一种高压带电插拔电源连接器
2021-04-25陈天强张勇强
陈天强,蔡 军,张勇强,胡 盛,杜 坤
(四川华丰科技股份有限公司;四川绵阳,621000;中国电器科学研究院股份有限公司;广东广州,510300)
1 引言
5G通讯技术的到来需要提供更大功率的用电保障及满足海量的数据存储要求,这会直接推动基站电源极大的扩容及未来数据中心超大云计算的高速发展。5G通讯集中部署致使数据机房空间的距离可进一步增加,高压直流供电(HVDC)直流拉远技术和分布式供电(DPS)优势呈现,高压直流供电技术是集UPS交流供电技术和-48V直流供电技术为一体的一体化供电技术,具有UPS不可比拟的优势,能大幅提升系统的可靠性,同时具有高效率、低成本、扩容便捷及可维护性等优势,目前高压交/直流混用技术主要运用在通讯信息技术(ITC)设备的服务器及路由器上,有望成为未来数据中心核心供电技术。同时电力电子解决方案在全球范围内的快速发展,需要结合通用的智能设备来应对先前针对智能电网环境所描述的挑战,固态变压器是一种智能化的电能设备,可提供双向功率流,是控制电路和常规高频变压器的结合体,提供无功功率补偿、谐波抑制等多种功能,模块化固态变压器的运用范围非常广,带电插拔对电弧的控制运用将成为常态运用。
由于5G技术我国一直走在前列,国内高压交/直流技术应用已进入规模应用阶段,中国移动主导的336V直流供电技术正逐步扩大使用规模。高压直流供电技术与欧洲标准电信设备端电源接口(《ETSIEN300132-3-1(2012.4)》和《ITU-TL.1200(2012.5)》)等标准定义电压有一致性,具有国际先进水平。该系统中国是走在世界的前列,也是最快实现量产和实际使用的国家,带电插拔的运用我国也进入了实际使用阶段,最大功率在10000W左右,并还在不断提高。目前,国外高压直流技术应用研究还处于试验阶段,有少数商用解决方案,美国、日本等国家都有一些试验性应用研究。欧美大部分通讯运营商采用300-400V直流电压方案,日本NTT电信公司试用380V高压直流供电系统,但应用电流基本都偏小,基本在3000W功率范围内,没有实现目大功率的带电插拔运用。
2 电弧
2.1 电弧的产生原理
两个触头行将接触或开始分离时,只要它们之间的电压达12 ~20V、电流达0.25 ~ lA,触头间隙内就会产生高温弧光,这就是电弧。
电弧分类
1〉按电流种类可分为:交流电弧、直流电弧和脉冲电弧。
2〉按电弧的状态可分为:自由电弧和压缩电弧(如等离子弧)。
3〉按电极材料可分为:熔化极电弧和不熔化极电弧。
当用开关电器断开电流时,如果电路电压不低于10-20伏,电流不小于80~100mA,电器的触头间便会产生电弧。电弧的形成是触头间中性质子(分子和原子)被游离的过程。开关触头分离时,触头间距离很小,电场强度E很高(E = U/d)。从阴极表面发射出来的自由电子和触头间原有的少数电子,在电场力的作用下向阳极作加速运动,途中不断地和中性质点相碰撞。只要电子的运动速度v足够高,电子的动能A=1/2mv^2足够大,就可能从中性质子中打出电子,形成自由电子和正离子。这种现象称为碰撞游离。触头间电弧燃烧的间隙称为弧隙。电弧形成后,弧隙间的高温使阴极表面的电子获得足够的能量而向外发射,形成热电场发射。

图1 电弧产生原理
同时在高温的作用下(电弧中心部分维持的温度可达10000℃以上),气体中性质点的不规则热运动速度增加。当具有足够动能的中性质点相互碰撞时,将被游离而形成电子和正离子,这种现象称为热游离。
2.2 电弧的特性和方程
2.2.1 电弧的电压方程
电弧电压包括近阴极区电压降Uc、近阳极区电压降Ua和弧柱电压降Up,即 UA= Uc+ Ua+ Up两近极区压降基本不变(见图1),故以Uo = Uc+ Ua表示,称为近极区压降;弧柱区内的电场强度E又近乎恒值,约(1 ~5)×103V/m,在特殊介质内还可达(10~ 20)×103V/m,故电弧电压计算如下:
UA= U0+ El
(1)
式中,l为弧柱区长度,可近似地取它为整个电弧的长度。
2.2.2 直流电弧的伏安特性
伏安特性为电弧的重要特性之一,它表示电弧电压与电弧电流间的关系。当外施电压达到燃弧(击穿)电压Ub、电流亦达到燃弧电流Ib后,电弧便产生了,而且随着电流的增大,电弧电压反而降低(见图2)。这是因为电流增大会使弧柱内热电离掷剧、离子浓度加大,故维持稳定燃弧所需电压反而减小。
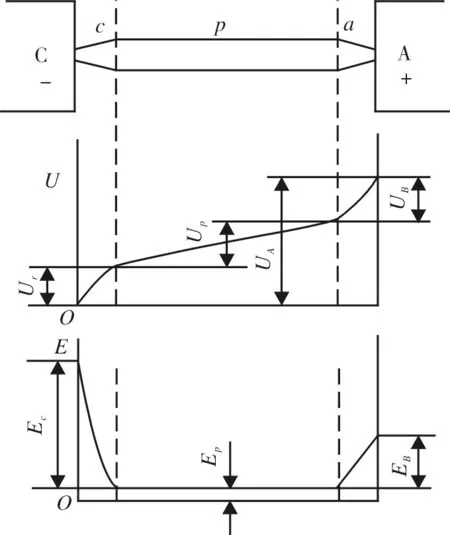
图2 电弧的电压及场强分布
2.2.3 交流电弧的伏安特性
交流电弧的伏安特性不同于直流的伏安特性,因为交变电流总是随着时间变化,所以伏安特性只能是动态的。值得注意的,是交变电流每个周期有两次自然通过零值,而电弧也通常在电流过零时自行熄灭。
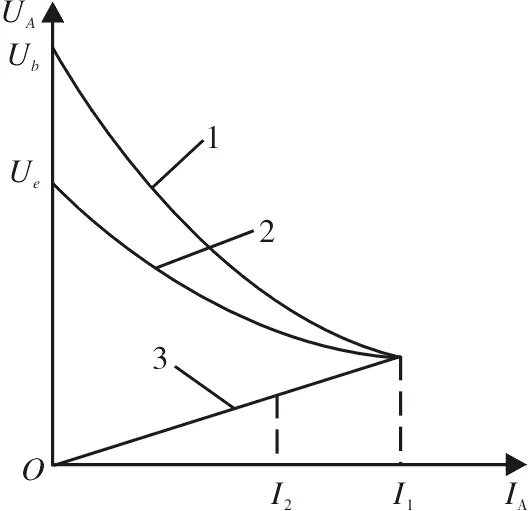
图3 直流电弧伏安特性
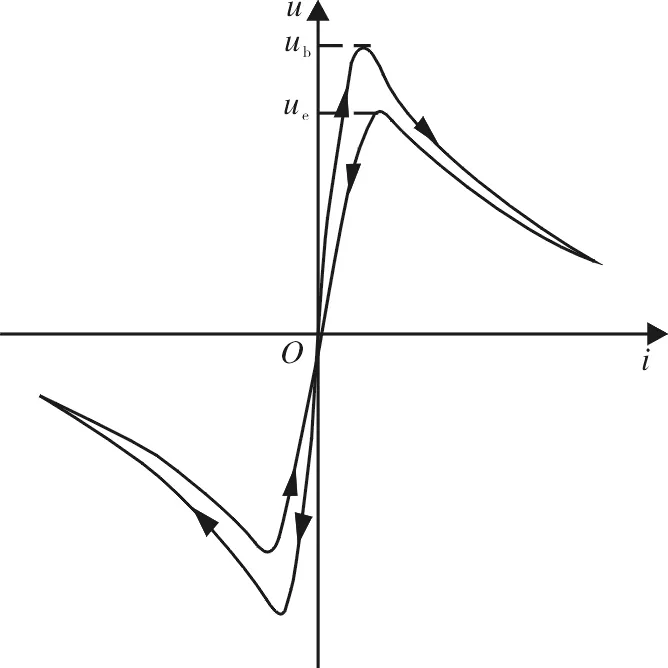
图4 交流电弧伏安特性
2.2.4 电弧的能量平衡
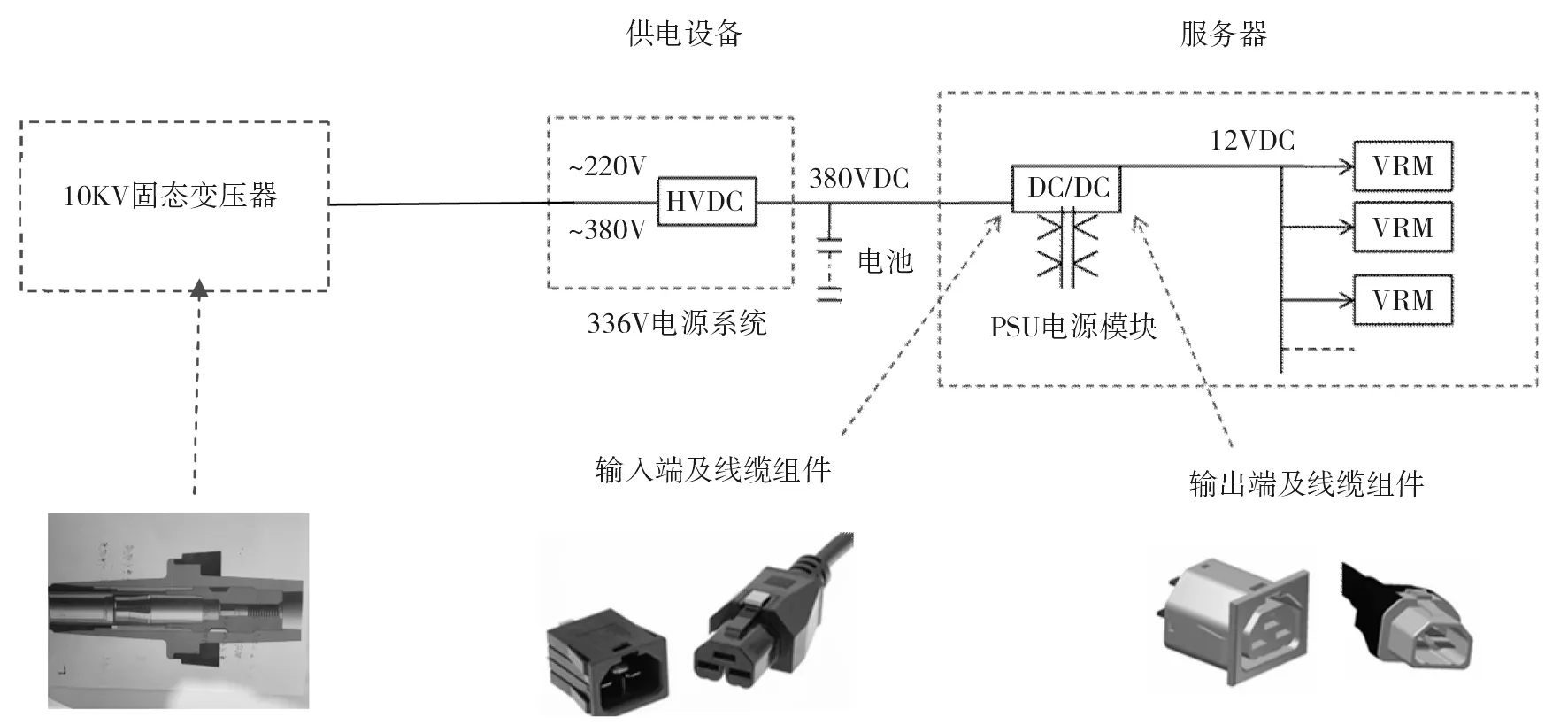
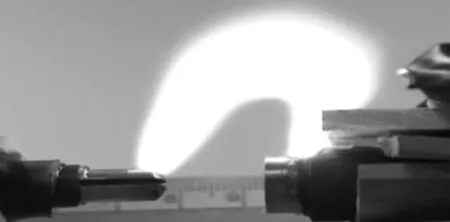
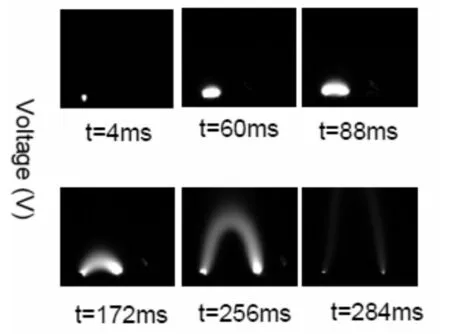
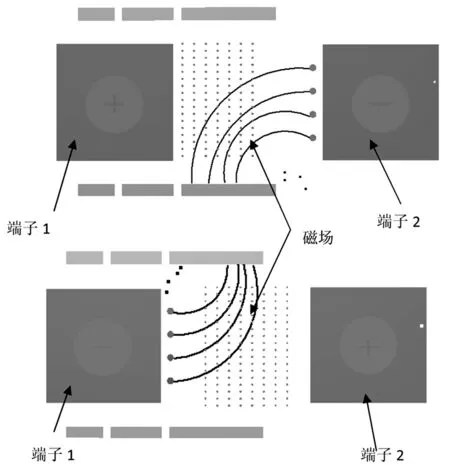
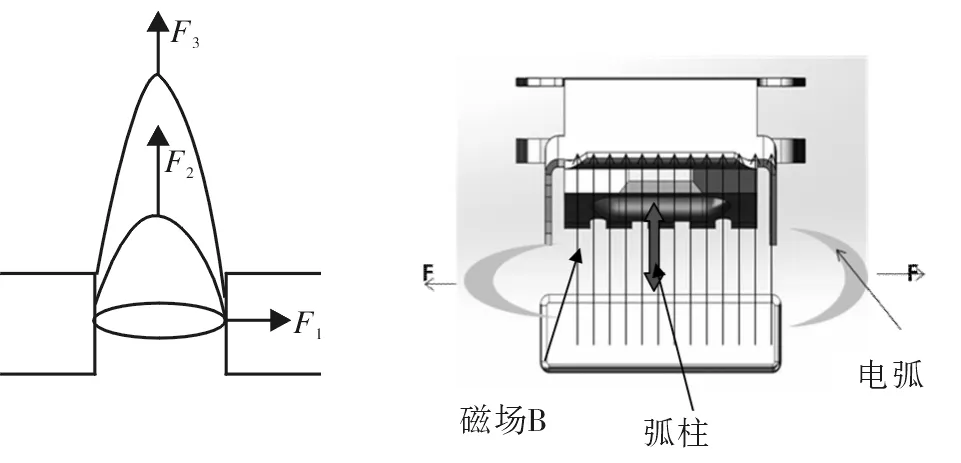
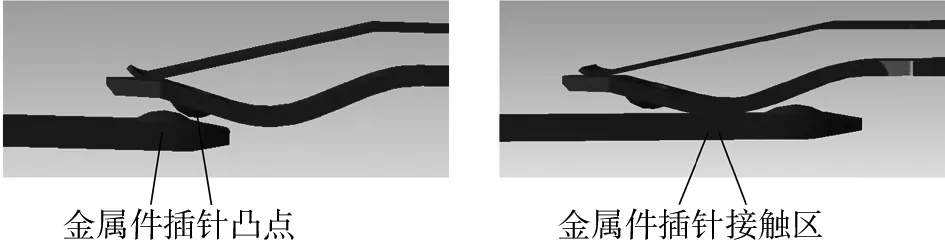
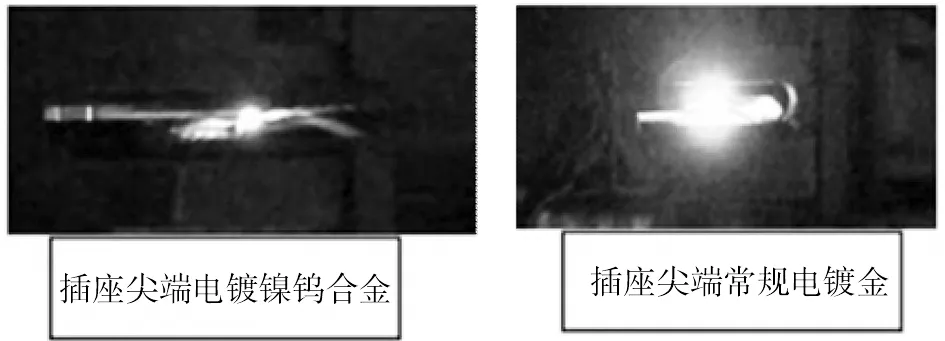
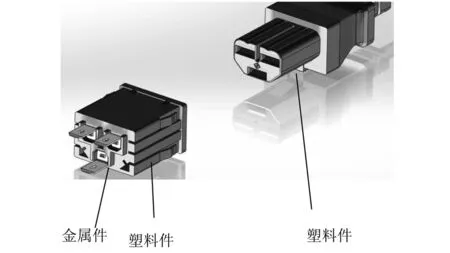
电弧的功率为 PA= UAIA= U0lA+ E I lA 按UO和El在UA中所占比例,电弧有长弧与短弧之分。若UO在UA中占主要地位,电弧就是短弧;反之,则是长弧。短弧的能量损耗是转化为热能、并经电极和与之连接的金属件散往周围介质。长弧的能量损耗可近似地认为是转化为热能、并经弧柱散往周围介质。就一般工业电器而论,弧柱的散热具有重要意义。弧柱是高温等离子体。燃弧时的弧柱温度通常为(4~20)×103K,熄弧时则仅有(3 ~4) )×103K。弧柱温度与电极材料、灭弧介质种类和压力以及其冷却作用的强烈程度等有关。若以QA表示电弧能量、以Pd表示电弧散出的功率,电弧的动态热平衡方程便是:dQA/dt=PA-Pd。若dQA/dt>0,即PA >Pd,说明电弧能量在增大,使燃弧更加炽烈;若dQA/dt<0,即PA 高压直流供电相关设备上采用了模块化带电插拔结构,需要高耐压等级和灭弧技术以满足安全用电,因而可较少电弧的高压电源连接器成为必需,其应用场景如下图所示: 高压交/直流该系统具备以下优点:(1)可靠性大幅提升;(2)大大节约能耗;(3)输入参数大大改善;(4)带载能力大大提高;(5)割接改造更为方便;(6)带电插拔更为方便等优点。但是,与普通交流供电系统接口装置的耐压等级,灭弧等技术要求不一致,必须基本该功能:(1)插头上应有标记标明极性,插头;(2)插头插座具有锁紧结构。 图5 供电路线图 插头、插座具有灭电弧功能,避免带电插拔时电弧外泄产生危害。插头插座直接具有锁紧装置,防止松动脱落,带电插拔。涉及的电弧特征为:图6在接触金属件中加入400VDC,然后以75mm/s的速度拔出,图7电弧会在开始后的60毫秒,放电形成向上的拱形,拉电弧的距离为20mm。 图6 供电路线图 图7 拉弧参数 为了满足金属接触件的结构在插入和拔出的相对运动来消除电弧的高压电连接器,需要高压电连接器应用过程产生的电弧问题,也就是适用连接器热插拔要求。 3.2.1 灭弧原理 当端子1与端子2插合及分离时,在端子1和端子2间电压和距离达到一定条件时,端子1基体上的电子能量大于该电子溢出功时,电子脱离基体向端子2发射,从而产生电弧。当加入固态磁体后,其产生的磁场6穿过端子1和端子2产生电弧的区域,磁场中的运动电荷受如图8所示方向的洛伦兹力,当运动的电子所受洛伦兹力达到一定值时,电子的运动轨迹发生图4所示的偏转,从而使端子1和端子2之间的空气不能完全电离,从而使电弧失去起燃条件或者产生的电弧在极短时间存在;保证了高压电连接器的可靠性。 图8 灭弧原理 3.2.2熄灭电弧最简单的方式是在其断开前把电弧拉长 磁铁能够强制电弧拉长,图9中磁铁是安装在簧片的下面,弧柱在磁场B中的垂直分量受洛伦兹力、感应电流与尖端效应的作用空气压力常常被用于把电弧吹离其原来位置并发生偏转,从而把弧柱迅速拉长,增大了弧柱与周围介质的接触面积,提高了弧柱与介质之间的传导与对流散发功率,当弧柱耗散功率大于输出功率时,电弧就会趋于熄灭。 图9 电弧拉长示意 3.2.3 接触对上额定工作接触区与起弧区分离,保证燃弧区域只发生在起弧区,从而达到牺牲起弧区,保护额定工作接触区的目的,实现接触对在多次热插拔后仍能有效可靠接触;图10内表示连接器插拔时候的状态:当金属件插针向右运动到接触金属件簧片的时候,首先接触的是金属件插针及金属件簧片上的两个凸点接触,该接触能马上产生电弧,并且会对金属件的凸点进行燃烧,当金属件继续向右运动的时候才接触到真正满足产品使用要求的接触区内进行接触,这时候的电弧会比刚开始接触的时候电弧小很多,(电磁铁已经拉长电弧的情况下)。该作用保护了工作接触区的在250次插拔后任能满足产品的使用要求。 图10 接触区与起弧区分离 3.2.4 导弧角是用来引导电弧很快离开触头且按一定方向运动,以保护触头接触面免受电弧的烧伤并使已燃起的电弧快速冷却、熄灭。 图11中导弧角安装在簧片的上面,既能增加簧片的弹性也能促使导弧角在磁场的作用下利用尖端放电效应引导电弧偏转,进一步拉长电弧,增加弧柱散热面积,加速电弧熄灭,避免了电弧直接烧蚀接触对,进而在接触对分离过程中不产生电弧或者产生的电弧在极短时间存在;也可以实现当电源回路并排排列时,使电子分别向着互相远离的方向偏转,从而保证塑料基座不会形成碳化回路。 图11 导弧角的安装及作用 3.2.5 钨合金在金属接触件上作为耐电弧的材料。 由于钨合金镀层中含有重量比为40-95%的钨元素,利用钨元素的熔点3410℃及钨元素低的蒸汽压和稳定的化学性质,用来抵抗电弧的烧灼。通过电镀的方式,利用金属诱导共沉积原理,得到高钨比例的、高熔点、低蒸汽压的钨镍合金,就可以作为抗电弧的连接器接插件导入段镀层。图12是局部电镀钨镍合金及银薄膜的产品和镀金接触件产品,在实验室用450VDC电压及16A电流负载做的对比测试,该测试采用了高速相机进行拍摄,明显看到产品在插入及拔出过程中,局部电镀钨镍合金及银薄膜的产品电弧的产生明显低与常规镀金,银产品的电弧。在实际使用及运用中有明显的效果。 图12 铜钨或者镍钨合金 3.2.6 该连接器满足IEC60320界面尺寸要求,同时满足450V直流,25A电流要求(机械寿命250次)。争取10KV电压(机械寿命50次) 该结构接触对结构简单,工艺性好,固体磁体体积很小,导弧角结构无限制,可以满足多种形式的高压电连接器的需求;图13中采用金属件上双凸点布置结构结合磁吹与导弧角灭弧原理用来解决高压电连接器接触件插合与分离过程中产生的电弧问题。外面配带组合塑料件基座(塑料件基座及塑料件底座),即满足装配的方便性又能达到合理的产品使用性能。 图13 插头插座示意图 高压直流系统在电路运用上具有高效率、高可靠性、维护方便、体积小、重量轻等特点,还有比较完善电池管理功能,完善的绝缘监测功能等较多的优点,已经逐步被很多客户进行运用和广泛推广。该系统的推广及运用将带来相应高压直流连接器的广泛运用。目前,该结构是按照IEC60320界面尺寸(C1C2---C23C24)进行设计及使用,但随着高压直流系统的广泛运用,将涉及到印制板电路(PCB板)上电源供电电源、圆形及矩形各种类型电源连接器,运用非常广泛并且该结构的设计,保证了高压电连接器的可靠性,提高了高压电连接器的使用寿命,避免了危险事故的发生。3 产品应用情况
3.1 插头、插座的灭弧功能
3.2 灭弧的结构原理及其结构

4 结束语
