 MPa 的压力辊压成122 μm(压实密度1.60 g/cm3)厚,制成活性物质含量为96.0%的负极片。
制得的极片分别在85 ℃下真空干燥12 h 后,将正极片、(9+3) μm 陶瓷隔膜(电池级)与负极片采用卷绕结构制成卷芯,用铝塑膜封装后,在85 ℃下真空烘烤24 h,水分合格后在手套箱中注入电解液并记录电池质量,45 ℃高温静置24 h。
1.2 锂离子电池化成工艺和电化学性能测试
锂离子电池的化成工艺为:采用NP-5AFF(5V5A-128CH)高温加压化成机以恒定电流0.1C充电45 min,控制电压在3.5 V;然后以恒定电流0.2C充电30 min,控制电压在3.8 V,最后以恒定电流0.5C充电90 min,控制电压在4.2 V。根据实验需求,控制化成压力在1.0~3.0 MPa,化成温度控制为75 ℃。电池化成结束后,常温搁置大于4 h,进行二封抽气成型,并记录电池质量。
电池分容步骤为:在(25±2)℃下,以0.5C恒流充电至4.4 V,转恒压充电至0.02C,然后以0.5C恒流放电到3.0 V,循环2 次,进行分容,记录电池的充放电容量,电池的额定容量为3 000~4 000 mAh 之间。
电池的充放电测试使用高精度电池性能测试系统CT-4008-5V6A。循环测试方法为:室温下电池以0.7C恒流恒压充电至4.40 V,截止电流0.02C,0.7C恒流放电至3.0 V,记录电池在不同充放电次数下的充放电容量、容量保持率。
2 结果与讨论
2.1 低化成压力下电解液注入量与化成后电解液保持量的关系
锂离子电池中电解液的量通常会影响电池的循环稳定性,在生产过程中,控制电解液的注入量在一个合理的范围至关重要。锂离子电池在化成后,电解液的保持量与电解液的注入量、化成工艺以及电池正负极材料特性有很大的关系。控制化成压力≤1.0 MPa,保持化成工艺和电池正负极材料一致的情况下,选取容量为3 000 mAh 左右的锂离子电池,电解液注入量分别为1.60、1.75 和1.90 g/Ah,研究了电解液的注入量与化成后电解液的保持量的基本关系,如表1 所示。上述保持量最小数值的选择根据实际生产数据获得,对于钴酸锂电池来说,在化成压力为1.0 MPa 时,注入量低于上述最小值会出现正负极浸润不良的现象。

表1 电解液注入量与保持量数据统计 g/Ah
采用化成压力≤1.0 MPa,保证了锂离子电池在化成时正负极片和隔膜之间有适当的贴合,同时能保证锂离子电池不会被过度挤压,充分保证电解液有足够余量。根据对注入量和化成后电解液保持量的记录与计算,可以发现,当化成压力较小(<1.0 MPa)时,容量在3 000 mAh 左右的电芯,电解液注入量≥1.60 g/Ah 时,完全能满足化成过程中SEI 膜生成对电解液的消耗。随着电解液注入量的增加,化成后电解液的保持量也逐渐增加,注入量与电解液保持量呈正相关关系。
为了进一步明确锂离子电池在实际生产过程中电解液的保持量与注入量的关系,对1#~2#系列实验中的多组样品进行了数据采集,并制作了箱线图来观察数据的分散情况,如图1所示,当电解液的注入量为1.60 g/Ah 时,锂离子电池化成后电解液保持量的数值分布较窄,随着电解液注入量的增加,电解液的保持量分布逐渐变宽,说明当电池的电解液充足时,降低电解液的注入量,电解液的保持量分布会逐渐变窄。
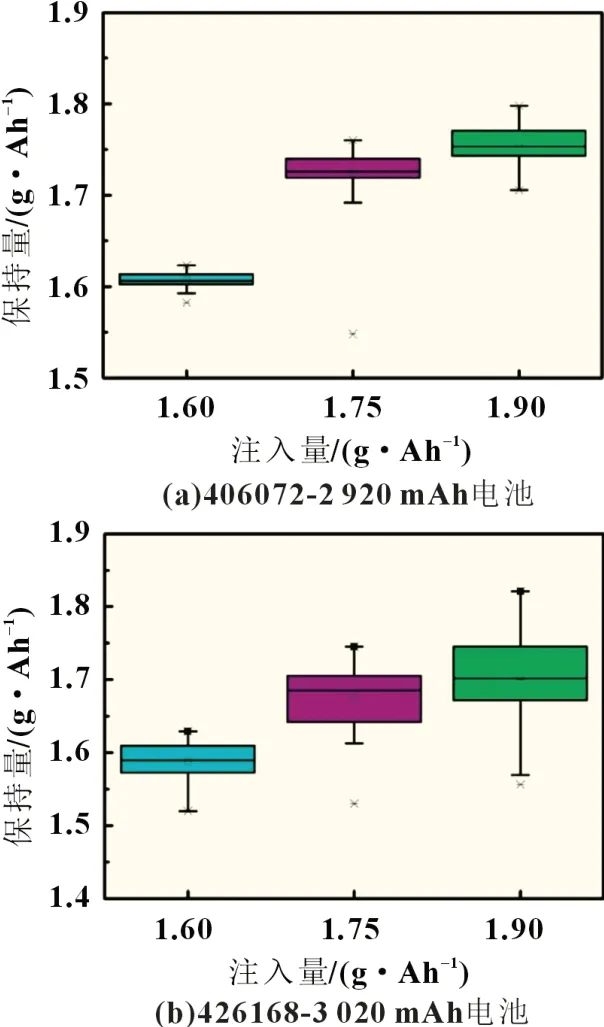
图1 不同电解液注入量下的锂离子电池化成后电解液保持量的箱线图
2.2 化成压力对循环性能的影响
在实际生产中,在保证电池性能的基础上,为了控制成本,电解液的注入量越少越好。上述研究验证了当化成压力≤1.0 MPa 时,锂离子电池的电解液注入量为1.60 g/Ah 时,可以保证化成后的锂离子电池具有充足的电解液。在此基础上,考察不同化成压力下的循环性能。当化成压力加大时,正负极片与隔膜之间的接触更加紧密,导致锂离子电池内部可用于吸收电解液的空间减小,因此选取电解液注入量为1.60 g/Ah,控制化成加压压力分别为2.2、1.6 和1.0 MPa,制备了系列电池,并测试其循环性能,如图2 所示。

图2 不同化成压力下电池的长期循环性能图
由图2 可知,当化成压力逐渐降低时,电池的长期循环性能变差。化成压力为2.2 MPa 时,电池经过1 150 次循环后,容量保持率仍然大于80%。此时,经过计算,电池的电解液保持量大于1.56 g/Ah,即采用较低的电解液注入量即可满足电池循环1 000 次后容量保持率大于80%,随着电池电解液注入量的增加,电池长期循环失效的概率也会降低。
2.3 电解液保持量对循环性能的影响
电解液的保持量对循环性能影响较大[9],充足的电解液量是维持电池循环性能的必要条件。造成电解液量不足的原因主要有:一是电解液注入量不足;二是电解液注入量充足,但因浸液不充分,注入的电解液被抽出,电解液的保持量不足;三是循环过程电池内部电解液被消耗完毕。在化成阶段,电解液中的成膜添加剂会分解,分解产物沉淀在负极表面形成SEI 膜,SEI 膜的结构影响负极材料的循环性能[10]。循环过程中不稳定的SEI 膜会反复分解和重新生成,消耗可逆锂源和电解液,造成循环失效。在保证足够的电解液注入量和浸润充分的条件下,增加电解液的保持量可以改善循环性能。为了进一步研究电解液保持量对循环性能的影响,选取了1#~5#锂离子电池分别注入不同量的电解液,并记录经过化成后电解液的保持量,如表2 所示,电解液注入量为1.58~1.68 g/Ah 时,在化成压力为2.2 MPa 时,电解液的保持量均不小于1.54 g/Ah。根据电解液注入量与保持量的差值统计结果,可知随着电解液注入量的增加,电解液的保持量也逐渐增加。
对表2 中不同电解液保持量的电芯进行长期循环性能测试,其中充放电电流大小均为0.7C,充放电电压范围为3.0~4.4 V,具体测试结果如图3 所示。由图3 可知,1#电池的循环性能比较差,该电池循环到498 次时,电池的容量保持率低于初始容量的80%;2#、4#和5#电池的循环性能较为一致,当循环到650 次时,容量保持率仍有80%;3#电池的循环性能最优,当电池容量保持率为80%时,电池充放电循环次数达到了770 次。当电解液注入量足够,电解液保持量在1.56 g/Ah以上时,均能使电池0.7C循环500 次后容量保持率大于80%,随着注入量的增加,容量保持率提高,循环失效的概率减小;当电解液注入量与保持量差值在0.06 g/Ah 时,电池具有较好的循环性能。当电池化成步骤完成后,通过控制电解液经过化成后的损失在0.06 g/Ah 左右时,可以实现电池性能和成本的最优组合。

表2 锂离子电池不同电解液注入量与化成后电解液保持量(化成压力2.2 MPa) g/Ah
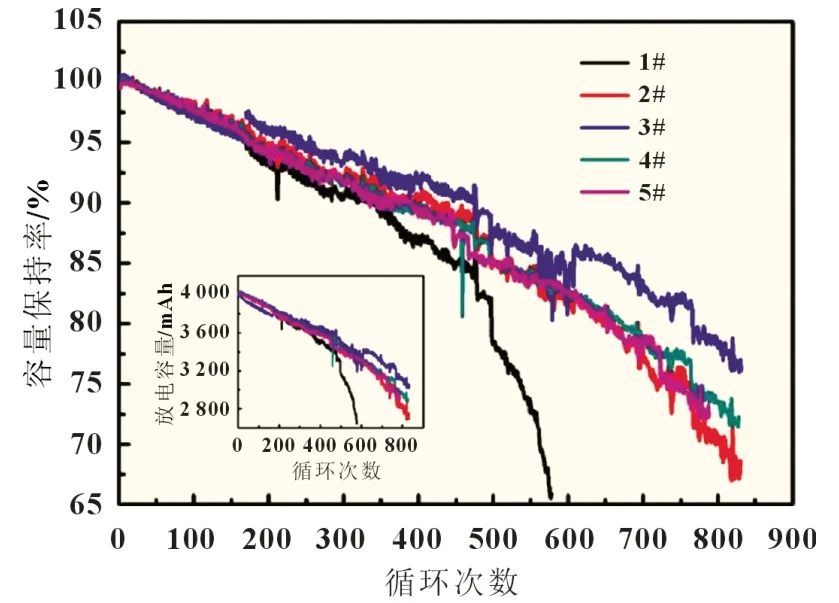
图3 不同电解液注入量和保持量下电池的长期循环性能图
3 结论
本文研究了以钴酸锂和人造石墨为正极和负极所制备的软包装锂离子电池电解液注入量与电池性能的关系。对于容量约为3 000 mAh 的数码类软包装锂离子电池来说,电解液的保持量与电解液的注入量成正比例关系,当电解液的注液量充足时,降低电池电解液的注入量,电解液的保持量分布会逐渐变窄。当电池化成时采用的压力为2.2 MPa 时,电池的电解液保持量大于1.56 g/Ah,可以使电池循环1 000次后容量保持率大于80%。为了进一步降低电池成本,保证电池性能,通过控制电解液经过化成后的损失为0.06 g/Ah 左右,可以实现电池性能和成本的最优组合。
