含铀TBP/OK废液相分离技术研究
2021-04-29周霁阳谭星星
何 飞,周霁阳,谭星星,万 强
(中核建中核燃料元件有限公司,四川 宜宾 644000)
引 言
中核建中核燃料元件有限公司铀化工回收线萃取工序所采用的萃取剂为30%磷酸三丁酯-磺化煤油(TBP/OK),其在使用一段时间后会由于TBP辐射降解而逐渐失效[1],因而需定期更换新的萃取剂,从而产生大量的含铀TBP/OK废液。公司目前对含铀TBP/OK废液只能委外处理,其费用较高。TBP/OK废液属于易燃易爆危化品[2],且含有一定浓度的铀,贮存安全风险很大。因此有必要研究出一套能高效低成本处理TBP/OK废液的工艺技术,将TBP/OK两相分离,使分离后的煤油中铀浓度满足清洁解控标准(铀浓度≤7μg/L)而解控,有效降低含铀TBP体积,降低放射性废液处理成本。
有研究表明,磷酸可与TBP/OK废液中的TBP形成加合物,且所形成的磷酸-TBP加合物经与水发生水解反应又可分离为稀磷酸和TBP两相。根据上述特性,开展了TBP/OK废液相分离小试试验研究。
1 试验原理
有关研究表明[3]:在化学反应过程中,随着磷酸浓度的增加,会逐渐形成各种型式的多聚磷酸,低浓度磷酸萃取TBP可用下式来描述:
H3PO4(水)+nTBP(有)↔H3PO4(水)·nTBP(有)
(1)
(2)
当磷酸浓度增至8mol/L以上时,反应主要按方程式(2)进行,此时随着磷酸浓度再增高会出现有支链式或环状式的多聚磷酸,大量TBP转入加合物相,密度为1.23g/cm3,介于煤油密度(0.74 g/cm3)和磷酸密度(1.60 g/cm3)之间。因而当把浓磷酸加到TBP/OK废液中时,会有中间相产生并出现分层,从上至下依次是煤油、加合物、磷酸三相。若向中间相中加水,则加合物被破坏,形成TBP和稀磷酸两相。

2 材料和方法
2.1 试剂与仪器
主要试剂:TBP/OK废液(铀浓度213mg/L,TBP含量30%)、85%磷酸(分析纯)、去离子水等。
主要仪器:WGJ-III微量铀分析仪、PHS-3C酸度计、集热式磁力搅拌器。
2.2 试验方法及内容
2.2.1 加合反应条件试验
将2.5L TBP/OK废液平均分为50个试验样,每个样品50mL,编号1~50号。将1~20号样品随机分为4组(每组5个试验样),编号分别为1、2、3、4,每组分别对应的试验变量为两相比、磷酸浓度、搅拌时间和澄清时间,每组试验均遵循单一变量原则。每次试验取一个试验样置于烧杯中,加入一定浓度的磷酸若干,用磁力搅拌器搅拌一定时间,澄清一定时间后将加合反应后的三相用分液漏斗进行分离,并分析煤油中的铀浓度、磷酸中的铀浓度并量取磷酸体积。(注:无法分析加合物的铀浓度及TBP含量)。
相分离后煤油中铀浓度越低、磷酸中铀占试验样中铀总量的比例(以下简称“磷酸中铀富集比例”)越高,则说明加合反应效果越佳,反应条件越适宜。
2.2.2 加合物水解条件试验
选取试验中得到的最佳实验参数(两相比、磷酸浓度、搅拌时间及澄清时间)为固定条件,针对影响加合物水解效果的3个主要因素:两相比、搅拌时间、澄清时间,开展单因素条件试验。
试验方法:将21~50号样品随机组成15份试验样(每份2个样品,共100mL),重复“2.2.1加合反应试验”步骤,分别量取每一相(煤油相、加合物相及磷酸相)的体积,并计算出每次加合反应试验后所得磷酸中的铀富集比例。同时,收集所有加合相混匀后均分为15个加合物试验样,编号1~15号,并将其随机均分为A、B、C三组(每组5个试验样),每组试验分别对应的变量条件为两相比、搅拌时间和澄清时间,每组试验均遵循单一变量原则。对加合物进行水解条件试验后,将每次试验得到TBP相和稀磷酸相分别量取体积,计算出分离后的TBP相体积占原TBP/OK废液体积的百分比(以下简称“TBP分离比例”),并分析TBP相铀浓度。TBP分离比例越高,TBP中铀浓度越低,则说明加合物水解效果越佳。
3 结果与讨论
3.1 加合反应试验
向TBP/OK溶液中加入浓磷酸进行加合反应后的试验现象如图1所示。加合反应试验的4组条件试验结果汇总见表1。
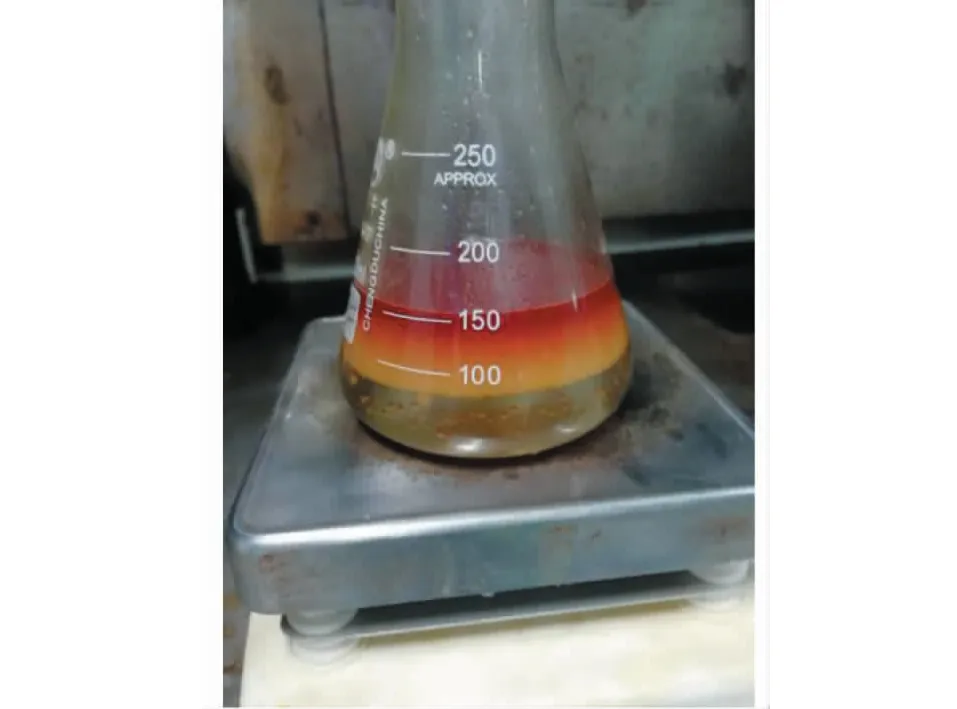
图1 加合反应试验现象Fig.1 The phenomenon of additive reaction
由表1可知,在20次试验中,煤油中铀浓度达到清洁解控标准的有13次,平均值为5.87μg/L,最高19.23μg/L,最低2.13μg/L;磷酸中铀富集比例高于85%的有13次,平均值为85.5%,最高91.8%,最低65.1%。因此可认为,TBP/OK废液加合反应在较适宜的试验条件下,不仅可将TBP/OK废液中90%左右的铀转移到容易后处理的磷酸中去,还可使分离后的煤油中铀浓度达到清洁解控水平。
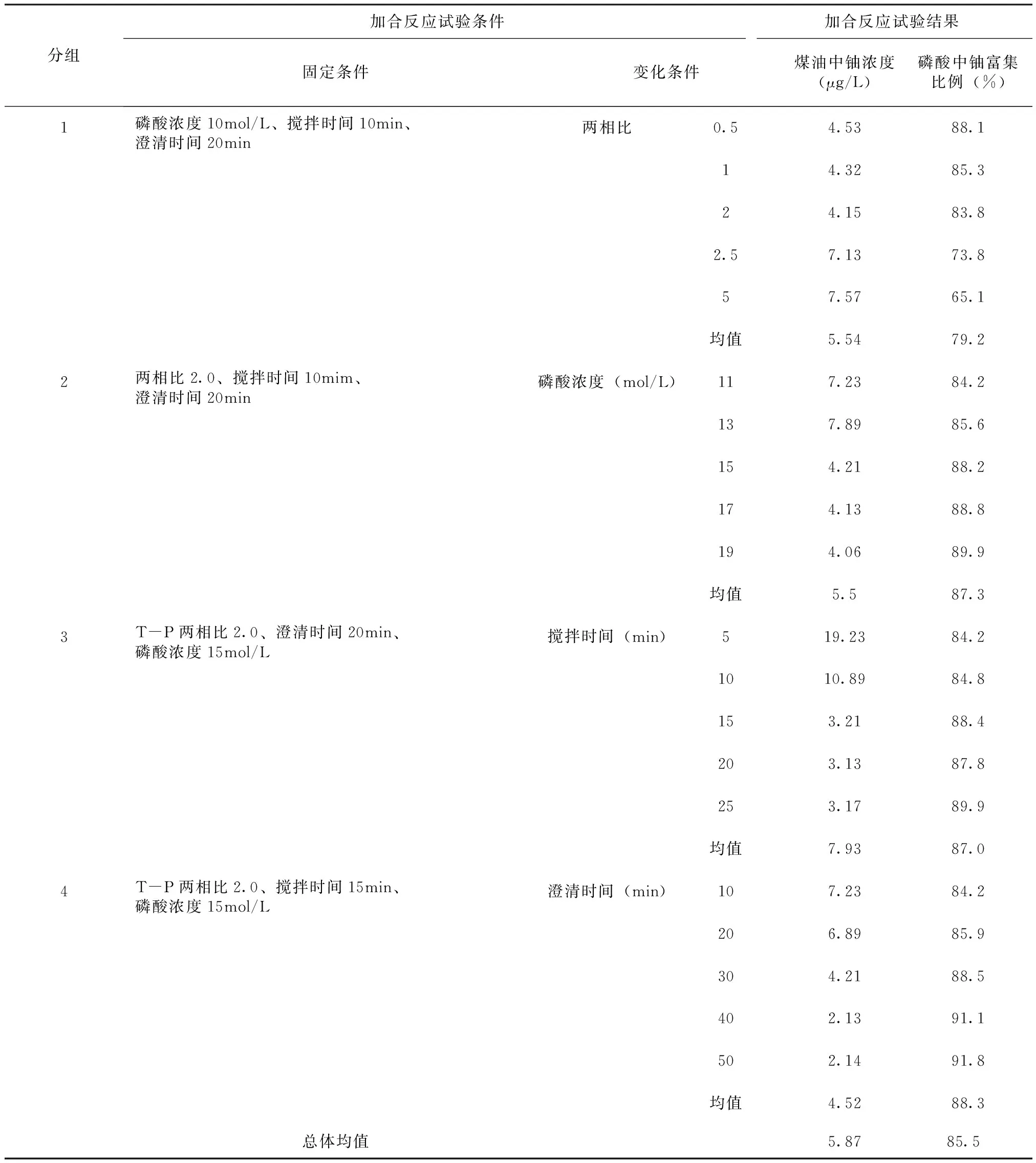
表1 不同试验条件下加合反应试验结果Tab.1 The results of additive reaction under different experimental conditions
由第1组试验结果可知加合反应当两相比大于2.0时,煤油中铀浓度明显升高,磷酸中铀富集比例明显降低,加合反应效果明显变差;而当两相比小于2.0时,加合反应效果没有实质性提高,故综合经济性考虑,取两相比最佳参数为2.0。同理,从第2组试验结果可知,磷酸最佳浓度为15mol/L;从第3、4组试验结果来看,搅拌时间、澄清时间分别达到15min和40min后,随时间增加试验效果无明显变化,故最佳搅拌时间和最佳澄清时间分别为15min和40min。
3.2 加合物水解反应试验
3.2.1 最佳试验参数下的加合反应试验
在最佳加合反应试验参数下(两相比2.0、磷酸浓度15mol/L、搅拌时间15min、澄清时间40min)进行加合反应,每一相的体积数据汇总于表2。
由表2可知,每次试验后所得煤油相、加合物相、磷酸相占TBP/OK与加入磷酸总体积的平均百分比分别为45.3%、31.4%、23.3%。此外,煤油相体积与TBP/OK废液体积比约为68%,说明分离效果较为理想。此外,加合反应后磷酸中铀富集比例均高于90%,且表2中的磷酸中铀富集比例平均值接近表1中最高值,这验证了3.1节中的最佳反应条件。
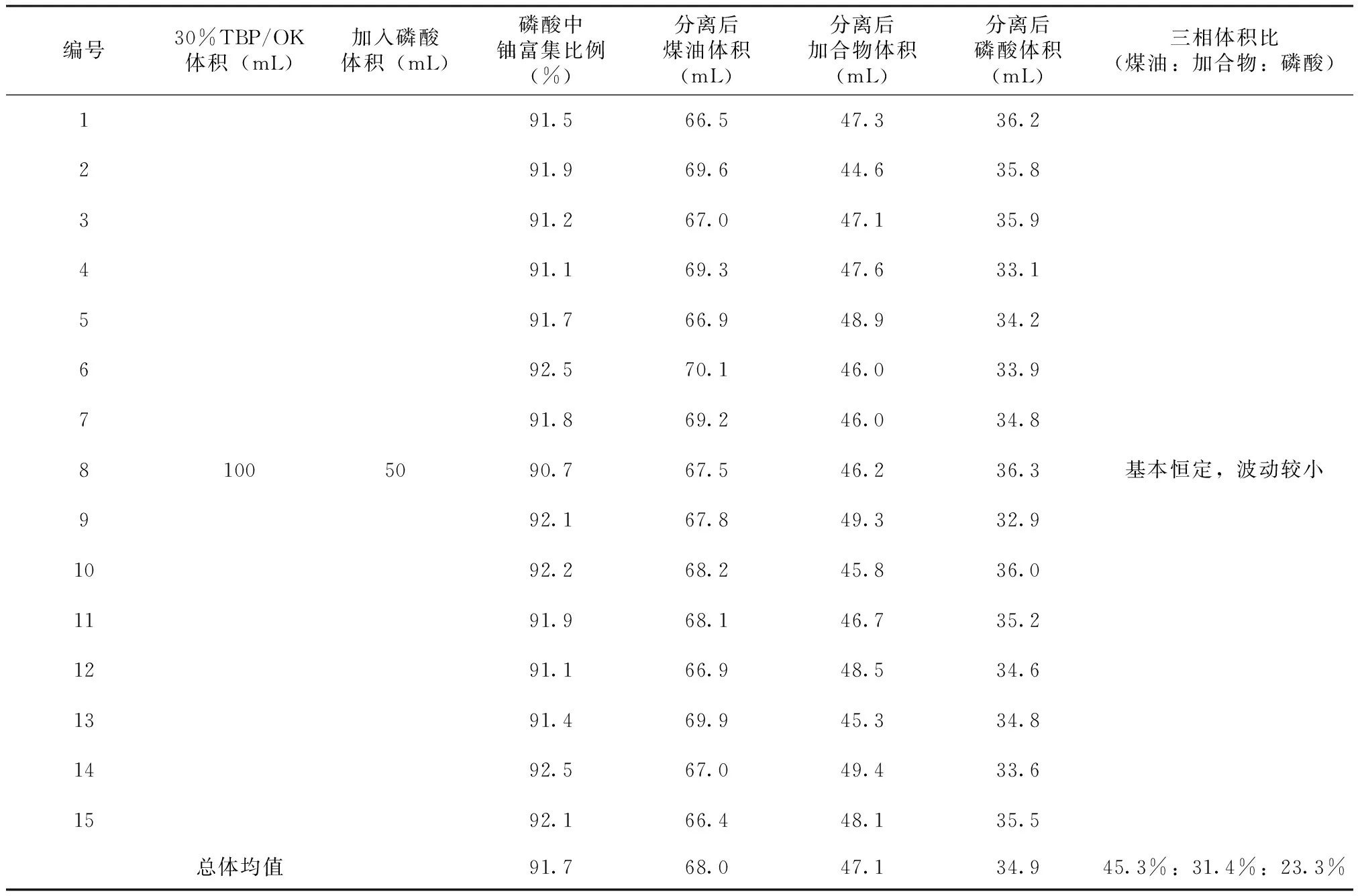
表2 最佳参数下加合反应试验所得三相数据汇总表Tab.2 The summary of three phase data obtained from additive reaction under optimum parameters
3.2.2 加合物水解反应试验
向加合物中加水进行水解反应后的实验现象如图2所示。加合物水解反应的3组条件试验结果汇总见表3。
从表3可知,分离后的TBP铀浓度均在5mg/L以下,平均值为2.87mg/L;TBP分离比例均值为32.2%。因此可认为,加合物水解试验效果较理想,分离出的TBP中铀浓度低于5mg/L,同时可使需处理的含铀TBP/OK废液体积减少67.8%。综合考虑加合物水解试验效果及经济性,水解试验最佳参数为两相比2.5、搅拌时间10min、澄清时间15min。

图2 加合物水解反应试验现象Fig.2 The phenomenon of hydrolytic reaction
4 结 论
4.1 采用磷酸加合水解法可将煤油和TBP依次从含铀TBP/OK废液中分离出来,分离后煤油中铀浓度能达到清洁解控水平,废液减容65%以上。
4.2 含铀TBP/OK废液相分离技术应用有利于放射性核素转移到后续易处理的水相中,降低放射性废液处理难度与成本,在核化工行业具有工程推广价值。
4.3 因缺乏对分离后煤油中TBP含量、结合物中铀浓度及加合物水解后所得TBP的纯度进行测量的技术手段,后续试验有待进一步验证,便于资源化回收利用贵金属铀。
