浅谈增压透平膨胀机防喘振控制设计与应用分析
2021-04-26祁二小
祁二小
(中海石油华鹤煤化有限公司,黑龙江 鹤岗 154100)
在空分设备中,增压透平膨胀机是非常重要的组成部分,能够为空气分离提供冷量。就目前来看,在部分大型国产空分设备中,一套空分设备往往需要配备两台增压透平膨胀机,不过,空分设备要求连续运转,即便增压透平膨胀机可以在主备之间快速切换,也依然会对空分设备的运行产生不良影响,基于此,增压透平膨胀机必须具备稳定的性能,做好防喘振控制的设计和应用也就显得非常必要。
1 增压透平膨胀机的相关概述
增压透平膨胀机的工作流程包含增压、冷却、绝热膨胀和机械功,在实际运行中,工作介质会先经过增压机进行增压,冷却后进入主换热器,然后进入膨胀机,实施绝热膨胀,产生空分装置所需要的冷量,同时,产生的机械功会被增压机吸收。
增压透平膨胀机在运行过程中,如果需要对气量进行调节,安装在冷箱顶部的气动薄膜执行机构会带动喷咀叶片转动,改变通道的截面积,执行机构阀杆的行程会直接反映喷咀通道宽度的变化情况。在增压透平膨胀机中,蜗壳一般是不锈钢结构,被固定在机身上,与底座连接,内部设置喷咀和膨胀机的叶轮,设置在机身轴承上的刚性转子两端分别安装膨胀机叶轮和增压机叶轮,前后轴承全部采用了径向推力联合式轴承,可以由供油管供给润滑油,保证转子的稳定运转。
2 增压透平膨胀机出现喘振的主要原因
在科学技术飞速发展的带动下,内压缩流程空分设备在越来越多的行业的领域中得到了应用,增压透平膨胀机也开始逐渐从中压向着高压过度。
一般情况下,增压端和设备存在相互制约的关系,设备本身在运行的过程中,能够降低喘振事件发生的概率,确保离心增压机能够维持自身固有的运行特性。不过,增压透平膨胀机的运行工况变化较快,当流量增大时,设备的运行会产生一定波动,导致气流传输脱离实际运行模式,此时,增压轮内部会持续做功,提高旋转速度,而因为在运行中会损耗大量能力,机身内部的压力将会有所下降,带来设备端口位置压力下降的问题。
管网的网容量越大,压力变化引发的反应越小,同时,也存在一定的滞后性。如果管网压力数值过高,可能引发气体倒流的问题,导致增压端压力的升高,当增压端出口压力超过管网压力时,气流停止倒流,此时,为了确保设备的正常运行,增压透平膨胀机会自动进行供气,增加管网内部的压力,待其超过增压透平膨胀机出口压力时,又会再次出现气流倒流。
气体的反复排放,会引发设备的强烈震动,发出类似喘气的声音,在增压端出口位置,气体的压力和温度都会呈现出大幅升高的现象,增压透平膨胀机本身也会发生剧烈震动,这种现象被称为喘振。如果工作人员没有能够及时采取有效的措施对喘振进行控制,则转子同样会在压力的反复变化下,产生剧烈震动,可能会与机体发生碰撞,引发叶轮密封和轴承等零部件的损坏。
3 增压透平膨胀机防喘振控制设计与应用
要防止增压透平膨胀机发生喘振,只需要保证增压机在工作转速下的吸入流量大于喘振点的流量。增压透平膨胀机一般采用防喘振阀来控制,防喘振系统通过调节防喘振阀开度控制增压机的流量和出口压力,一旦入口流量过低,出口压力升高,增压机工况接近喘振区或发生喘振时,防喘振阀便自动打开,使出口的气体返回入口来增加入口流量,从而满足大于喘振点流量的控制要求。不过,要想切实保障增压透平膨胀机的稳定可靠运行,还需要设计一套健全完善的防喘振控制方案。就目前来看,在增压透平膨胀机防喘振设计中,比较常用的方法有两种。
3.1 应用压力控制法
压力控制法是一种单参数控制方法,其基本原理如图1所示。

图1 增压透平膨胀机压力控制防喘振系统
以压力控制的防喘振保护系统中,主要包含设置在增压透平膨胀机增压端出口的压力控制器以及防喘振阀。通过设定,将增压透平膨胀机的运行转速控制在某个范围内,确保其运行压力能够远离喘振区,运行在设定压力下,如果增压透平膨胀机增压端出口压力超过设定压力,则防喘振阀PV401 会打开一定的开度,控制增压透平膨胀机增压端出口压力保持在设定压力。而如果压力的波动剧烈,单纯依靠防喘振阀小开度的调节已经不能满足压力调节时,需要将增压端防喘振阀全开,确保设备能够快速远离喘振区。
3.2 利用压差、流量双参数控制
从控制方式上看,压差、流量双参数防喘振保护控制方式更加先进、安全,这一点在增压透平膨胀机低转速运行和偏离设计点运行阶段表现得尤其明显。双参数控制系统包含流量测量系统、压差测量系统和控制系统,相应的控制系统如图2 所示。

图2 增压透平膨胀机双参数控制防喘振系统
该控制方法多在进口增压透平膨胀机组中应用,在膨胀机防喘振试验中测得一组增压端进出口压差(DP),增压端入口流量计压差(DP2)数据,在DP-DP2 坐标图上的绘制出喘振线L3(如图3 所示),在DP2 为2%处做一条喘振保护安全线L2,再在DP2 为8%处做一条控制线L1。工作点在L1线右侧则为安全,反之不安全。采用以下控制方法:
若工作点到达L1线,防喘阀自动开大2%,当防喘阀开大以后,增压端流量增加,压差下降,即DP2 增大,DP 减小,工作点向右移动。若2 秒工作点未回到L1 线右侧的安全区,防喘阀再开大2%,直到工作点回到安全区。若工作点到达L2时,则防喘阀自动全开。
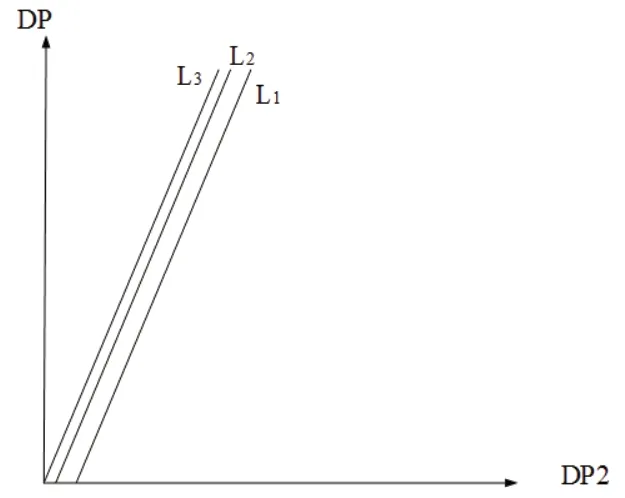
图3 压差、流量双参数控制的喘振线
正常工况下,工作点控制在L1的右侧,此时是安全的。但为了节省能耗,减少能量损耗,工作点应接近L1,即防喘阀FV401 尽可能的关小。因此,操作人员要调整好防喘阀的开度,既要保证工作点在安全区域内,也要尽可能减少能量的损耗。
当实际流量FIC401 小于等于当前压差对应的L1的流量时,防喘阀FV401 会自动在原有开度上增加2%开度。若两秒后仍未回到L1的右侧,则继续增加2%开度,直至工作点回到L1的右侧。当实际流量FIC401 小于等于当前压差对应的L2的流量时,防喘阀FV401 自动全开。
以上两种防喘振的方案足够满足增压透平膨胀机对防喘振的控制要求。采用压力单参数控制方案,控制系统简单,可靠性高,投资低,特别适用于固定转速增压透平膨胀机的控制,但在较低转速的工况下运行会裕度太大,造成浪费。如果增压透平膨胀机经常处于较低转速下运行,则可采用压差、流量双参数的控制方案,即使增压透平膨胀机在不同的转速下运行,也能控制在同一安全裕度下,避免浪费。因此,推荐在大型以上的空分设备中应用压差、流量双参数的防喘振方案控制增压透平膨胀机,在空分设备的节能降耗上有非常明显的优势。
4 结语
总而言之,增压透平膨胀机增压端的本质属于离心增压机,但是,其防喘振控制并不同于离心增压机,因为其驱动装置是膨胀轮,与增压端同轴同转速,在实际应用中,增压透平膨胀机极少出现十分明显的低转速以及高增压比运行,借助上文提到的两种防喘振控制方法,能够取得比较理想的控制效果,保证了增压透平膨胀机的稳定可靠运行。
